1
12439
Изобретение относится к сварочному производству, а именно к устройст- вам для автоматического перемещения сварочного органа по задашюму контуру стьжа и может быть использовано в установках для дуговой и электронно- лз чевой сварки.
Целью изобретения является повышение качества сварного соединения за
счет повышения точности копирования.
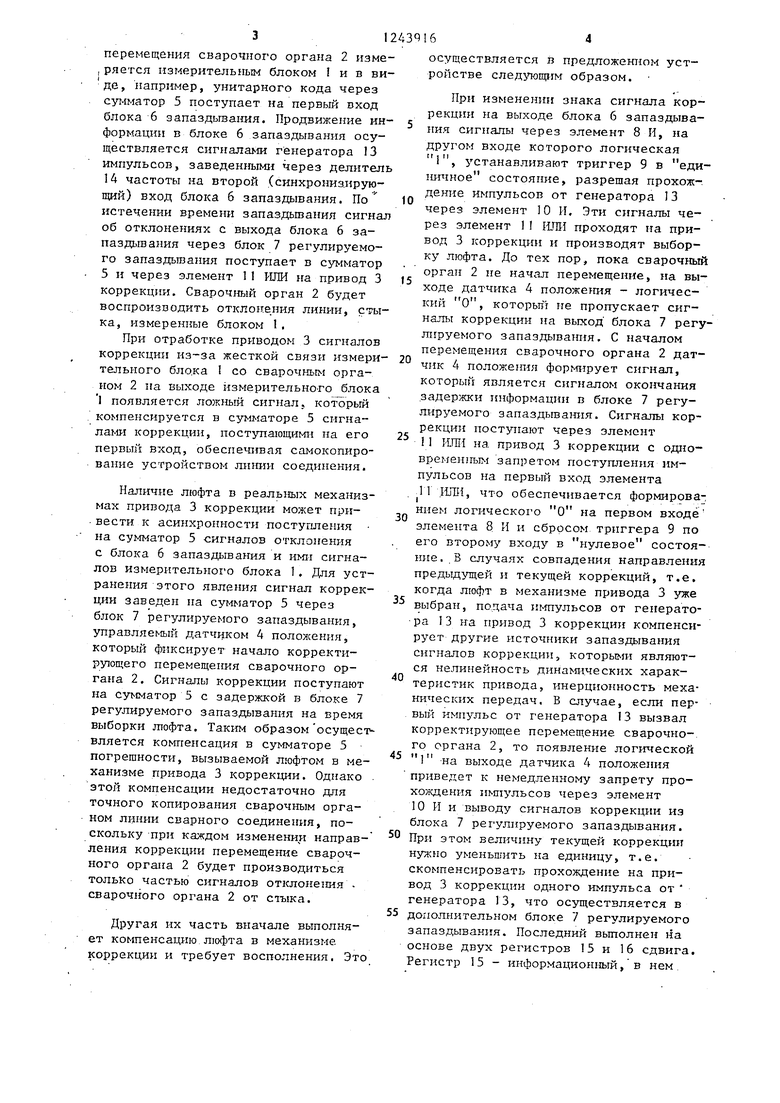
На фиг.1 представлена структурна схема устройства для автоматическог копирования линии сварного соедине- гшя; на с1)иг.2 - блок регулируемого запаздывания.
Устройство содержит измеритель- 1ШЙ блок 1 , установле}1ный на сварочном органе 2, снабженном приводом 3 коррекции его положения и датчиком 4 положения, последовательно соеди- нен1ше суьматор 5, блок б запаздывания, блок 7 регулируемого запазды ваниуТ, BTopoii вход которого подключен к выходу датчика 4 положения, а выход - связан с первым входом сумматора 5. второй вход которого соединен с выходом измepитeл7JПOI o бло- , последоЕательно соединенные первый элемент 8 II, триггер 9, второй sjte MeHT Ю И и элемент 11 Р1ЛИ, выход которого подключен по входу привода 3 коррекции положения, а второй вход связан с выходом блока .7 регулируемого запаздьишштя,, тро- т; ий вход которого подключен к выхо- ду триггера 9, инвертор 1Z, вход, которого соединен с выходом 4 положения и вторым входом тригте- ра 9, а выход нодключен к первому входу первого элемента 8 И, второй вход которого связан с выходом блока 6 запаздывания, генератор 13 импульсов и делит ль 14 частоты, вход которого соединен с выходом генератора 13 импульсов и вторым входом BTopoi o элемента 10 PI, а выход подключен к второму входу блока 6 запаздывания.
