() УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОПИРОВАНИЯ
1
Изобретение относится к области автоматизации сварочного производства и Может быть использовано в сварочных установках.
Известно устройство для автоматического копирования линии сварного соединения, содержащее измерительный блок, установленный на свароч- ном органе, привод коррекции положения сварочного органа, блок запаздывания и сумматор, при этом первый вход сумматора подключен к выходу измерительного блока, а выход соединен с входом блока запаздывания, выход которого связан с приводом коррекции и вторым входом сумматора tl.
Данное устройство обеспечивает автоматическое копирование линии сварного соединения без направляющих для сварочного аппарата путем алгебраического суммирования величин текущего результата измерения и предыдущего результата измерения, ЛИНИИ СВАРНОГО СОЕДИНЕНИЯ
(Получаемого по истечении времени запаздывания.
Недостатком устройства является наличие погрешности копирования, возникающей за счет люфта в механических передачах привода коррекции, В реальных механизмах величина люфта соизмерима с требуемой точностью копирования линии сварного соединения, что может привести к полу10чению некачественного сварного соединения. Погрешность копирования в данном устройстве возникает из-за неполной компенсации а сумматоре сигнала отработки, поступающего
IS с выхода блока запаздывания, и си|- нала измерительного блока, .поступающего при работе привода коррекции на другой вход сумматора. Сигнал коррекции, поступающий с выхода блока
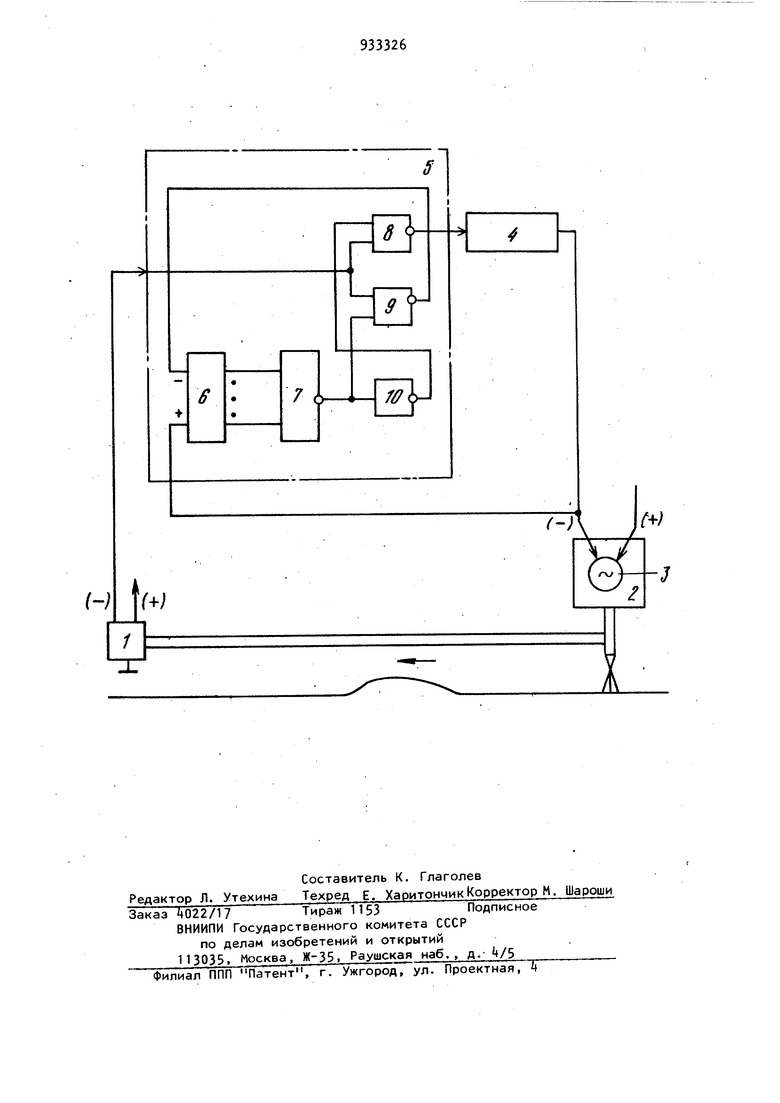
20 запаздывания, вначале компенсирует люфт в механизмах привода коррекции и только после этого происходит реальное перемещение сварочного органа и вместе с ним измерительного блока. Поскольку сигнал коррекции поступает одновременно и на второй вход сумматора, то часть его, идyuJaя на компенсацию люфта в механизмам привода коррекции, поступит через сумматор на вход блока запаздывания нескомпенсированной соответствующим сигналом измерительного блока, так как последний начнет вырабатывать сигнал компенсации только при смещении сварочного органа, т.е. после выборки люфта. При реверсировании нескомпенсированный сигнал накапливается и точность копирования (особенно в случае протяженной линии .сварного соединения) снижается. Дополнительным источником погрешности а устройстве является инерционность подвижных элементов и отсутствие синхронизации между блоками отработки и получения информации о текущем положении линии сварного соединения. Наиболее близким к изобретению является устройство 23 для копирования линии сварного соединения, содержащее измерительный блок, установ ленный на сварочном органе, снабженном датчиком положения, привод коррекции положения сварочного органа, запоминающее устройство (ЗУ), сумматор .и блок регулируемого запаздывания. Вход ЗУ соединен с выходом сумматора, первый вход которого подключен к выходу измерительного блока а второй - к выходу блока регулируемого запаздывания. Выход ЗУ связан с входом привода коррекции и входом блока регулируемого запаздывания, уп равляющий вход которого подключен к выходу датчика положения. Устройство обеспечивает компенса цию погрешности, вызванной наличием люфта в механизмах привода коррекци Компенсация осуществляется с помощью блока регулируемого запаздывания, в котором производится задержка корре тирующей информации, поступающей с выхода ЗУ на вход привода коррекции и на вход блока регулируемого запаз дывания, на время, необходимое для ; компенсации люфта. Момент окончания компенсации люфта и начала перемеще ния сварочного органа, а следовател но, и связанного с ним измepиteльного блока, фиксируется датчиком положения, который дает команду об окончании выборки люфта на управляю щий вход блока регулируемого запаздывания. Последний за счет этого передает информацию о коррекции на второй вход сумматора одновременно