(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ РАСХОДА ВОДЫ В ЗОНЕ ВТОРИЧНОГО ОХЛАЖДЕНИЯ УСТАНОВКИ НЕПРЕРЬШНОЙ РАЗЛИВКИ МЕТАЛЛОВ
температуры жидкого металла от оптимального значения, химсостава и размеров слитка, подаются на сумматор. В этом случае на графике угол наклона функции расхода воды в зависимости от скорости вытягивания не изменяется при изменении указанных параметров, вводимых в устройство при помощи задатчиков ручного ввода. График функции при новом химсоставе и температуре жидкого метгшла эквигдистантен графику той же функции при прежних те нологических параметрах.
Установлено,.что эти зависимости на графике при различных скоростях вытягивания слитка не эквидистантны между собой при различных технологических параметрах, химсоставе металла, температуре жидкого металла, размерах слитка и т.д.Кроме этого, установлено, что изменение расхода воды в форсуночной секции должно производиться равномерно в течение определенного времени, а не мгновенно. При этом найдено, что переходиьЕй режим, в течение которого необходимо изменя гь расходы воды при изменении скорости вытягивания слитка, составляет время полного затвердевания слитка.
Несоблюдение этих необходнкодх закономерностей приводит к появлению большого количества дефектов на слябах в виДе внутренних и наружных трещин из-за возникновения в оболочке слитка термических напряжений. Это является следствием нарушения равномерности распределения температурил по периметру и плавности ее изменения по длине слитка.
Известное, устройство не обеспечивает необходимую точность регулирования расходов воды в соответствии с теоретически необходимыми зависигжэстями.
Цель изобретения - повышение точности регулирования расходов воды.
Это ДО тигается тем, что задатчики ручного ввода химсостава и температуры жидкого металла и датчик скорости вытягивания слитка подсоединены- к блоку умножения, выход которого соединен с сумматором, к которому подсоединены датчик температуры поверхности слитка и задатчик ручного ввода размера отливаемого слитка, а выход сумматора через делительный блок подсоединен к задающему входу регулятора расхода воды в одной из секций зоны вторичного охлаждения, при этом к. делительному блоку подсоединен задатчик задержки времени.
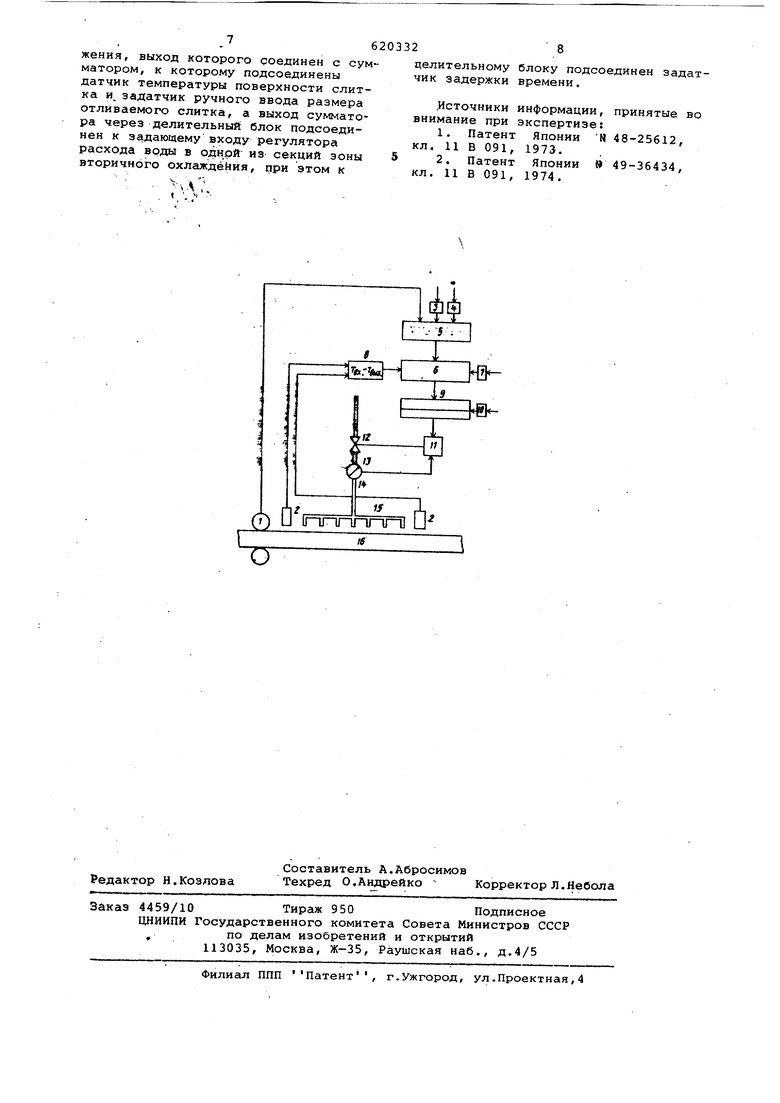
На чертеже показайо предлагаемое устройство.
