сжос 3, который вьтопнен со стороны захода кольца 4, предохраняющего маг нитные бруски 2 от выпадения из пазов корпуса 1. Пружина 5 жестко связйна с кольцом 4 и упирается в гайку 6. Высо та скоса 3 равна половине диапазона диаметров обрабатьюаемых отверстий, а угол наклона скоса выбирается в зависимости от силы давления пружины 5 в момент контакта кольца 4 с магнитными брусками 2, от силы взаимодействия магнитных брусков 2 с обрабатываемой поверхностью, от коэффишента трения между кольцом 4. и магнитными ёрусками 2 и от количества магнитных бруско в комплекте по формуле РПР - РМ .Р где d. - угол наклона скоса; Ц.п- сипа давления пружины в момент контакта кольца с магнит ными брусками; Р.Д- сила взаимодействия одного маг нитного бруска и обрабатываемо поверхности; h - количество магйитных брусков в комплекте; f - коэффипиент трения между кольцом и магнитными брусками. Кольцо 4 выполнено так, что по внут реннему диаметру со, стороны скоса 3 имеет радиусную кромку 7. Возможен вариант выполнения радиусной кромки в виде обоймы шариков 8, что позволяет-заменить трение скольжения мезвду кольцом 4 и магнитными брусками 2 тр нием качения и приводит к уменьшению затраты энергии привода устройства. . Крышка 9 с помхмкьК) винтов 1О предо- хрбняет шарики 8 от вьтадения из коль на 4. Устройство работает следующим обрезом. Устройство, соединенное с борштанго вводят в обрабатываемое отверстие и сообщают ему рабочее движение. При эт Кольцо. 4 удерживается пружннЬй 5, нах дящейся в свободном состоянии. При достижении кольцом 4 торца детали оно сходит с брусков 2, которые под действием магнитных сил приткггиваются к обрабатьтаемой поверхности и при врашакэщейся детали производят обработку. При обратном ходе бруски 2 выходят из отверстия, попадают скосом 3 под кольцо 4, которое сжимает их в радиальном направлении и удер)Й1вает от выпадения. Цикл повторяется до окончания обработки. Устройство может быть использовано ва металлорежу1дих станках, работающих в автоматическом или полуавтоматическом режиме, например вд станках с программным управлением, и значительно расширяет диапазон диаметров обрабатьшаемых отверстий. Формула изобретения Устройство для полироияния и доводки цилиндрических и конических внутренних поверхностей по авт. св. № 645822, отличающееся тем, что, с целью расширения технологических возможностей автоматизированного процесса обработки, на кольце выполнена радиусная кромка, а на наружных поверхностях брусков со стороны гайки вьшол- нены скосы, при этом угол скоса выби-. рают из условия Р„О-П.-Р, где РПЛ- сила давления пружины в момент контакта кольца с магнитными брусками; Р.. - сила взаимодействия одного магнитного бруска с обрабатываемой поверхностью;. , П - количество магнитных брусков в комплекте; -. коэффициент трения между кольцом и магнитными брусками. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 645822, кл. В 24 В 33/02, .1.977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1990 |
|
SU1776546A1 |
| Самозажимной патрон | 1986 |
|
SU1373483A1 |
| Устройство для закрепления детали на столе металлорежущего станка | 1987 |
|
SU1662801A1 |
| Устройство для фиксации и зажима шлицевой вилки карданной передачи на зубофрезерных станках | 1984 |
|
SU1266682A1 |
| ИНСТУМЕНТ ИМПУЛЬСНО-УДАРНОГО ДЕЙСТВИЯ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2230633C1 |
| СПОСОБ ИМПУЛЬСНО-УДАРНОЙ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 2002 |
|
RU2228823C1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252857C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252856C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2290292C1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2291043C1 |
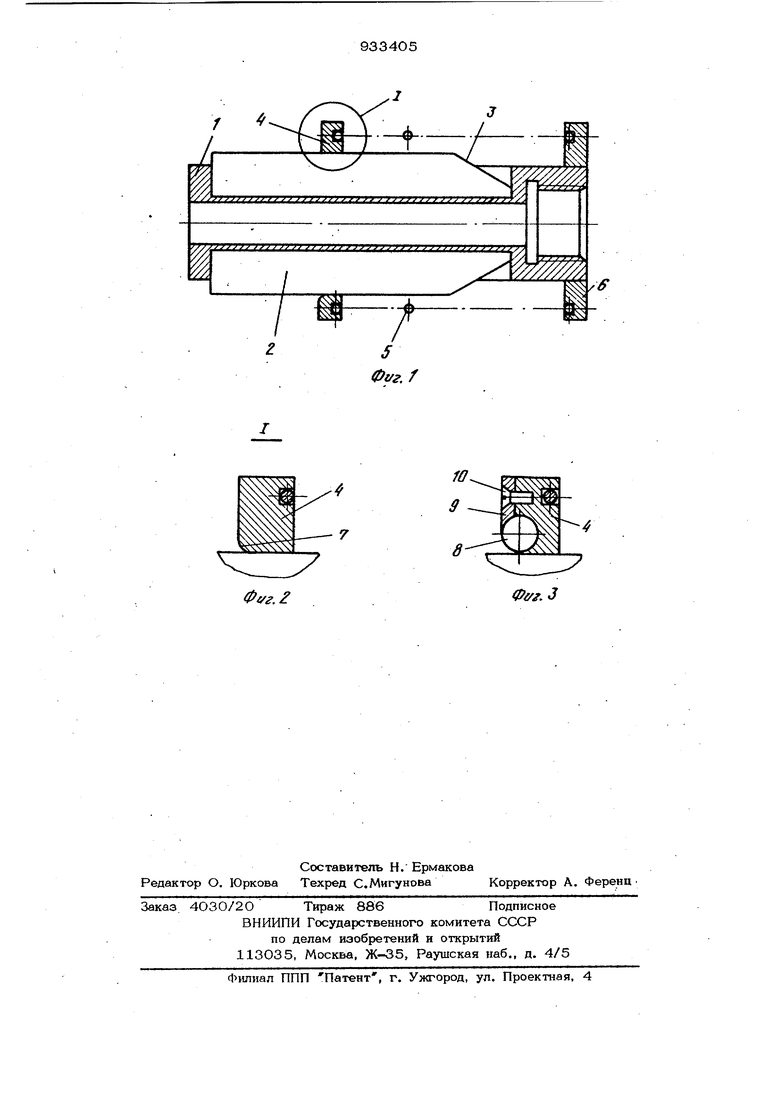
5 фуг. f
Фг/г.1
фу.З