с поступлением ложного сигнала, вызванн- го результатом воздействия сварочного органа на положение измерительного органа. Peзyльtaтoм компенсации люфта является повышение точности копирования. Недостатком устройства является его сложность, связанная с наличием дополнительного измерительного органа - датчика полоежния и блока регулируемого запаздывания, выполняющихфункцию регулирования задержки сигнала, постуг1ающего на второй вход сумматора, в зависимости от времени компенсации люфта в механизмах привода коррекции положения сварочного органа. Эта сложность обусловлена не только наличием указанных элементов, но и необходимостью синхронизации сигналов в контуре компенсации. Кроме того, устройство не обеспечивает компенсации в сумматоре других погрешностей, создающих асинхронность |между сигналами, поступающими на привод коррекции, и сигналами измерительного блока. Источником этих погрешнос- тей является, например, нелинейность динамических характеристик привода, зона нечувствительности измерительного блока, инерционность механических передач и т.д. Зависимость точности компенсации сигналов в сумматоре от указанных технических характеристик привода коррекции и измерительного блока приводит к снижению точности копирования линии сварного соединения. оЦелью изобретения является упрощение устройства и повышением точности копирования. Поставленная цель достигается тем, что в устройстве для автоматического копирования линии сварного соединения, содержащем измерительный блок, установленный на сварочном органе, привод коррекции положения сварочного органа, блок запаздывания (ЗУ) и сумматор, причем выход измерительного блока подключен к первому входу сумматора, выход которого соединен с входом блока запаздывания, а выход последнего связан с входом привода коррекции и вторым входом сумматора, сумматор выполнен в виде п -разрядного реверсивного счетчика, выходы которого соединены соответственно с п входовой схемой И-НЕ и трех ключей 2И-НЕ. Входы пер вого и второго ключей 2И-НЕ соедине ны и являются первым входом сумматора. Второй вход первого ключа 2И-НЕ подключен к выходу третьего ключа 2И-НЕ, а второй вход второго ключа 2И-НЕ и вход третьего ключа 2И-НЕ соединены с выходом п -входовой схемы И-НЕ, Выход второго клю ча 2И-НЕ соединен со входом п-разрядного реверсивного счетчика, друг вход которого является вторым входом сумматора, а выход первого ключ 2И-НЕ является выходом сумматора. Выполнение сумматора в виде п-разрядного реверсивного счетчика с подключением к его выходам п-вхо довой схемы И-НЕ, а также трех ключей 2И-НЕ, выполняющих логические функции, позволяет осуществлять в сумматоре компенсацию сигналов, пос тупающих с выхода измерительного блока, за счет корректирующих перемещений сварочного органа, сигналами, поступающими с выхода блока запаздывания, в реверсивном счетчике и пропускать в блок запаздывания только те сигналы измерительного бл ка, которые вызваны текущим отклоне нием копируемой линии от заданного положения сварочного органа. Накапл ваемые в реверсивном счетчике сигна выборки люфта в механизмах коррекци и другие сигналы, не вызывающие пер мещения сварочного органа, не посту пят на вход блока запаздывания до о нуления реверсивного счетчика си|- налами измерительного органа, которые поступят на вычитающий вход реверсивного сметчика только в резуль тате перемещения сварочного органа и связанного с ним измерительного блока. Ключи 2И-НЕ пропустят на вхо блока запаздывания только сигналы отклонения копируемой :линии, а не ложные сигналы, появляющиеся в ре зультате воздействия корректирующих перемещений сварочного органа на по ложение измерительного блока. Компенсация люфта обеспечивается при этом более простыми средствами, чем в известном устройстве, т.