00
ю
Устройство относится к станкостроению иможет быть использовано на зубофрезерных станках при обработке шлицевых вилок карданной передачи и валов-шестерен с малым диаметром торца вала.
Цель изобретения - обеспечение автоматической ориентации вилки относительно режущего инструмента,.
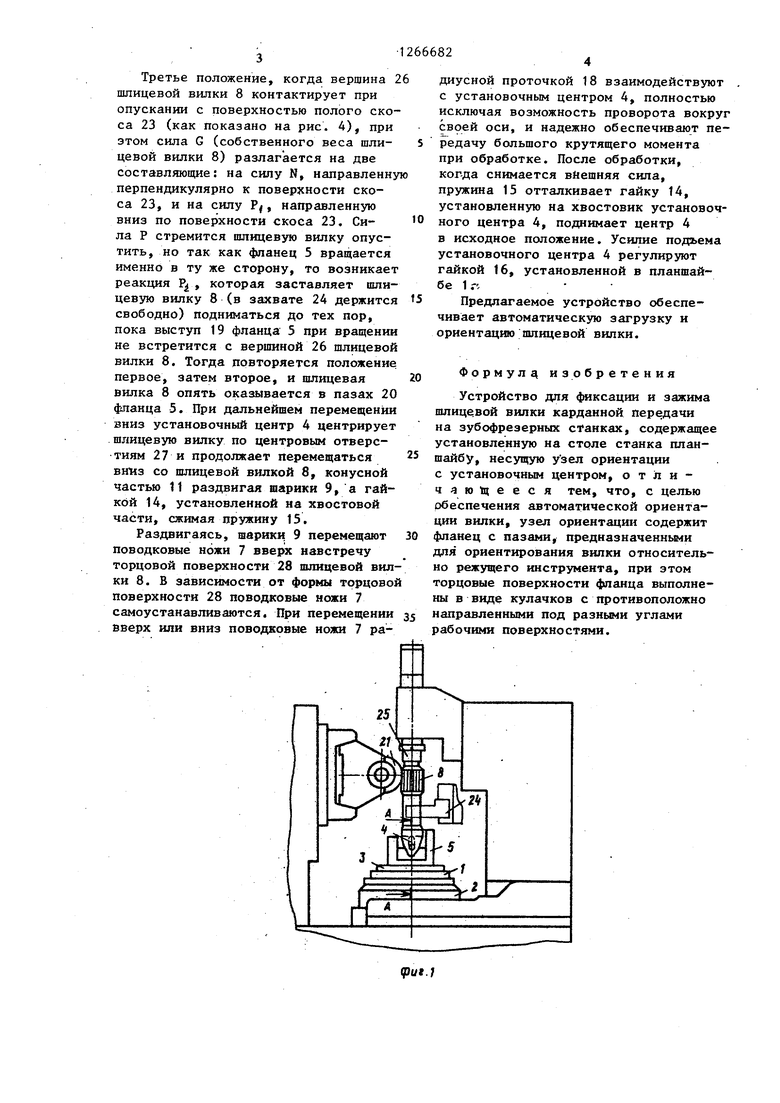
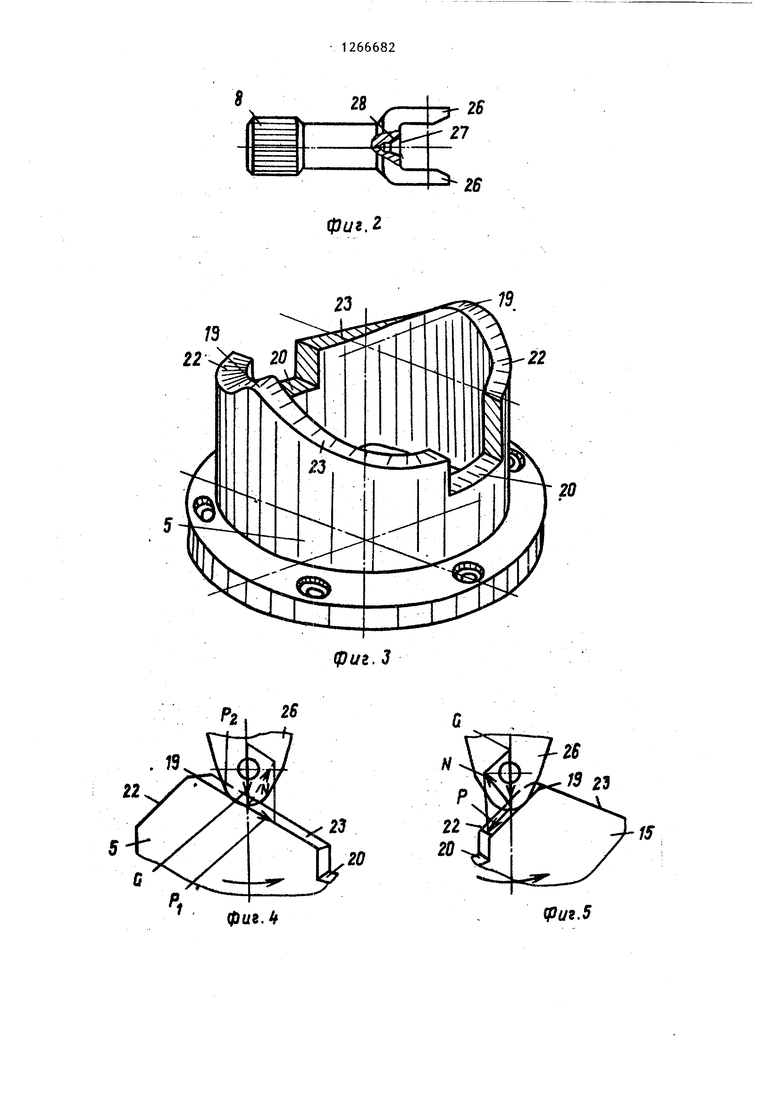
На фиг. 1 показано устройство, установленное на столе . зубофрезерного станка, общий вид; на фиг. 2 шлицевая вилка карданной передачи на фиг. 3 - фланец, торцовые поверхности которого выполнены в виде кулачков; на фиг. 4 и 5 - положения вилки на рабочих поверхностях кулачков во время ориентации; на фиг. 6 разрез А-А на фиг. 1 (разрез по оси пазов фланца и оси установочного центра).
Устройство для фиксации и зажима пшицевой вилки карданной передачи содержит планшайбу 1, закрепленную на столе 2 зубофрезерного cja.HKa, несущую узел 3 ориентации с установочным центром 4. Узел 3 ориентации содержит фланец 5, корпус 6, закрепленный на планшайбе 1, в котором вмонтированы поводковые ножи 7, служащие дпя удержания обрабатываемой шлицевой вилки 8 от проворота, текучую среду 9 для перемещения и самоустановки ножей 7. Текучей средой являются стальные шарики малого диаметра, расположенные в сфери геской камере 10 планшайбы 