Блок 7 регулируемого запаздывани содержит регистры 15 и 16 сдвига, элементы 17-24 PI, триггер 25, элемент 26 ШТИ и инвертор 27, вход которого является .вторым входом блока 7 регулируемого запаздывания и подключен к иервы - входам триггера 25 и элемента 20 И, выход которого является выходом блока 7 регулируемого запаздывания, а второй вход свя
5
5
0 5 0 5
0 5
62
зан с выходом элемента 26 ИЛИ, входы которого соединены с выходами элементов 21-24 И, нервые входы которых подключетл к выходам соответ- ствуюпщх разрядов регистра 16 сдвига, а вторые выходы связаны с парал- лелывьми выходами регистра 15 сдвига, второй вход элемента 21 И соединен с нервым входом регистра 15 сдвига, второй вход которого является четвертым входом блока 7 регулируемого запаздывания и подключен к первьм входам элементов 19 и 17 И, зто|рой вход элемента 7 И является первым входом блока 7 регулируемого запаздывания, второй вход элемента 19 И соединен с выходом инвертора 27,i а выход связан с вторым входом ре- гистра 16 сдвига, первый вход которого подключен к Выходу элемента 18 И, первый вход которого является третьим входом блока 7 регулируемого за- паздашания, а второй вход соедапген с выходом триггера 25, второй вход ко- горого поддшючен к выходу первого разряда регистра 16 .Б качестве триггеров 9 и 25 могут быть использованы любые триггеры, иг-ешщие установочпы-з входы. Блок б
запаздывания может быть выполнен на базе регистров сдвига. Остальш е блоки, входящие в состав предлагаемого устройства, могут быть выполиены на базе извест1гых элементов дискретной и аналоговой техники.
Второ й канал устройства доя автоматического копирования линии сварного соед.пнения идентичен первому. При этом один из каналов осуществляет управление копированием при отклопении копируемой ЛИ1ПП-1 от заданного положения измерзггельного блока 1, например, в пололо тельном направлении, второй в отрицательн ом. Каналы работают поочередно в зависимости от положения язмарительного блока 1 относительно заданного и, следовательно, от .наличия на его выходах сигналов + или
с
Устройство работает следующим образом.
При движении сварочного органа 2 вдоль jnnniH соединения время прохождения информацми через блок б запаздывания соответствует времени запаздывания сварочного органа 2 отпоси- тельпо измерительного блока 1. Откло- пенне .riHHiHi соединения от траектории
31
перемещения сварочного органа 2 изме- Iряется измерительным блоком I и в ви- де, например, унитарного кода через сумматор 5 поступает на первый вход блока 6 запаздывания. Продвижение ни- формации в блоке 6 запаздывания осуществляется сигналами генератора 13 импульсов, заведенными через делитель 14 частоты на второй (синхрониз.ирую- щий) вход блока б запаздывания. По истечении времени запаздьшания сигнал об отклонениях с выхода блока 6 запаздывания через блок 7 регулируемого запаздьгоания поступает в сумматор 5 и через элемент 1 ИЛИ на привод 3 коррекции. Свароч1№1й орган 2 будет воспроизводить отклоне ния линии, стыка, измеренные блоком 1.
При отработке приводом 3 сигналов коррекции из-за жесткой связи измери- тельного бло.ка I со сварочным органом 2 на выходе измерительного J5лoкa I появляется лож1й й сигнал, который компенсируется в сумматоре 5 сигналами коррекции, поступа101И Ими на его первый вход, обеспечивая самокопирование устройством ЛИ1ШИ соединения.
Наличие люфта в реальных механизмах привода 3 коррекции может при- вести к асинхронности поступления на сумматор 5 сигналов отклонения с блока б запаздывания и ими сигналов измерительного блока 1. Для устранения этого явления сигнал коррекции заведен на сумматор 5 через блок 7 регулируемого запаздывания, управляемый датчиком 4 положения, который фиксирует начало корректирующего перемещения сварочного органа 2. Сигналы коррекции поступают на сумматор 5 с задержкой в блоке 7 регулируемого запаздывания на время выборки люфта. Таким образом осущест вляется компенсация в сумматоре 5 погрешности, вызываемой люфтом в механизме привода 3 коррекции. Однако этой компенсации недостаточно для точного копирования сварочным органом линии сварного соединения, поскольку при каждом изменении нанравления коррекции перемещение сварочного органа 2 будет производиться только частью сигналов отклонения - сварочного органа 2 от стажа.
Другая их часть вначале выполняет компенсацию, )та в механизме коррекции и требует восполнения, Это
5 10 15
20 5
0
5
0
5
5
154
осуществляется в предложенном устройстве следь тащим образом.
