Изобретение относится к сварочному производству, а именно к устройствам для копирования линии свариваемых деталей, и может быть использовано в сварочных установках для автоматического копирования линии соединения свариваемых деталей в транспортном, химическом и нефтяном машиностроении.
Цель изобретения - повышение качества сварного соединения за счет повышения точности копирования.
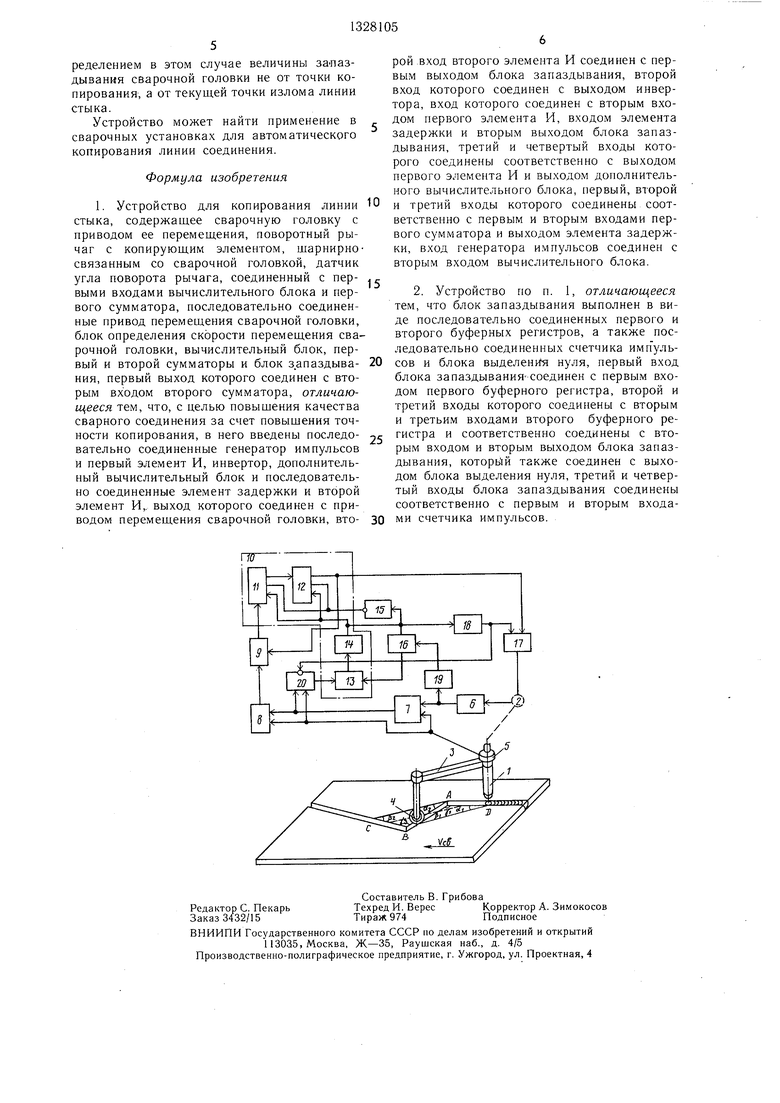
На чертеже представлена структурная схема устройства для копирования линии стыка свариваемых деталей.