1 и корпуса 6. Через планшайбу 1 и корпус 6 проходит установочный центр 4, имеющий конусную часть 11, которая при перемещении центра взаимодействует с шариками 9. Центр 4 зафиксирован от проворота винтом 12, установленным в пазу 13 центра, и закреплен в корпусе 6,
Хвостик центра 4 снабжен гайкой 14 и пружиной 1Д,, один конец которой упирается в буртик гайки 14, а другой в гайку 16, установленную на планшайбе 1, обеспечивая такксм образом возможность осевого перемещения центра 4. Дпя удержания ножей 7 от проворота на их основаниях 17 выполнены проточки 18, взаимодействующие с центром 4, причем радиус каждой проточки R соответствует радиусу контактирующей с ней поверхности центра Фланец 5 через корпус 6 жестко закреплен на планшайбе 1 и снабжен выступами (кулачками) 19 и пазами 20, сориентированными предварительно относительно режущего инстрз мента 21, а рабочие -поверхности кулачков выполнены с противоположно направленными скосами 22 и 23, имеющими разные углы для подъема и опускания шлицевой вилки 8 при ее ориентации и установке. Скосы 22 и 23 выполнены с разными углами: скосы 23 - пологие, , и направлены в сторону вращения стола 2 (фиг. 4), а скосы 22 - крутые.
64
и направлены против направления
вращения стола 2 (фиг. 5).
Устройство работает следующим . образом.
