Изобретение относится к металлургии, в частности к непрерывной разливке металлов, и может быть использовано в автоматизированных системах управления технологическим процессом машин непрерывного литья заготовок (МНЛЗ).
Цель изобретения - повышение достоверности контроля.
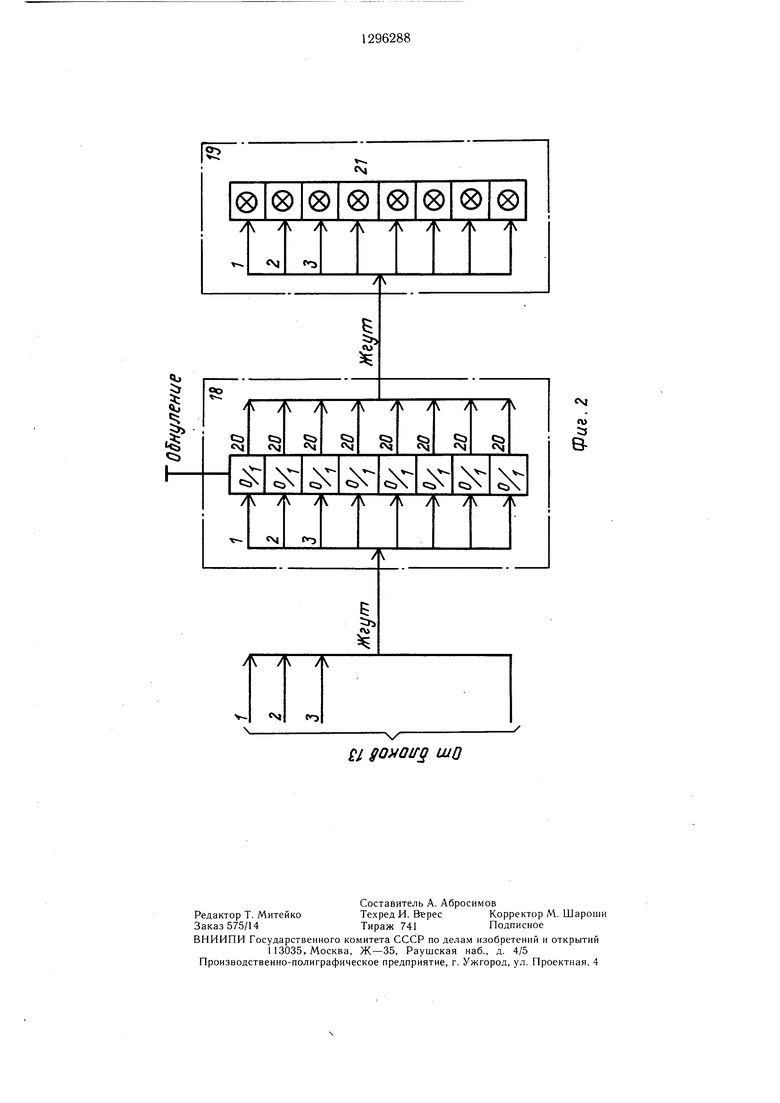
На фиг. 1 изображена схема устройства для автоматического контроля работы системы форсуночного охлаждения МНЛЗ; на фиг. 2 - блок-схема блока памяти и блока сигнализации.
Способ, реализованный устройством, осуществляют следующим образом.
В кристаллизатор 1 из промежуточного ковша подают металл и вытягивают из него приводом тянущей клети 2 слиток 3 с переменной скоростью. Скорость вытягивания в процессе разливки изменяют в зависимости от технологической ситуации: разгон машины, смена сталеразливочного или промежуточного ковшей, смена стакана, выполнение контактного графика при разливке методом «плавка на плавку и т. д. В зоне охлаждения, состоящей, например, из трех секций (А, Б, В), слиток поддерживают и направляют при помощи роликов 4 и охлаждают охладителем 5, распыляемым из форсунок 6. Охладитель подают к форсункам через регулирующий клапан 7 из системы 8 общего подвода охладителя к зоне охлаждения.
На фиг. 1, кроме того, изображены дат- чик 9 и задатчик 10 положения регулирующего клапана, расходомер 11, первый блок 12 сравнения, схема И 13, второй блок 14 сравнения, датчик 15 давления охладителя, в комплект которого входит электроконтактный манометр 16, задатчик 17 давления охладителя, блок 18 памяти и блок 19 сигнализации.