е. без применения датчика положения сварочного органа относительно сварочного аппарата и блока регулируемого запаздывания. Наличие других погрешностей, связанных с инерционностью механизмов передачи движения, нелинейностью динамических характеристик привода и параметров измерительного блока, также не сказываются на точности компенсации измеряемого и полученного по истечении времени запаздывания сигналов, так как реверсивный счетчик обеспечивает компенсацию в том числе при асинхронном поступлении сигналов на суммирующий и вычитающий входы. Сумматор в целом выполняет функцию фильтра, пропуская в блок запаздывания только сигналы отклонения копируемой линии от заданного первоначального положения сварочного органа. Независимость процесса компенсации от природы и источника алгебраически суммируемых в реверсивном счетчике сигналов позволяет, таким образом, повысить точность копирования линии сварного соединения. На чертеже показан один канал устройства для автоматического копирования линии сварного соединения. Устройство содержит измерительный блок 1, установленный на сварочном органе 2, привод 3 коррекции,блок запаздывания, сумматор 5- Выход бло.ка 1 подключен к первому входу сумматора 5. выход которого соединен с . входом блока k запаздывания. Выход последнего связан с входом привода 3 коррекции и вторым входом сумматора 5. Сумматор 5 содержит rv-разрядный реверсивный счетчик 6, выходы которого toeдинeны соответственно с It- -входовой схемой И-НЕ 7, и ключи 8, 9 и 10 2И-НЕ. Первым входом сумматора 5 служат первые входы первого 8 и второго 9 ключей 2И-НЕ, вторым входом первый вход счетчика 6, второй вход которого связан с выходом ключа 9 2И-НЕ а выходом сумматора 5 служит выход ключа 8 2И-НЕ, второй вход которого подключен к выходу третьего ключа 10 2И-НЕ. Выход ключа 10 и второй вход ключа 9 2И-НЕ соединены с выходом схемы 7 И-НЕ. Второй канал устройства для автоматического копирования построен аналогично. При этом один из каналов осуществляет- управление копированием при отклонении копируемой линии от заданного положения измерительного блока 1 в положительном направлении, например, при увеличении расстояния между ними. Другой
канал управляет копированием при отклонении копируемой линии относительно измерительного блока 1 в отрицательном направлении, например, при уменьшении расстояния между ними. Каналы работают поочередно в зависимости от положения блока 1 относительно заданного и, следовательно, от наличия сигналов на его выходах + и -,
Число разрядов счетчика 6 и схемы 7 выбирается не меньше максимально возможного числа импульсов, соответствующего величине люфта и других погрешностей и поступающего в сумматор 5 (на счетчик 6) для компенсации сигналами блока 1.
Устройство работает следующим образом.
При движении сварочного бргана 2 вдоль линии сварного соединения время прохождения информации от входа к выходу блока запаздывания соответствует времени запаздывания сварочного органа 2 относительно блока 1. Информация об отклонениях линии соединения воспринимается блоком 1 ив виде, например, импульсов число которых соответствует величине, а частота - интенсивности отклонения, поступает на первый вход сумматора 5 и далее на вход блока Ц запаздывания. С выхода блока 4 сигналы об отклонениях поступают на привод 3 коррекции положения сварочного органа 2 и одновременно на второй вход сумматора 5.
При отработке приводом 3 сигналов коррекции в сумматоре 5 происходит компенсация сигналов блока 1, возникающих в результате перемещения сварочного органа 2 за счет жесткой связи блока 1 со сварочным органом 2. Основной функцией сумматора 5 является, таким образом, пре дотвращение поступления на вход блока сигналов органа 1, возникающих за счет отработки сварочным органом 2 текущих сигналов коррекции. Это обеспечивает самокопирование устройством линии соединения при жесткой связи блока 1 со сварочным органом 2 независимо от расстояния между ними при условии соответствия времени запаздывания второго относительно первого и скорости продвижения информации в блоке запаздывания.