Устройство содержит сварочный орган 1 с приводом 2 его перемещения, поворотный рычаг 3 с копируюн1.им элементом 4, шарнир- но связанный со сварочным органом 1, датчик 5 угла поворота рычага 3, последовательно соединенные блок 6 определения скорости перемеш,ения сварочного, органа 1, вычислительный блок 7, первый сумматор 8, второй сумматор 9 и блок 10 запаздывания, а также первый и второй буферные регистры 11 и 12, счетчик 13 импульсов, блок 14 выделения нуля, инвертор 15, первый и второй элементы И 16 и 17, элемент 18 задержки, генератор 19 импульсов и дополнительный вычислительный блок 20, первый вход последнего соединен с выходом элемента 18 задержки и вторым входом второго элемента И 17, а второй и третий входы подключены соответственно к первому и второму входам первого сумматора 8, а выход связан с первым входом счетчика 13 импульсов, выход которого соединен с входом блока 14 выделения нуля, выход последнего подключен к входам инвертора 15 и элемента 18 задержки, второму входу первого буферного регистра 11 и третьему входу второго буферного регистра 12, второй вход второго буферного регистра 12 и третий вход первого буферного регистра 11 связаны с выходом инвертора 15, первый вход первого буферного регистра 11 соединен с выходом второго сумматора и является первым входом блока 10 запаздывания, выход первого буферного регистра 11 подключен к первому входу второго буферного регистра 12, выход которого служит выходом блока 10 запаздывания и связан с вторым входом второго сумматора 9 и первым входом второго элемента И 17, выход которого соединен с входом привода 2 перемепления сварочной головки 1, второй вход первого элемента И 16 подключен к выходу генератора 19 импульсов, вход которого связан с выходом блока 6 определения скорости перемеш.ения сварочной головки, вход последнего соединен с приводом 2 перемеш,ения сварочной головки 1, вторые входы вычислительного блока 7 и первого сумматора 8 подключены к выходу датчика 5 угла поворота рычага 3.
Устройство для копирования линии стыка свариваемых деталей работает следую- ндим образом.
При перемещении сварочной головки 1
вдоль линии стыка копирующий элемент 4 также перемещается вдоль указанной линии. При переходе копирующим элементом 4 точки А излома линии стыка поворотный рычаг 3 повернется на угол oii вокруг геометрической оси сварочной головки 1. С
0 выхода датчика 5 угла поворота рычага 3 значение углао 1поступает на вторые входы вычислительного блока 7 и первого сумматора 8. На первый вход вычислительного блока 7 заведен выход блока 6 определения
5 скорости перемещения сварочной головки 1, на котором присутствует значение фактической скорости ее перемещения. Вычислительный блок 7 по известным алгоритмам определяет значение угла /&i (направление линии стыка в точке копирования), которое
0 поступает на первый вход первого сумматора 8. Сумма сигналов, соответствующих текущим значением углов и , т. е. новому направлению линии стыка в точке излома А (угол(), с выхода первого су.мма5 тора 8 поступает на первый вход второго сумматора 9 и далее через блок 10 запаздывания и второй элемент И 17 на привод 2 перемещения сварочной головки 1. Привод 2 перемещения будет отрабатывать с учетом запаздывания сварочной головки 1 отвоси0 тельно точки копирования поступивший сигнал коррекции. Обратная связь с выхода блока 10 запаздывания, заведенная на второй вход второго сумматора 9, устраняет влияние коррекции направления движения сварочной головки 1 на угол поворота ры5 чага 3, т. е. на вход блока 10 запаздывания будут поступать лишь сигналы фактического отклонения копируемой линии от текущего положения сварочной головки 1. В результате сварочная головка 1 будет воспроизво0 дить траекторию перемещения копирующего элемента 4.
В случае, если между точками копирования и сварки лежит несколько точек изло- , ма линии стыка, то текущее значение нового направления линии стыка в блок 10 за5
паздывания записывается только после того..
0
как произойдет отработка предыдущей коррекции. При этом запись результата текущей коррекции в блок 10 запаздывания произойдет с определенным сдвигом относительно его начала.
Это достигается в устройстве следующим образом. Блок 10 запаздывания выполнен в виде двух последовательно соединенных буферных регистров И и 12, управление режимом работы которых осуществляется 5 с помощью счетчика 3 импульсов и блока 14 выделения нуля. Счетчик 13 импульсов выполнен в виде вычитающего, а предварительная запись информации в него производится no первому входу от дополнительного вычислительного блока 20. Каждый из буферных регистров 11 и 12 имеет три входа: вход для записи данных - их первый вход, вход стробирования записи - их второй вход, вход разрешения считывания - их третий вход.