Блок 18 памяти представляет собой (фиг. 2) регистр, реализованный на триггерах 20 и позволяющий хранить 1 байт или 8 бит информации. Значение определенного бита информации («О или «1) соответствует состоянию форсунок конкретной секции зоны охлаждения («О - форсунки в секции не засорены; «1 - более 10% форсунок в секции засорены). Блок 18 соединен с блоком 19 жгутом таким образом, что каждому биту информации (соответственно каждой секции) соответствует лампочка 21 на табло блока 19. Если форсунки в секции засоряются, то на табло загорается определенная лампочка.
В процессе непрерывной разливки при помощи регулирующего клапана изменяют расход охладителя в каждой секции зоны охлаждения в зависимости от скорости вытягивания, при этом каждому значению скорости соответствует определенное значение расхода охладителя. В соответствии с расходной характеристикой регулирующего кла
0
0
пана каждому значению расхода охладителя соответствует определенное номинальное положение регулирующего клапана при стабилизированном входном давлении на общем подводе охладителя. При изменении входного давления изменяется и расходная характеристика регулирующего клапана. В простейщем случае расходная характеристика регулирующего клапана описывается линейной зависимостью вида
Я(5)/((5).0(5),(1)
где Я(5) - номинальная величина открытия регулирующего клапана в S-й секции, %;
/C(S) - коэффициент пропорциональности, зависящий от конструкции регулирующего органа, 20%-ч/м
G(S) - расход охладителя через S-ю секцию, зависящий от скорости вытягивания, .
Данная зависимость характеризует нормальные условия работы регулирующего клапана без засорения форсунок в секции и при стабилизированном входном давлении охладителя на зону охлаждения. Отклонение положения регулирующего клапана от этого значения в большую сторону свидетельствует о засорении форсунок в секции, причем, чем больще величина отклонения, тем больше процент засоривщихся форсунок в секции.
Согласно изобретению в каждой секции зоны охлаждения измеряют величину открытия регулирующего клапана при помощи датчика 9 положения регулирующего клапана, расход охладителя - при помощи расходомера 11 и давление на общем подводе охладителя - при помощи датчика 15 давления охладителя, включающего электроконтактный манометр 16. Сравнивают измеренную величину давления охладителя с заданной величиной, которая соответстсвует минимально допустимой величине давления. Q Превышение измеренной величины давления над заданной соответствует нормальному, стабилизированному входному давлению на зону охлаждения. При стабилизированном входном давлении производят сравнение измеренной величины открытия регулирующего клапана с заданной величиной, соответствующей текущему расходу охладителя. Для обеспечения стабильности работы системы и ликвидации ложных срабатыва- н ий заданную величину открытия регулирующего клапана устанавливают на 3-5% 0 выще номинальной величины H(S) из расходной характеристики клапана (1). Увеличение на 3-5% связано с точностью измерения расхода охладителя и величины открытия клапана, а также с инерционностью системы регулирующий клапан - расходомер. При превышении измеренной величины открытия регулирующего клапана над заданной при стабилизированном входном дав5
5
5
лении охладителя снижают скорость вытягивания слитка до допустимой величины (если она превышает ее) и сигнализируется засоренность форсунок в данной секции. Допустимую величину скорости вытягивания устанавливают при засорении форсунок в зависимости от рабочей скорости разливки и величины засорения.
Устройство реализующее предлагаемый способ, работает следующим образом (фиг. 1).
в процессе непрерывной разливки расходомером 11 (датчик типа ДМ в паре с диафрагмой и вторичным прибором) осуществляется измерение расхода охладителя в секции зоны охлаждения. Сигнал, пропорциональный расходу охладителя, поступает на вход моторного задатчика 10 положения регулирующего клапана.
Расход охладителя 5 в секции зоны охлаждения может изменяться в зависимости от скорости вытягивания слитка при помощи регулирующего органа, содержащего регулирующий клапан 7, который может быть с электрическим или пневматическим приводом. При открытии регулирующего клапана 7 датчик 9 положения клапана, например, индукционного типа вырабатывает сигнал, пропорциональный измеренной величине открытия клапана, в это же время задатчик 10 вырабатывает сигнал, пропорциональный заданной величине открытия клапана. Заданная величина устанавливается в зависимости от измеренной величины расхода охладителя (согласно расходной характеристики клапана (1)) с коэффициентом пропорциональности, равным (1,03-1,05) K(S), т. е. на 3-5% выше номинальной величины H(S}.
