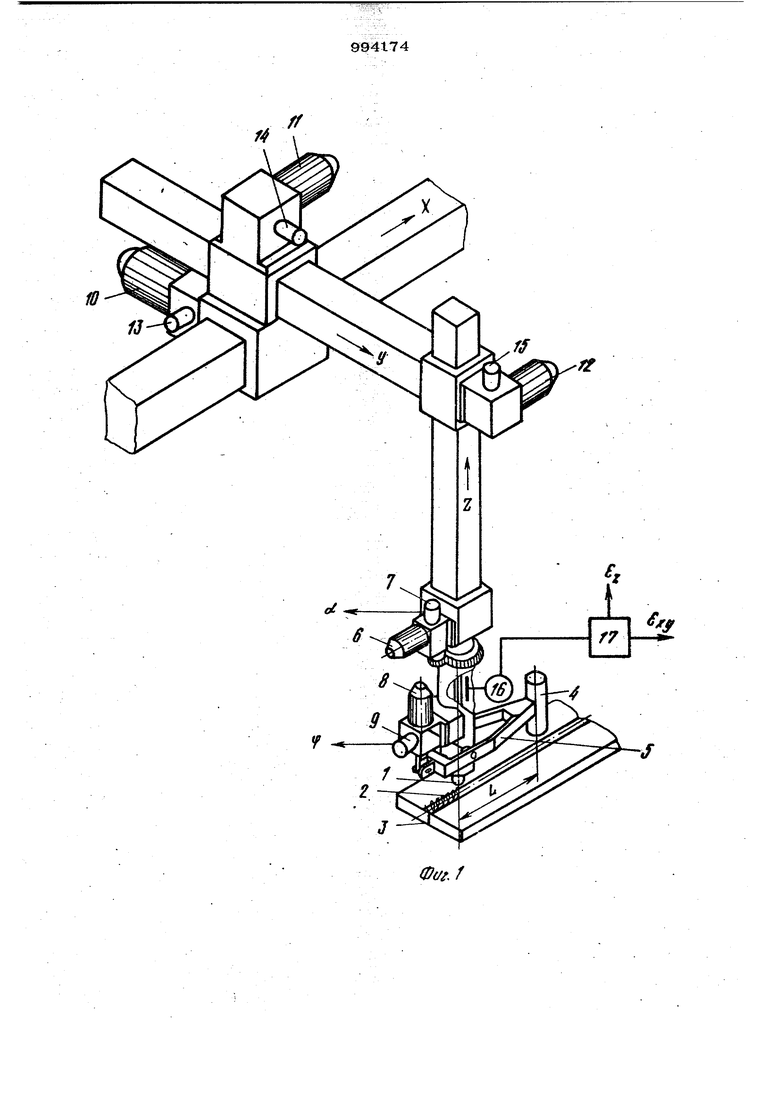
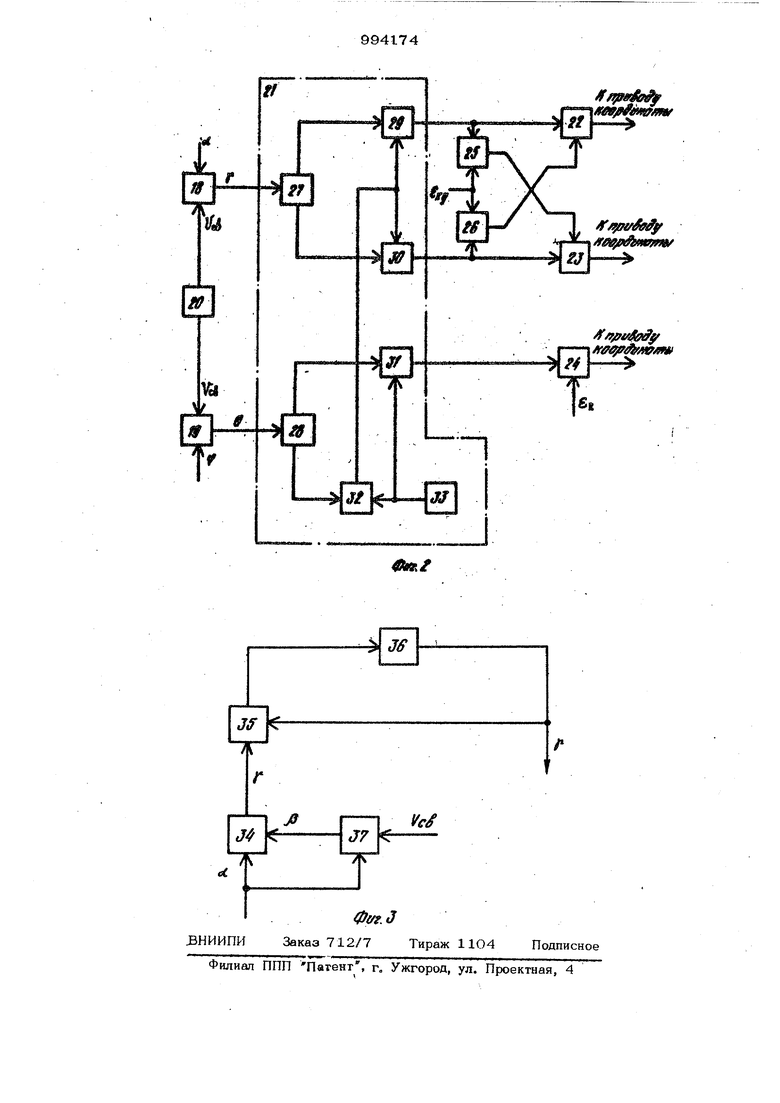
(54) СИСТЕМА АВТОМАТИЧЕСКОГО КОПИГОВАНИЯ ЛИНИИ СВАРНОГО СОЕДИНЕНИЯ Изо егение относигся к обласги авгомагиэации в машиносгроении и может быть использовано в сварочном оборудовании для автоматического ведения рабо,чего органа вдоль линии сварного соединения, на:пример, при дуговой или электрон- но-лучевой сварке. Известна система автоматического копирования линии сварного соединения, основанная на использовании дуги в качестве датчика взаимного положения элек трода и линии соединения, содержащая сварочную горелку с приводами перем е ния в горизонтальной и вертикальной плоскостях, последовательно соединенные блок намерения параметров дуги и преобразователь параметров дуги в сигналы отклонения положения электрода от задан ного в горизонтальной плоскости поперек направления сварки и по вертикали, причем. выходы преобразователя соединены с приводами перемещения сварочной горел ки соответственно в горизонтальной и вертикальной плоскостях 1 . Принцип работы данной системы автоматического копирования основан на определении взаимного положения электрода и линии соединения непосредственно в точке сварки по результатам измерения параметров дуги (напряжения на дуге, сварочного тока, частоты коротких замыканий дугового промежутка) С2Т. Недостатками системы с использованием дуги в качестве датчика являются возможность срыва слежения при сварке прерывистых швов или обрыве дуги, невозможность поиска начальной точки сварки, трудность выделения сигнала коррекции для ряда профилей разделки, невозможность управления ориентацией сварочной головки при сварке швов сложной конфигурации. В целом такие системы имеют ограниченные функциональные и технологические возможности. Наиболее близкой к изобрет«1ию по технической сущности и достигаемому положительному эффекту является система автоматического копирования линии сварноГО соедщениЯ) содержащая сввроч|{ую горелку с приводом ее перемещения, по,воротный рычаг с копирующим элеменгом шарнирно связанный со сварочной горелкой,, датчик угла поворота рычага, вычис ли тельное устройство, к первому входу которого подключен датчик поворота рычага, а выход - к первому входу первого сумматора, второй вход которого соедине с датчиком угла поворота рьиага, блок определения скорости перемещения свароч ной горелки вдоль линии стыка, вход которого подключен к приводу перемещения сварочной горелки, а выход связан с вто .рым входом вычислительного блока, второй сумматор, выход которого связан с входом блока запаздывания, первый вход с выходом первого сумматора, а второй с выходом блока запаздывания соединен с входом привода перемещения сварочной горелки и вторым входом второго сумматора. Данная система автоматического копирования позволяет с помощью вьгаесенного вперед от места сварки копирующего элемента автоматически отсленонвать линию сварного соединения, расположенную