Разрядность счетчика 13 импульсов выбирается из условия максимального запаздывания точки сварки относительно точки копирования, которое определяется длиной рычага 3 и скоростью перемещения сварочной головки 1 вдоль линии стыка. В исходном состоянии счетчик 13 импульсов находится в нулевом состоянии, которое фиксируется блоком 14 выделения нуля и приводит к формированию на его выходе сигнала с уровнем логического нуля, запрепхающе- го прохождение на второй вход счетчика 13 импульсов сигналов от генератора 19 импульсов через первый элемент И 16, на выходе которого формируются импульсы с частотой следования, пропорциональной скорости перемещения сварочной головки 1. Одновременно этот сигнал по второму входу первого буферного регистра 11 переводит его в режим записи, а второй буферный регистр 12 по третьему входу через инвертор 15 в режим считывания. Информация, хранящаяся во втором буферном регистре 12, через второй элемент И 17 проходит на привод 2 перемещения сварочной головки 1, и производится коррекция паправ- ления перемещения последней. По истечении некоторого времени, определяемого элементом 18 задержки, нулевой уровень сигнала с выхода блока 14 выделения нуля закроет второй элемент И 17 по его второму входу, одновременно по первому входу разрещит работу дополнительного вычислительного блока 20, при этом, если значение угла , поступающее на его третий вход отлично от нулевого (или от заданной до- пусковой величины), то на выходе дополнительного вычислительного блока 20 формируется кодовая величина, которая поступит на первый вход счетчика 13 импульсов и запишется в него. Это вызовет изменение уровня сигнала на выходе блока 14 выделения нуля, что переведет первый буферный регистр 11 в режим считывания, а второй буферный регистр 12 в режим записи. Сформированная величина коррекции зафиксируется во втором буферном регистре 12 и, поскольку он остается в режиме записи, его выход (выходные вентили) закрыт. Как только импульсы, поступающие на второй (вычитающий) вход счетчика 13 импульсов, установят его в нулевое состояние, описанный процесс повторяется. Элемент 18 задержки и второй элемент И 17 необходимы в том случае, когда при отработке очередной коррекции, тандем сварочная головка 1 - копирующий элемент 4
0
5
0
5
0
5
0
5
0
5
продолжают движение в том же направлении (т. е. г 0), а при этом второй буферный регистр 12 остается в режиме считывания, что могло бы привести к по- грещности копирования.
Таким образом, в положе 1ии тандема, обозначенного пунктирными линиями на фиг. 1, ложная величина коррекции пе запишется в блок 10 запаздывания.
При выходе сварочной головки 1 в точку излома А значение угла j,, т. е. нового направления линии стыка, рассчитывается и фиксируется как было описано. А неизвестная величина запаздывания, определяемая расстоянием АВ на линии стыка, рассчитывается дополнительным вычислительным блоком 20 из треугольника ABC по новым значениям углов ди н расстоянию между точками копирования и сварки по
АГAR
известному соотнощению - S R Кодовая величина отрезка АВ заносится в счетчик 13 импульсов. Т. е. введение дополнительного вычислительного блока 20 позволяет организовать блок 10 с переменной величиной запаздывания.
Дополнительный вычислительный блок 20 содержит, кроме того, выходноГ буферный регистр, выход которого находится в открытом состоянии при наличии сигнала низкого уровня на его первом входе. По третьему входу дополнительного вычислительного блока 20 установлена схема сравнения, анализирующая величину угла по отнощению к ну.тевому значению либо заданному допуску. Алгоритм работы вычислительного блока 7 по определении текущих значений углов Р может быть основан на известном выражении / arctg(),
ГЙ скорость перемещения сварочной головки вдоль линии стыка, - расстояние между точкой копирования и точкой сварки. Величина задержки элемента 18 выбирается из времени отработки коррекции перемещения сварочной головки 1 приводом 2. Генератор 19 импульсов представляет собой генератор с управляемой частотой следования импульсов. В качестве первого и второго буферных регистров 11 и 12 используются регистры с вентильными каскадами и логикой управления, например многорежимный буферный регистр К589ИР12. Остальные блоки, входящие в состав устройства, могут быть выполнены на базе известных дискретных элементов. Таким образом, изобретение обеспечивает повышение точности копирования в случаях, когда между точкой копирования и точкой сварки находится несколько точек излома линии стыка путем определения нового направления линии стыка только после выхода сварочной головки в предыдущую точку коррекции ее перемещения и их опгдеоС- время; К : (V
ределением в этом случае величины залаз- дывання сварочной головки не от точки копирования, а от текущей точки излома линии стыка.