Выход задатчика 10 соединен с первым входом первого блока 12 сравнения, на второй вход которого поступает сигнал с датчика 9 положения-регулирующего клапана 7. При нормальной работе форсунок сигнал с датчика 9, пропорциональный измеренной величине открытия клапана, не превышает сигнал с задатчика 10, и первый блок 12 сравнения выдает сигнал, равный логическому «О, который поступает на первый вход схемы И 13. На второй вход схемы И поступает сигнал с второго блока 14 сравнения, который показывает давление на общем подводе охладителя, измеренное датчиком 15 с помощью электроконтактного манометра 16. Сигйал, пропорциональный текущему давлению, поступает на первый вход второго блока 14 сравнения, на второй вход которого поступает сигнал с задатчика 17 давления охладителя. С помощью задатчика 17 устанавливается минимально- допустимая величина давления на общем подводе охладителя. При стабилизированном входном давлении сигнал с датчика 15 пре- выщает сигнал с задатчика 17, и второй блок 14 сравнения выдает сигнал, равный
логической «1, который поступает на второй вход схемы И 13. Последняя в этом случае (на одном входе «О, а на другом «1) выдает сигнал «О, который соответствует нормальной работе форсуночного охлажде- 5 ния. При засорении форсунок в секции регулирующий клапан автоматически открывается для обеспечения заданного расхода охладителя, при этом сигнал с датчика 9 увеличивается пропорционально открытию регу0 лирующего клапана и при превыщении им сигнала с задатчика 10, пропорционального заданной величине открытия клапана, для текущего расхода охладителя первый блок сравнения выдает сигнал «1, который поступает на вход схемы И 13. Послед5 няя в этом случае (с двух сторон «1) выдает сигнал «1, который запоминается в блоке 18 памяти. Последний включает световую сигнализацию в блоке 19, которая сообщает оператору МНЛЗ о засорении форсунок в секции.
Таким образом, изменение положения регулирующего клапана относительно номинальной величины является показателем работы форсуночного охлаждения МНЛЗ. При падении давления в системе общего
5 подвода охладителя ниже минимально допустимой величины, которая устанавливается за датчиком 17, второй блок 14 сравнения выдает на вход схемы И 13 сигнал «О. Схема совпадения И в этом случае выдает тоже сигнал «О, который не фиксирует
0 засоренность форсунок.
Обнуление блока 18 памяти может осуществляться автоматически при начале (окончании) разливки, т. е. при включении (отключении) привода качания кристаллизатора 1 или вручную оператором МНЛЗ при
включении устройства.
Реализация устройства может быть осуществлена на стандартной аппаратуре, выпускаемой промышленностью, например, серии АКЭСР.
Пример. В процессе непрерывной разливки в кристаллизатор подают сталь марки 40Х и вытягивают из него слиток сечением 300X360 мм со скоростью 0,6 м/мин. В зоне охлаждения ститок поддерживают
и направляют при помощи роликов и охлаждают охладителем, распыляемым из форсунок. При помощи регулирующих клапанов в секциях зоны охлаждения (в данном примере три секции) в зависимости от скорости вытягивания устанавливают следующие расходы охладителя (для скорости 0,6 м/мин): I секция - 5 И секция - 6 м /ч и III секция - 4 . В соответствии с расходной характеристикой регулирующего клапана (I) каждому значению расхода охладителя соответствует номинальное положение регулирующего клапана H(S): для 1-й секции при Я (1)14% ч/м и G(l)5 , Я(1)70/; для П-й секции при
10
15
/((2) 10/ ч/м и G(2)6 MV4, Я(2)60/; для 111-й секции при /((3)20 ч/м и G{3)4 MV4, Я(3)80.
Чтобы обеспечить стабильность работы системы и исключить ложные срабатывания, заданную величину открытия регулирующего клапана устанавливают выше номинальной величины H(S}, что определяется погрешностью измерения открытия клапана, погрешностью измерения расхода и давления охладителя, а также инерционностью системы регулирующий клапан - расходомер. Для конкретного примера можно определить процент превышения заданной величины открытия регулирующего клапана над номинальной, как,
(2,5)4 (2,5)Ч (1,5) Ч (2)-4,32% (2) где б - процент превышения заданной величины открытия клапана над номинальной Я(5);
±2,5%, ±2,5%, ±1,5% и ±2% - точность измерения расхода охладителя, вели- . чины открытия клапана, давления охладителя и погрешность за счет инерционности системы соответственно.