на плоскости. Недостатком такой систв«1ы является невысокая точность копирования, что обусловлено удалением измерительного органа {копирующего элемента) от свароч ной горегаси. Погрещности копирования возникают при этом из-за возможных потерь информации о положении копируемой линии в процессе преобразования и отработки, а также из-оа тепловых де- . формаций свариваемой детали. Влияние последнего источника погрешности копиро вания увеличивается с удалением копирующего элемента от сварочной головки. Целью изобретения является повыщени качества сварки за счет увеличения точности копирования линии сварного соединения. Цель достигается тем, что система автома гаческого копирования линии сварн го соединения, содержащая сварочную горелку с приводами ее перемещения вдоль и поперек линии сварного соединения, поворотный рычаг с копирующим элементом, шарнирно связанный со сварочной горелкой, датчики угла поворота рычага в горизонтальной и вертикальной плоскостях два вычислительных устройства, к первым входам которых подключен блок задания ск рости перемещения сварочной горелки вдол линии сварного соединения, а к вторым выходы датчиков угла поворота рычага, дополнительно содержит привод вертикального перемещения сварочной горелки, интерполятор, блок измерения параметров дуги, преобразователь параметров дуги в сигналы отклонения электрода от заданного положения, два умножителя и три сумматора, при этом первый и второй входы интерполятора соединены с вьгкодами вычислнтещ,ных устройств соответственно, первые входы сумматоров соедшгены с выходами интерполятора, первые входы умножителей подключены к первому выходу преобразователя, вторые входы - к первому и второму выходам интерполятора, вьпсоды первого и второго умножителей соединены с вторыми входами соответТЕ енно второго и первого сумматоров, выходы последних подключены к приводам перемещения сварочной горелки вдоль и поперек линии сварного соединения, второй вход третьего сумматора соединены с BTopbJM выходом преобразователя, а выход третьего сумматора связан с приводом вертикального, перемещения сварочной горелки. На фиг. I представлен пример компановки измерительных органов на манипуляторе сварочной горелки; на фиг. 2 структурная схема системы автоматического копирования; на фиг. 3 - блок-схема вычислительного устройства. Сварочная горелка I с электродом 2 установлена над пинией сварного соединения 3. Копирующий элемент 4 укреплен на поворотном рычаге, 5 на расстоянии L от сварочной горелки 1. Перемещение рычага 5 относительно горелки 1 вокруг оси горелки I производится приводом 6 и измеряется датчиком 7 угла поворота ot, а в плоскости оси вращения горелки приводом 8 и датчиком 9 угла поворота Ч . Сварочная горелка 1 снабжена координатными 10, 11 и 12 по осям X, 4,2, при этом ось X соответствует направлению перемещения сварочной горелки вдоль линии сварного соединения, ось V - поперек линии сварного соединения и ось Z соответствует приводу вертикального перетлещения горелки, причем ось Z совпадает с осью вращения горепки. Положение сварочной горелки по указанным осям измеряется да.