При подводе ШJШцeвoй вилки 8 захватом устройства 24 автоматической
0 загрузки, связанной с верхним центром 25 (связь не показана), вершина 26 вилки 8 касается поверхностей 19, 22 или 23 фланца 5. При этом фланец 5 с устройством, закрепленным
5 на столе 2 эубофрезерногостанка, вращается, т.е. при загрузке т. выгрузке sai-oTOBOK станок не отключается и стол вращается все время, а инструмент 21 отведен.
0 При контакте шлицевой вилки 8
с фланцем 5 могут быть следующие положения, при которых вершина 26 шлицевой Билки 8 контактирует при опускании с выступом 19 скосов 22 и 23 фланца 5. Ввиду того, что фпанец постоянно вращается, вершины 26 пшицевой вилки 8 оказываются на поверхности скоса 22 и при дальнейшем вращении вершины 26 шлицевой вилки 8 попадают в пазы 20 фланца 5. Кроме того., .вершина 26 шлицевой вилки 8 контактирует при опускании с поверхностью скоса 22 (как показано на рис. 5), и так как фланец 5 вращается цо стрелке, то силу G (собственного веса шлицевой вилки 8) можно разложить на две составляющие: силу Р, нащэавленную вниз, и силу N, перпендикулярную к поверхности скоса22.
Шлицевая вилка 8 спускается до тех пор. Пока вершины 26 шлицевой вилки 8 не оказываются в пазах 20 фланца 5. При этом шлицевая вилка 8 оказьшается сориентированной относительно режущего инструмента 21, так как пазы 20 предварительно уже были сориентированы относительно инструмента 21.
Третье положение, когда вершина 2 шлицевой вилки 8 контактирует при опускании с поверхностью полого скоса 23 (как показано на рис. 4), при этом сила G (собственного веса шлицевой вилки 8) разлагается на две составляющие: на силу N, направленну перпендикулярно к поверхности скоса 23, и на силу Р, направленную вниз по поверхности скоса 23. Сила Р стремится ошицевую вилку опустить, но так как фланец 5 вращается именно в ту же сторону, то возникает реакция Р , которая заставляет шлицевую вилку 8 (в зг свате 24 держится свободно) подниматься до тех пор, пока выступ 19 фланца 5 при вращении не встретится с вершиной 26 шлицевой вилки 8. Тогда повторяется положение первое, затем второе, и шлицевая вилка 8 опять оказывается в пазах 20 фпанца 5. При дальнейшем перемещении вниз установочный центр 4 центрирует шлицевую вилку по центровым отверстиям 27 и продолжает перемещаться вниз со шлицевой вилкой 8, конусной частью 11 раздвигая шарики 9, а гайкой 14, установленной на хвостовой части, сжимая пружину 15,
Раздвигаясь, шарикц 9 перемещают поводковые ножи 7 зверях навстречу торцовой поверхности 28 шлицевой вилки 8. В зависимости от формы торцовой поверхности 28 поводковые ножи 7 самоустанавливаются. При перемещении вверх или вниз поводковые ножи 7 радиусной проточкой 18 взаимодействуют с установочным центром 4, полностью исключая возможность проворота вокру своей оси, и надежно обеспечивают передачу большого крутящего момента при обработке. После обработки, ког-да снимается вйешняя сила, пружина 15 отталкивает гайку 14, установленную на хвостовик установочного центра 4, поднимает центр 4 в исходное положение. Усилие подъема установочного центра 4 регулируют гайкой 16, установленной в планшайбе 1.-, Предлагаемое устройство обеспечивает автоматическ5то загрузку и ориентацию пшицевой вилки.
Формулу изобретения
Устройство для фиксации и зажима шлицевой вилки карданной передачи на зубофрезерных станках, содержащее установленную на столе станка планшайбу, несущую узел ориентации с установочным центром, о т л и чаю1цееся тем, что, с целью обеспечения автоматической ориентации вилки, узел ориентации содержит фланец с пазами, предназначенными для ориентирования вилки относительно режущего инструмента, при этом торцовые поверхности фланца выполнены в виде кулачков с хфотивоположно направленными под разными углами рабочими поверхностями.