Устройство для автоматического Iрегулирования расхода воды в зоне вторичного охлаждения установок неiпрерывной разливки металлов состоит
из датчика 1 скорости вытягивания слитка, датчика 2 температуры поверхности слитка, задатчика 3 ручного ввода химсостава разливаемого металла, задатчика 4 отклонения температуры жидкого металла от оптимального значения, соединенных с блком 5 умножения, который соединен с сумматором б. С сумматором б соединен задатчик 7 ручного ввода размеров отливаемого слитка и блок 8 вычитания. Выход сумматора б соединен с делительным устройством 9, к которому присоединен задатчик 10 ручного ввода згщержки времени. Выход делительного устройства 9 подсодинен к регулятору 11 расхода воды, выход которого соединен с исполнительным механизмом 12, а вход присоединен к измерителю 13 расхода воды. Позицией 14 обозначен трубопровод, 15 - форсуночная секция, 16 слиток.
, Устройство для автоматического регулирования расхода воды в зоне вторичного охлс1ждения установок непрерывной разливки металлов работае следующим образом.
В процессе непрехо вной разливки разливают сталь в кристгшлизатрр се.нием вл, из которого вытягивают слиток со скоростью 0,8 м/ми В зоне вторичного охлаждения слиток охлаждается водой, распыливаемой форсунками, сгруппированными в секции. Температура поверхности слитка замеряется пирометрами спектрального отношения, установленными в начале и конце форсуночной секции, которле подают сигналы Tj и Т, на блок вычитания и далее сигнал Т-.-Т.
- -ЙА В
в сумматор. На разливку подают сталразливочный ковш с определенной температурой металла определенного химсостава. Скорость вытягивания слижка замеряют при помощи тахогенератора.
Перед началом процесса разливки оператор подает сигналы Kg и К на блок 5 умножения через задатчики 3 и 4 ручного ввода, соответствующие химсоставу разливаемой стали и отклнению температуры жидкого металла от оптимального значения. В этот же блок 5 умножения поступает сигнал V от датчика 1, соответствующий текущему значению скорости вытягивания слитка. В блоке 5 сигналыУ,К5 перемножаются и обобщенный сигнал вдается в сумматор 6.
Необходимость перемножения указанных сигналов объясняется отсут.ствием прямопропорциональной зависимости между расходами воды и скоростью вытягивания слитка при изменении химсостава стали и ее температуры, В этом случае график этой зависимости представляет прямую линию наклоиенную под определенным углом
К. абсциссе прямоугольных координат. Тангенс этого угла изменяется в зависимости от значения температуры жидкого металла и химсостава стали.
В сумматоре б производится суммирогание всех поступивших сигналов. Полученный обобщенный сигнал, соответствующий скорости вытягивания слитка 0,8 м/мин и указанным выше технологическим параметрам процесса разливки, подается в делительное устройство 9 и далее в регулятор 11 расхода воды. Регулятор 11 управляет исполнительным механизмом 12, установленным на трубопроводе 14, а измеритель 13 расхода воды фиксирует текущий расход воды в форсуночной секции 15. При скорости вытягивания слитка 0,8 м/мин и указанных выше технологических параметрах процесса разливки устанавливается в форсуночной секции 15 расход воды 10 .
При увеличении скорости вытягивания слитка до 1,2 м/мин изменяется температура поверхности слитка. Измененный сигнал V поступает в блок 5 умножения и далее в сумматор б. В сумматор поступает также сигнал из блока 8 вычитания разницы температур поверхности слитка на входе и выходе из форсуночной секции ISTg -TsbixПолученный сигнал,соответствующий ув;личению прироста расхода воды в форсуночной секции 15 с 10 до 14 , подается в делительное устройство 9, в которое оператором был подан сигнал с задатчика 10 ручного ввода задержки времени. В делительном устройстве 9 сигнал, соответствующий увеличению расхода воды на 4 , делится на время полного затвердевания слитка или на время переходного режима от одной установившейся скорости вытягивания слитка к другой
Делительное устройство 9 осуществляет постепенный рост сигнала в заданном канале регулятора 11 до уровня сигнала, выдаваемого сумматором б, в течение указанного времени, а регулятор 11 управляет исполнительным механизмом 12 в функции выходного сигнала с делительного устройства 9 и фактического значения расхода воды, измеряемого измерителе ; 1 С момента изменения скорости вытягивания исполнительный механизм 12 начинает открываться с темпом, позволяющим увеличивать расход воды в форсуночной секции с необходимой скоростью. При этом расход воды в форсуночной секции 15 прямо пропорционален изменению скорости вытягивания слитка. В этом случае наклонная прямая на графике расхода воды в зависимости от скорости вытягивания при.данном изменении температуры поверхности слитка поднимается выше, оставаясь параллельной самой себе.