тчиками 13, 14 и 15 соответственно. Параметры дуги измеряются блоком 16 из мерения, выход которого соединен с входом преобразователя 17, с первого выхода которого снимается сигнал J(Y о смещении електрода 2 относительно линии сварного соединения 3 в плоскости, перпендикулярной оси Z , а с второго выхода - сигнал о смешении элекгрода по оси 2 - 7 . . Выходы датчиков 7 и 9 (значения углов поворота oi- и f) подключены к выходам первого и второго вычислигеяьных устройств 18 и 19 соответственно, вторые входы которых соединены с блоко 2О задания скорости сварки VCB Выходы вычислительных устройств 18 и 19 соединены соответственно с первым и вго входом интерполятора 21, три выхода которого соответственно через сумматоры 22, 23 и 24 подключены к входам приводов 10, II и 12 перемещения сварочной горелки I по координатам X Ч t Z . Кроме того, первый и второй выходы интерполятора 21 соединены с входами первого и второго умножителей 25 и 26, вторые входы которых соедине ны с первым выходом преобразователя ,17, выделяющего сигнал Е/У отклонени горелки I от линии сварного соединения в гоюскости перпендикулярной оси. Выходы умножителей 2.5 и 26 подключены к вторым входам сумматоров 23и 22 соот ветственно, второй Bxof сумматора 24 сое динен со вторым выходом преобразователя 17, на котором формируется сигнал 2 сметцения электрода 2 по оси Z .. Интерполятор 21 содержит два синуснокосинусных преобразователя 27 и 28, выходы которых соединены с входами третьего-шестогоумножителей 29, ЗО, 31 и 32, и регулятч)р 33 расстояния между сварочной горелкой и копирующим элемен том. Вычислительные устройства 18 и 19 идентичны по всей структуре. На фиг. 3 представлена блок-схетла вычислительного устройства 18. Оно содержит первый и второй сумматор 34 и 35, блок 36 запаздывания и вычислительный блок 37. Система автоматического копирования работает следующим образом. По сигналам копирующего элемента 4автономная система слежения (не пока зана) по каждой степени свободы копиру щего элемента 4 поддерживает с помощь приводов 6 и 8 заданное положение копи рующего элемента 4 относительно линии сварного соединения 3. Углы поворота рычага 5 измеряются датчиками 7 и 9, и их значения поступают на входы вычис лительных устройств 18 и 19, которые по текущим значениям углов oL и Ч и заданной величине скорости сварки Vp,, определяют нагфавление линии сварного соединения в точке копирования относи тепьно прямой, проходяш@й через точку копирования и точку сварки (углы я 0 ). По истеч сии времени заяазды вания между точкой копирования 0 точкой сварки вычислительные устройства 8 и 19 с учетом запаздывания выдают результаты вьтчислетнй на входы интерполятора 21. Интерполятор 21 осущесгвляет преобразование сигналов