Округляя величину б до ближайшего целого значения в сторону увеличения (запаса), получим . Тогда заданная вели- 25 чина открытия клапана для всех секций определяется из выражения
Яз(5)1,05Л:(5).0(5).(3)
Для 1-й секции Яз(1)73,5%, для П-й Яз(2)63% и для 111-й Яз(3)84%.При нормальной работе форсунок и ста- 30 билизированном входном давлении сигнал с датчика положения регулирующего клапана пропорционален номинальной величине H(S} с погрешностью ±2,5% и не превышает заданную величину Яз. Измеренная величина
20
оператору МНЛЗ засоренность форсунок во П-й секции зоны охлаждения.
Таким образом, способ и реализующее его устройство предусматривают автоматический контроль работы форсуночного охлаждения и управление работой МНЛЗ с целью обеспечения стабильности процесса литья, повышения качества литого металла и предотвращения прорывов корочки слитка.
Формула изобретения
1.Способ автоматического контроля работы системы форсуночного охлаждения машины непрерывного литья заготовок, преимущественно для многосекционной системы охлаждения с подачей охладителя на форсунки каждой секции регулирующий клапаном, включающий измерение расхода охладителя на каждую секцию и измерение давления охладителя, отличающийся тем, что, с целью повыщения достоверности контроля, дополнительно измеряют величину открытия регулирующего клапана на каждую секцию, сравнивают измеренные величины открытия клапанов с заданными величинами, соответствующими текущим расходам охладителя на секции, и при превышении измеренной величины открытия клапана над заданной и стабилизированном входном давлении охладителя на секции фиксируют засорение форсунок в данной секции.
2.Устройство автоматического контроля работы системы форсуночного охлаждения машины непрерывного литья заготовок, содержащее датчик давления охладителя и блок сигнализации и для каждой секции зоны охлаждения - расходомер и блок
открытия клапана для 1-й секции 68,25- 35 сравнения, отличающееся тем, что, с целью
71,75%, для П-й секции 58,5-61,5% и для 111-й секции 78-82%, что меньше соответствующих величин Яз(5).
При засорении форсунок, например во П-й секции регулирующий клапан автоматически открывается до величины большей чем 63%, чтобы повысить давление в секции зоны охлаждения и обеспечить требуе- мьгй расход воды G(2)6 .
повыщения достоверности контроля, оно снабжено задатчикрм давления, блоком памяти, дополнительным блоком сравнения и для каждой секции зоны охлаждения - датчиком ,Q и задатчиком положения регулирующего клапана, схемой И, причем выход расходомера каждой секции подсоединен к входу за- датчика положения соответствующего регулирующего клапана, выход которого соединен
с первым входом соответствующего блока При повышении измеренной величины от- 45 сравнения, второй вход которого соединен с
выходом датчика положения регулирующего клапана, выход блока сравнения соединен с первым входом схемы И, вторые входы всех схем И соединены с выходом дополнительного блока сравнения, входы которо- 50 го соединены с датчиком и задатчиком давления, выход каждой схемы И подсоедикрытия регулирующего клапана, которая достигает 69%, над заданной (63%) при стабилизированном входном давлении производится снижение скорости вытягивания слитка до пределов, обеспечивающих получение качественного слитка на аварийном режиме работы системы охлаждения МПЛЗ. В данном примере снижение скорости производится до 0,51 м/мин, что составляет 15% уменьшения скорости от рабочего значения 0,6 м/мин. Одновременно со снижением скорости вытягивания слитка сигнализируется
нен к входу блока памяти, выход которого соединен с блоком сигнализации, причем датчик давления установлен в трубопроводе общего подвода охлаждения к зоне охлаждения.
оператору МНЛЗ засоренность форсунок во П-й секции зоны охлаждения.
Таким образом, способ и реализующее его устройство предусматривают автоматический контроль работы форсуночного охлаждения и управление работой МНЛЗ с целью обеспечения стабильности процесса литья, повышения качества литого металла и предотвращения прорывов корочки слитка.