Устройство может найти применение в сварочных установках для автоматического копирования линии соединения.
Формула изобретения
1. Устройство для копирования линии стыка, содержащее сварочную головку с приводом ее перемещения, поворотный рычаг с копирующим элементом, шарпирно связанным со сварочной головкой, датчик угла поворота рычага, соединенный с первыми входами вычислительного блока и первого сумматора, последовательно соединенные привод перемещения сварочной головки, блок определения скорости перемещения сварочной головки, вычислительный блок, первый и второй сумматоры и блок з.апаздыва- ния, первый выход которого соединен с вторым входом второго сумматора, отличающееся тем, что, с целью повыщения качества сварного соединения за счет повыщения точности копирования, в него введены последо- вательно соединенные генератор импульсов и первый элемент И, инвертор, дополнительный вычислительный блок и последовательно соединенные элемент задержки и второй элемент И,, выход которого соединен с приводом перемещения сварочной головки, вто-
рой .вход второго элемента И соединен с первым выходом блока запаздывания, второй вход которого соединен с выходом инвертора, вход которого соединен с вторым входом первого элемента И, входом элемента задержки и вторым выходом блока запаздывания, третий и четвертый входы которого соединены соответственно с выходом первого элемента И и выходом дополнительного вычислительного блока, первый, второй и третий входы которого соединены соответственно с первым и вторым входами первого сумматора и выходом элемента задержки, вход генератора импульсов соединен с вторым входом вычислительного блока.
2. Устройство по п. 1, отличающееся тем, что блок запаздывания выполнен в виде последовательно соединенных первого и второго буферных регистров, а также последовательно соединенных счетчика имп уль- сов и блока выделен нуля, первый вход блока запаздывания-соединен с первым входом первого буферного регистра, второй и третий входы которого соединены с вторым и третьим входами второго буферного регистра и соответственно соединены с вторым входом и вторым выходом блока запаздывания, которь й также соединен с выходом блока выделения нуля, третий и четвертый входы блока запаздывания соединены соответственно с первым и вторым входами счетчика импульсов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического копирования линии сварного соединения | 1985 |
|
SU1243916A1 |
| Устройство для автоматического копирования линии сварного соединения | 1985 |
|
SU1318356A1 |
| Устройство для автоматического копирования линии сварного соединения | 1980 |
|
SU963754A1 |
| Устройство для сварки деталей слиНиЕй иХ СТыКА лОМАНОй фОРМы | 1979 |
|
SU841836A1 |
| Способ регулирования режима дуговой сварки и устройство для его осуществления (его варианты) | 1985 |
|
SU1276454A1 |
| Способ копирования линии стыка иуСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU816715A1 |
| Устройство для копирования линииСВАРНОгО СОЕдиНЕНия | 1978 |
|
SU795797A1 |
| Система автоматического копирования линии сварного соединения | 1981 |
|
SU994174A1 |
| Устройство для автоматического направления сварочной головки по стыку | 1979 |
|
SU789254A1 |
| Устройство для автоматического копирования линии сварного соединения | 1980 |
|
SU933326A1 |
Изобретение относится к сварочному производству и может быть использовано в сварочных установках для автоматического копирования линии соединения свариваемых деталей в транспортном, химическом и нефтяном машиностроении. Изобретение позволяет повысить качество сварного соединения за счет повышения точности копирования в случаях, когда между точкой копирования и точкой сварки находится несколько точек излома линии стыка. Для этого привод перемешения сварочной головки отрабатывает с учетом запаздывания относительно точки копирования сигнал коррекции, учитываюш,ий изменение направления головки в точках излома. Устройство содержит вычислительные блоки, датчик угла поворота, сумматоры, блок определения скорости перемеш,ения, блок запаздывания, генератор импульсов, элементы И, инвертор, элемент задержки, соединенные между собой определенным образом. 1 з.п. ф-лы, 1 ил. сл со to оо
Редактор С. Пекарь Заказ 3432/15
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Составитель В. Грибова
Техред И. ВересКорректор А. Зимокосов
Тираж 974Подписное
| Способ копирования линии стыка иуСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU816715A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР № 916173, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