наЬраваенгя линии стыка (углы v и в ) из сферической системы координат (с полюсом в точке пересечения осей поворота рычага 5; в прямоугольную систему кооровнаг приводов Ю, 11 и 12 перемезпетш сва-, рочной горелки I. Преобразование системы координат производится согласно соотношениям X Lcosys n9 ,sin -jpsin 9 2 -L cos 6 путем умножения в умножителях 29 32 сигналаj пропорционального расстоянию U между осями копирующего элемента 4 и сварочной горелки I, на тригоно- метрические функшш углов -у и в , J получаемые на выходах синусно-«осйнусных преобразователе 27 и 28. Сигналы на выходах интерполятора 21 представляют собой щ)оекнии текущетч направления вектора скорости на оси координатных приводов и через сумматоры 22, 23 и 24 поступают на приводы Ю, 11 и 12 перемещйсия сварочной горелки в пространстве, Однако удаление друг от друга точки копирования и точки сварки гфиводит к появлению погрешности копирования, источники которой указаны выше. С целью ее устранения в точке сварки измеряют параметрв дуги блоком 16 измерения и преобразуют результаты измерогий в сигналы отклонения электрода 2 от требуемого положения. Эту функцию выполняет преобразователь 17. Преобразователь 17 по параметрам дуги выдает сигнал о величине и направлении смещения электрода поперек направления сварки в плоскости, перпендикулярной оси 2 , и плоскости, перпендикулярной оси Y, что обусловливает необходимость разложения сигналов коррекции пожэжения электрода на составляющие по осям системы координат приводов коррекции положения сварочной горелки. Сигнал g 2 вертикального отклонения электрода 2 непосрепсгвенно складывается с сигналом скорости перемещения сварочной горелки по ко ординате t суммагора 24, Сигнал смещения электрода 2 в плоскосгн, перпендикулярной оси 2 « необходимо раэлоясить по ocsMf координат X и V в аавксимосги от направления проекции век тора скорости сварки на эту плоскость ошрситепьно указанных осей координат. Разложение сигнала j(Y осуществляется его умножений в умножиталях 25 и 26 на сигналы, пропорционал ные проекц ям вектора скорости сварки на оси координат X и Y и снимаемые с первого и второго выходов интерполято ра 21. Перекрестное суммирование сигналов коррекции положения электрода учитывает то обстоятельство, что направ ление измерения смещения электрода (и, соответственно, направление самого смещения СХУ перпендикулярно направ лению движения сварочной горелки (направлению скорости сварки). , Таким образом, в результате разложе ния сигналов системы копирования с использованием дуги в качестве датчика на оси координат приводов с учетом ком поновки относительно этих осей измери тельной части системы, а также в результате последующего алгебраического суммирования сигналов коррекции обеих систем обеспечивается автоматическое копирование линии сварного соединения с высокой точностью. Такую систему целесообразно приме- нять. при сварке конструкций различного назначения при требовании повышенной точности копирования линии сварного сое динения. Техническая эффектавность изобретени по сравнению с прототипом заключается в повышении точности совмещения электрода с линией свариваемого соединения, в том числе при наличии значительных сва рочных деформаций. .