Формула изобретения
1.Способ автоматического контроля работы системы форсуночного охлаждения машины непрерывного литья заготовок, преимущественно для многосекционной системы охлаждения с подачей охладителя на форсунки каждой секции регулирующий клапаном, включающий измерение расхода охладителя на каждую секцию и измерение давления охладителя, отличающийся тем, что, с целью повыщения достоверности контроля, дополнительно измеряют величину открытия регулирующего клапана на каждую секцию, сравнивают измеренные величины открытия клапанов с заданными величинами, соответствующими текущим расходам охладителя на секции, и при превышении измеренной величины открытия клапана над заданной и стабилизированном входном давлении охладителя на секции фиксируют засорение форсунок в данной секции.
2.Устройство автоматического контроля работы системы форсуночного охлаждения машины непрерывного литья заготовок, содержащее датчик давления охладителя и блок сигнализации и для каждой секции зоны охлаждения - расходомер и блок
сравнения, отличающееся тем, что, с целью
сравнения, отличающееся тем, что, с целью
повыщения достоверности контроля, оно снабжено задатчикрм давления, блоком памяти, дополнительным блоком сравнения и для каждой секции зоны охлаждения - датчиком и задатчиком положения регулирующего клапана, схемой И, причем выход расходомера каждой секции подсоединен к входу за- датчика положения соответствующего регулирующего клапана, выход которого соединен
нен к входу блока памяти, выход которого соединен с блоком сигнализации, причем датчик давления установлен в трубопроводе общего подвода охлаждения к зоне охлаждения.
/V / / / / /
VJ
«
Г/ шо
vj
а
:з 8
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического контроля работы системы форсуночного водовоздушного охлаждения машины непрерывного литья заготовок | 1989 |
|
SU1710184A1 |
| Устройство автоматического контроля работы системы форсуночного водовоздушного охлаждения машины непрерывного литья заготовок | 1990 |
|
SU1729688A1 |
| Способ контроля работы форсунок зоны охлаждения машины непрерывного литья заготовок и устройство для его осуществления | 1986 |
|
SU1365493A1 |
| Устройство для автоматического управления тепловым режимом слитка в зоне вторичного охлаждения машины непрерывного литья заготовок | 1984 |
|
SU1186373A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043833C1 |
| Устройство для контроля охлаждения непрерывнолитого слитка | 1979 |
|
SU772694A1 |
| Способ непрерывной разливки металла | 1988 |
|
SU1540931A1 |
| Устройство автоматического управления расходом воды в зоне вторичного охлаждения в установке непрерывной разливки металла | 1984 |
|
SU1166889A1 |
| Устройство для автоматического управления тепловым режимом зоны вторичного охлаждения машины непрерывного литья заготовок | 1980 |
|
SU869947A1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
Изобретение относится к автоматизации технологических процессов машин непрерывного литья заготовок. Цель изобретения - повышение достоверности контроля работы системы форсуночного охлаждения. Сущность изобретения заключается в том, что в процессе разливки измеряют расход охладителя на каждую секцию охлаждения расходомерами 11. Сигналы с расG: ходомеров 1 поступают на задатчики 10 положения регулируюш,их клапанов 7, на выходе которых появляется сигнал соответствия степени открытия клапанов 7 измеренному расходу. Сигналы с задатчиков 10 сравниваются в блоках 12 сравнения с действительным положением регулирующих клапанов 7 и в случае равенства сигналов на входах блоков 12 на их выходах устанавливается сигнал логического «О, поступающий на входы схем И 13. В противном случае при засорении одной или более форсунок в секции и несоответствии положения регулирующего клапана 7 текущему расходу охладителя на выходе блока 12 сравнения устанавливается сигнал логической «1. На вторые входы всех схем И 13 поступает сигнал с блока 14 сравнения, на выходе которого при стабилизированном давлении устанавливается сигнал логической «1, в противном случае - логического «О. При засорении форсунок в одной из секций и стабилизированном давлении на выходе схемы И 13 соответствуюш,ей секции устанавливается сигнал логической «1, который записывается в блоке 18 памяти и на блоке 19 сигнализации загорается лампочка, соответствующая данной секции охлаждения. 2 с.п. ф-лы, 2 ил. и (Л ГчЭ СО о ьо 00 00 (иВ 1
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Устройство для контроля охлаждения непрерывнолитого слитка | 1979 |
|
SU772694A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