В случае изменения других технологических параметров в процессе разливки: температуры жидкого металла, температуры поверхности слитка или химсоставаразливаемой стали, также производится изменение сигнала (автоматически или оператором), по ступающего в делительное устройство 9 , и изменение расхода водал в форсуйочной секции 15 производится во времени. При этом в блоке умножения получается другое значение произведения поступивших сигналов. Тангенс угла наклона прямой на графике расхода воды в зависимости от скорости вытягивания изменяется. В этом случае расходы воды в форсуночной секции будут иными.
Автоматическое регулирование расходов .воды в форсуночных секциях при помощи предлагаемого устройства позволяет избежать перегрева или переохлаждения поверхности слитка, что устраняет возникновение термических напряжений в оболочке слитка, превосходящих допустимые значения.
При изменении ширины слитка в сумматор 6 вводится сигнал при помощи ручного задатчика 7 ширины слитка. В этом случае к прежне1 1у сигналу прибавляется доля, соответствующая увеличению ширины слитка. Вследствие этого увеличивается расход воды в секции 15 за счет подключения дополнительных форсунок.
В результате применения предлагаемого устройства повышается точность регулирования расхода воды в соответствии с теоретически необходимыми закономерностями, снижается количество внутренних и наружных трещин, брак слитков сокращается кроме того, отпадает необходимость применения сложных электронно-вычислительных машин, возможно применение простых суммирующих, множительных и делительных блоков.
Формула изобретения
Устройство для автоматического регулирования расхода воды в зоне вторичного охлаждения установки не,прерывной разливки металлов, включаю щее задатчики ручного ввода темпера туры жидкого металла, химсостава разливаемого металла и размеров слитка, датчики скорости вытягивания и температуры поверхности.слитка, множительно-делительное устройство, сумматор, регулятор, измеритель расхода воды, а также исполнительный механизм, отличающееся тем, что, с целью повышения, точности регулирования расходов воды, задатчики ручного ввода химсостава и тем.пературы жидкого металла и датчик скорости подсоединены к блоку умножения, выход которого соединен с сумматором, к которому подсоединены датчик температуры поверхности слитка и. залатчик ручного ввода размера отливаемого слитка, а выход сумматора через делительный блок подсоединен к задающему входу регулятора расхода воды в одной из- секций зоны вторичного охлаждёйия, при этом к
целительному блоку подсоединен задатчик задержки времени.
.Источники информации, принятые во внимание при экспертизе:
1.Патент Японии И 48-25612, кл. 11 В 091, 1973.
2.Патент Японии 49-36434, кл. 11 В 091, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования режима охлаждения непрерывнолитого слитка | 1980 |
|
SU933218A1 |
| Устройство для автоматического управления тепловым режимом зоны вторичного охлаждения машины непрерывного литья заготовок | 1980 |
|
SU869947A1 |
| Система автоматического управления процессом непрерывной разливки металла | 1984 |
|
SU1228965A1 |
| Устройство автоматического управления машиной непрерывного литья металла | 1980 |
|
SU917899A1 |
| Устройство для автоматического управления тепловым режимом слитка в зоне вторичного охлаждения машины непрерывного литья заготовок | 1984 |
|
SU1186373A1 |
| Способ автоматического регулирования охлаждения слитка на установке непрерывной разливки металла | 1976 |
|
SU593813A1 |
| Способ автоматического управления процессом непрерывной разливки металлов и устройство для его осуществления | 1988 |
|
SU1650337A1 |
| Устройство автоматического управления охлаждением слитка на установке непрерывной разливки металла | 1976 |
|
SU599916A1 |
| Способ непрерывной разливки металлов | 1977 |
|
SU686811A1 |
| Способ автоматического контроля работы системы форсуночного охлаждения машины непрерывного литья заготовок и устройство для его осуществления | 1985 |
|
SU1296288A1 |
п/fi
Г) и ir-inribr-nj LJ