Поскольку в реальных механизмах привода 3 Коррекции перемещение сварочного органа 2 происходит не с момента поступления сигналов коррекции с выхода блока k, а после компенсации частью этих сигналов люфта, момента инерции и т.д., то.и пере- . мещение измерительного органа происходит лишь после прохождения указанной части сигналов на второй вход сумматора 5. Причем эта часть
сигналов может поступить через сумматор 5 на вход блока 4 и в дальнейшем вносить систематическую погрешность копирования. Однако это не происходит. Сумматор 5 при автоматическом копировании работает следующим образом, (в случае реализации в цифровом виде).
При подаче команды на начало движения счетчик 6 обнуляется, а ключ
8 2И-НЕ открыт для прохождения
импульсов с выхода блока 1 на вход блока k. По истечении времени запаздывания импульсы коррекции с выхода блока поступают на привод 3 коррекции и на суммирующий вход счетчика 6. С началом запоминания счетчика 6 с выхода схемы 7 И-НЕ на вход ключа 9 2И-НЕ поступит разрешающий сигнал для прохождения импульсов
блока 1 с выхода ключа 9 2И-НЕ на
вычитающий вход счетчика 6. Одновременно с выхода ключа 10 2И-НЕна вход ключа; 8 2И-НЕ поступит запрет на прохождение импульсов блока 1 на вход блока Ц. Запрет будет иметь место до момента обнуления счетчика 6, т.е. до момента полной компенсации сигналом блока 1 сигнала коррекции, поступающего на привод 3 сварочного органа 2. Причем взаимная компенсация указанных сигналов в счетчике 6 и последующее прохоадение через сумматор 5 (с помощью ключей 8, Эй 10 2И-НЕ) сигналов фактического отклонения копируемой линии на вход блока осуществляется независимо от причины и величины запаздывания в отработке сигналов коррекции исполнительным механизмом сварочного органа 2,
Таким образом, устройство обеспечивает компенсацию люфта в механизмах привода не только более простыми средствами, но и повышает точность копирования, так как процесс компенсации механического воздействия сварочного органа на измеритель-: ный блок не зависит от зоны нечувствительности и других свойств
средств измерения, от технических характеристик привода, а осуществляется в сумматоре средствами электроники.
Технико-экономическая эффективность предложенного технического решения заключается в том, что за счет упрощения устройства повышаются его надежность и срок службы, а за счет повышения точности достигается более высокое качество сварочных соединений.
Формула изобретения
Устройство для автоматического копирования линии сварного соединения, содержащее измерительный блок, установленный на сварочном органе, привод коррекции положения сварочного органа, блок запаздыва-ния и сумматор, причем выход измерительного блока подключен к первому входу сумматора, выход последнего соединен с входом блока запаздывания, выход которого связан с входом привода коррекции и вторым входом сумматора, отличающееся тем, что, с целью повы3332610
шения точности копирования и упрощения устройства, сумматор выполнен в виде п -разрядного реверсивного счетчика, п -входовой схемы И-НЕ
5 и трех ключей 2И-НЕ, причем вход первого и вход второго ключей 2И-НЕ соединены и являются первым входом сумматора, второй вход первого ключа 2И-НЕ подключен к выходу третьего ключа 2И-НЕ, а второй вход второго ключа 2 И-НЕ и вход третьего ключа 2И-НЕ соединены с выходом П входовой схемы И-НЕ, при этом выход второго ключа 2И-НЕ соединен
15 с входом п -разрядного реверсивного счетчика, другой вход которого является вторым входом сумматора, выход первого ключа 2И-НЕ является выходом сумматора, причем выходы
20 П-разрядного реверсивного счетчика соединены соответственно с п -входовой схемой И-НЕ.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 617206, кл. В 23 К 11/214,23.02.77
2.- Авторское свидетельство СССР по заявке № , кл. В 23 К 9/1 О, .07-78 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического копирования линии сварного соединения | 1983 |
|
SU1133060A1 |
| Устройство для автоматического копирования линии сварного соединения | 1985 |
|
SU1318356A1 |
| Устройство для автоматического копирования линии сварного соединения | 1980 |
|
SU963754A1 |
| Устройство для автоматического копирования линии сварного соединения | 1985 |
|
SU1243916A1 |
| Устройство для копирования линииСВАРНОгО СОЕдиНЕНия | 1978 |
|
SU795797A1 |
| Способ автоматического копирования линии сварного соединения и устройство для его осуществления | 1989 |
|
SU1696203A1 |
| Система автоматического копирования линии сварного соединения | 1981 |
|
SU994174A1 |
| Устройство для копирования линииСВАРНОгО СОЕдиНЕНия | 1978 |
|
SU795798A1 |
| Устройство для копирования линии стыка | 1979 |
|
SU772762A1 |
| Устройство для копирования линии стыка | 1985 |
|
SU1328105A1 |