Ф .о р м. у л а изобретения Системч1 автоматического копирования линии сварного соединения, содержащая сварочную горелку с приводами ее перемещения вдоль и поперек линии соединения, поворотный рычаг с копирующим элементом шарнирно связанный Со сварочной горелкой, датчики угла поворота рычага в горизонтальной и вертикальной плоскостях, два вычислительных усгройст- ва, к первым входам которых подключен блок задания скорости перемещения сварочной горелки вдоль линии сварного соединения, а к вторым - выходы датчиков угла поворота рычага, о т ли ч а ю- щ а я с я тем, что, с целью повышения качества сварки за счет увеличения точности копирования линии сварного соединения, она дополнительно содержит привод вертикального перемещения сварочной горешси, интерполятор, блок измерения параметров дуги, преобразователь параметров дуги в сигналы отклонения электрода от заданного положения, два умножителя и три сумматора, при этом первый и второй входы интерполятора соединены с выходами вычислительных устройств соответственно, первые входы сумматоров соединены с выходами интерполятора, первые входы умножителей подключены к первому выходу преобразователя, вторые входы - к первому и второму выходам интерполятора, выходы первого и второго ултеожителей соединены с вторыми ах одами соответственно второго и первого сумматоров, выходы последних подключены к приводам перемещения сварочной горелки вдоль и поперек линии сварного соединения, второй вход третьего сумматора соединен с вторым выходом преобразователя, а выход третьего сумматора связан с приводом вертикального перемещения сварочной горелки. Источники информации,« принятые во внимание при экспертизе 1.Заявка ФРГ № 2645788, кл. В 23 К 9/12, 13.04.78. 2.Авторское свидетельство по заяв- ке № 2975531/25-27, кл. В 23 К 9/1О, 20.02.81 (прототип).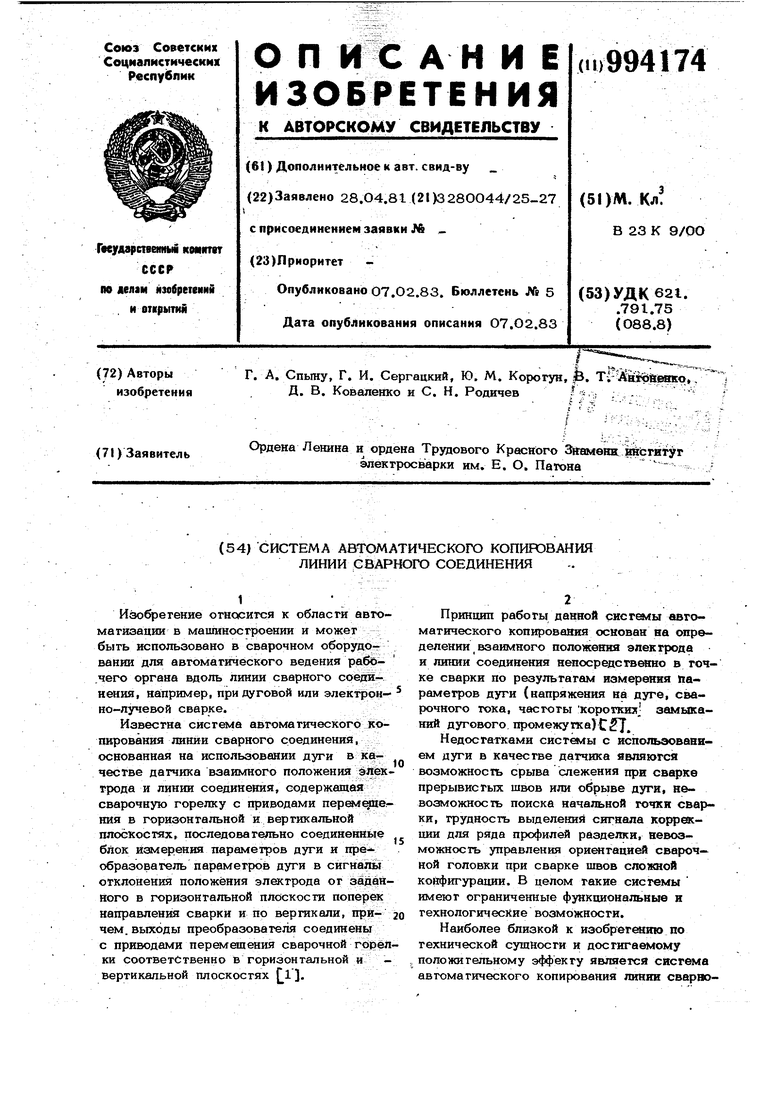
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического копирования линии сварного соединения | 1980 |
|
SU963754A1 |
| Устройство для автоматического управления процессом дуговой сварки | 1983 |
|
SU1109276A1 |
| СПОСОБ УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2448819C2 |
| Устройство для копирования линии стыка | 1985 |
|
SU1328105A1 |
| Устройство для направления электрода по стыку | 1978 |
|
SU774845A1 |
| Система управления сварочного робота | 1983 |
|
SU1134328A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2261159C1 |
| Способ копирования линии стыка иуСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU816715A1 |
| Сварочная горелка | 1977 |
|
SU664783A1 |
| Устройство для копирования линии стыка | 1979 |
|
SU772762A1 |