При изменении знака сигнала коррекции на выходе блока б запаздывания сигналы через элемент 8 И, на другом входе которого логическая I, устанавливают триггер 9 в единичное состояние, разрешая прохождение импульсов от генератора 13 через элемент 10 И. Эти сигналы через элемент 11 ИЛ1 проходят на привод 3 коррекции и производят выборку люфта. До тех пор, пока сварочный орган 2 не начал перемещение, на выходе датчика 4 положе гая - логический О, которьш не пропускает сигналы коррекции на выход блока 7 регулируемого запаздывания. С началом перемещения сварочного органа 2 датчик 4 положе1шя формирует сигнал, который является сигналом окончания задержки информации в блоке 7 регулируемого запаздывания. Сигналы коррекции поступают через элемент 1 11Ш1 на привод 3 коррекции с одно- времен1Ш1м запретом поступления импульсов на первый вход элемента 11 Iinii, что обеспечивается формированием логического О на первом входе элемента 8 И и сбросом триггера 9 по его второму входу в нулевое состояние.. В случаях совпадения направления предыдущей и текущей коррекций, т.е. когда люфт в механизме привода 3 выбран, подача iu-гаульсов от генератора I3 на привод 3 коррекции компенсирует другие источники запаздывания сигналов коррекции, которыми являются нелинейность динамических характеристик привода, инерционность механических передач, В случае, если первый импульс от генератора 13 вызвал корректирующее перемещение сварочного органа 2, то появление лог11ческой 1 На выходе датчика 4 положения приведет к немедленному запрету прохождения импульсов через элемент 10 И и выводу сигналов коррекции из блока 7 регулируемого запаздывания. При этом величину текущей коррекции нужно уменьшить на единицу, т.е. скомпенсировать прохождение на привод 3 коррекции одного импульса от генератора 13, что осуществляется в дополнительном блоке 7 регулируемого запаздывания. Последний вьтолнен на основе двух регистров 15 и 16 сдвига. Регистр 15 - информационный, в нем
осуществляется прием и поразряди1 1й сдвиг сигналов коррекции. Регистр 16 является указателем выхода. В нем производится синхронно с началом те- кущей коррекции запись и сдвиг логи- .ческой . Запись и сдвиг информации в регистрах 15 и 16 осуществляются импульс&ми от делителя 14 частоты, приходящими на четвертый вход блока 7: в регистре 15 - непосредственно, а в регистре 16 - через элемент 19 И Сигналы коррекции поступают от блока
6запаздывания на первый вход блока
7регулируемого запаздывания и через элемент 17 И проходят на первый вход регистра 15. Запись логической 1
в регистр 16 осуществляется по сигналу от триггера 9, приходящему на третий вход блока 7 регулируемого запаз- дывашш и через элемент 18 И на пер- Bbtfi вход регистра 16. После записи лргической в первый разряд регистра 16 триггер 25 устанавливается в единичное состояние, его инверс- ный выход закрывает элемент 18И. Сдвиг информации в регистрах 15 и 16 производится до тех пор, пока на втором входе блока 7 регулируемого за- паздьшания, связанного с датчиком 4 положения, не появится сигнал логической 1. Сигналом начала корректирующего перемещения сварочного органа 2 откроется выходной элемент 20 И, через инвертор 27 подачей логического О прекратится прохождение синхрош1зирующ1гх и1-тульсов через элемент 19 И и триггер 25 установится в нулевое состояние, В регистре 16 логическая 1 зафиксируется в
ТГекотором разряде, номер которого соответствует числу синхрохтзирующи импульсов, поступивших па второй вход регистра 16. В результате этого соответствующий элемент И из числа элементов 21-24 будет открыт по его пер вому входу указанной единицей для прохождения информац1ш из регистра 15. Тем осутдест- вляетс51 задержка сигналов коррекции на определенное число тактов. Выходной сигнал открытого элемента И из Числа элементов 21-24 и через элемент 26 ИЛИ поступает на второй вход элемента .20 И и далее на выход блока 7 регулируемого запаздывания. Частота следования импульсов от генератора 13 выбирается достаточно большо в соответствии с быстродействием исполнительного привода 3 коррекции. Это сводит к минимуму время выборки люфта и других источников запаздывания отработки -сигналов коррекции приводом 3 коррекции.
Таким образом, устройство обеспечивает компенсацию люфта в механизме привода коррекции путеь компен- сац1Ш неполной отработки приводом коррекции сигналов отклонения сварочного органа от липни соединения, что позволяет повысить точность копирования линии сварного соединения и, следовательно, качество сварного шва.
Предлагаемое устройство может, найти применение в сварных установках для автоматического копирования линии соединения.
Фае2
Редактор М.Бандура
Составитель Г.Чайковский Техред О.Гортвай
Заказ 3750/14Тираж 1001.Подписное
ВМИИПИ Государстве нного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
/5
-J
7 Н
OfnS/f.AКорректор В.Бутяга

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для копирования линии стыка | 1985 |
|
SU1328105A1 |
| Устройство для автоматического копирования линии сварного соединения | 1985 |
|
SU1318356A1 |
| Устройство для копирования линииСВАРНОгО СОЕдиНЕНия | 1978 |
|
SU795797A1 |
| Устройство для автоматического копирования линии сварного соединения | 1980 |
|
SU933326A1 |
| Устройство для автоматического копирования линии сварного соединения | 1980 |
|
SU963754A1 |
| Устройство для автоматического копирования линии сварного соединения | 1983 |
|
SU1133060A1 |
| Устройство для сварки деталей слиНиЕй иХ СТыКА лОМАНОй фОРМы | 1979 |
|
SU841836A1 |
| Способ регулирования режима дуговой сварки и устройство для его осуществления (его варианты) | 1985 |
|
SU1276454A1 |
| Устройство для копирования линииСВАРНОгО СОЕдиНЕНия | 1978 |
|
SU795798A1 |
| Устройство для направления электрода по стыку свариваемых деталей | 1983 |
|
SU1117163A2 |
| Устройство для автоматического копирования линии сварного соединения | 1980 |
|
SU933326A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для копирования линииСВАРНОгО СОЕдиНЕНия | 1978 |
|
SU795797A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