фиг.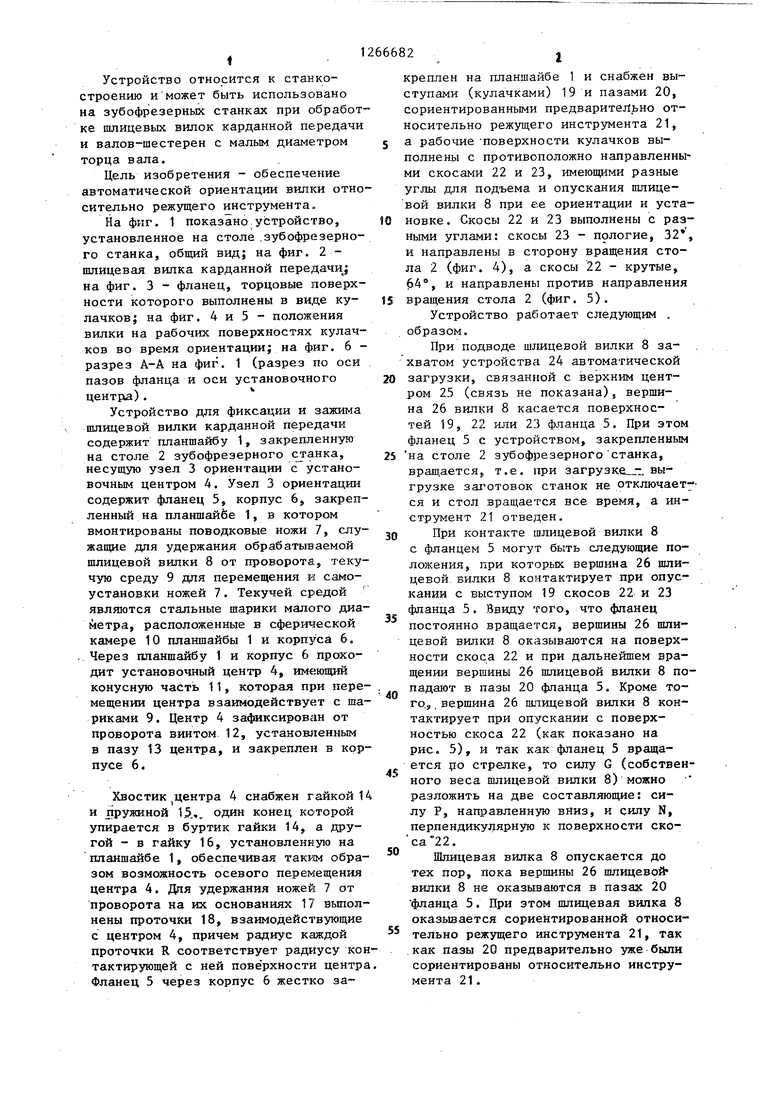
| название | год | авторы | номер документа |
|---|---|---|---|
| Стол поворотный | 1990 |
|
SU1756101A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ХОНИНГОВАНИЕМ | 1973 |
|
SU395240A1 |
| МЕХАНИЗМ ПРИВОДА ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2176183C2 |
| Шпиндельное устройство | 1982 |
|
SU1098679A1 |
| Устройство для шлифования криволинейных поверхностей | 1987 |
|
SU1450982A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2094215C1 |
| Станок для ремонта ступицы с фланцем | 1985 |
|
SU1316779A1 |
| Станок для чистовой обработки деталей с переменным сечением | 1988 |
|
SU1574442A1 |
| БИЬЛИСГЕНД_ | 1973 |
|
SU367581A1 |
| Устройство для регулировки закрытой высоты кривошипного пресса | 1983 |
|
SU1127782A1 |
Изобретение относится к области станкостроения и может быть использовано на зубофрезерных станках при обработке шлицевых вилок карданной передачи на зубофрезерных станках. Устройство содержит установленную на столе- станка планшайбу, несущую узел ориентации с установочным центром. Узел ориентации содержит фланец, пазы которого сориентированы относительно режущего инструмента, а торцовые поверхности фланца выполнены ; в виде кулачков с противоположно направленными под разными углами рабочими поверхностями. При подводе шлицевой вилки захватом устройства автоматической загрузки вершина вилки g касается рабочих поверхностей кулач- ков, которые благодаря постоянному ГЛ вращению стола обеспечивают попадание вилки в паз фланца. 6 ил.
15
22
фиг. 3
Рг 2В
. f9
фагЛ
22
н
фиъ,5
22
11
s
фи.б
| Установочное приспособление к зубофрезерному полуавтомату мод | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Котельное устройство непрямого действия | 1926 |
|
SU7532A1 |
| .ГАЗ, 1976. | |||
