-
j Изобретение относится к области машиностроения, в частности к станкостроению, и может быть использовано для обработки торцов деталей типа пластин, поршневых колец и т.д., подаваемых в зону обработки транспортным диском.
Известен двусторонний торцешлифовальный станок, содержащий расположенные друг против друга шлифовальные круги, размещенный между торцовыми поверхностями шлифовальных кругов транспортный диск, электроблок управления станком и привод транспортного диска с устройством для предохранения транспортного диска от перегрузок в виде фрикционной плоскоременной передачи Г1.
Однако применение в станке предохранительного устройства в виде фрикционной плоскоременнойпередачи приводит к повреждению транспортного диска в момент касания его одним из шлифовальных кругов.
Целью изобретения является повышение надежности работы станка за счет предотвращения повреждения транспортного диска шлифовальными кругами.
Цель достигается тем, что станок снабжен дополнительным предохранительным устройством, выполненным в виде установленной между торцовыми
10 поверхностями шлифовальных кругов пластины из диэлектрика, на которой по крайней мере е одной стороны, обращенной к рабочей торцовой поверхности шлифовального круга, рас15положен электропроводный элемент, последовательно включенный в электрическую цепь электроблока управления.
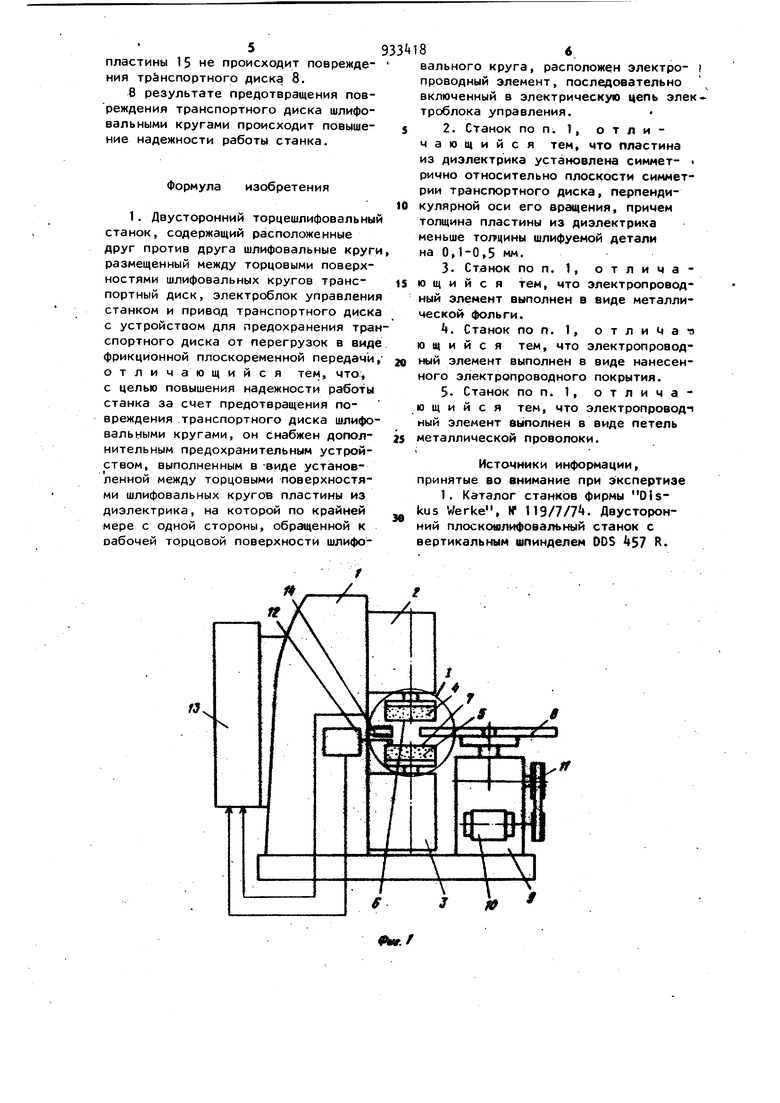
Кроме того, пластина из диэлек20трика yctaнoвлeнa симметрично относительно плоскости симметрии транспортного диска, перпендикулярной оси его вращения, причем толщина 3 пластины из лиэлектрика меньше толщины шлифуемой детали на 0,1-0,5 мм Электропроводный элемент может быть выполнен в виде металлической фольги, в виде нанесенного злектро.проводного покрытия или в виде петель металлической проволоки. На фиг. 1 представлена принци.пиальная схема предлагаемого станда; на фиг. 2 - узел I на фиг. 1; на фиг. 3 сечение А-А на фиг. 2; на фиг. k - предохранительное устройство, в котором электропроводный элемент на пластине из диэлектрика выполнен в виде петель металлимеской проволоки, вид сверху. Двусторонний торцешлифовальный станок содержит станину 1 со смонтированными на ней друг против друга шлифовальными бабками 2 и 3 с приводными шпинделями, на которых закреплены шлифовальные круги k и 5 с плоскими рабочими торцовыми поверхностями соответственно 6 и 7, между которыми размещен транспортный диск 8. Привод транспортного диска 8 выполнен е виде редуктора 9, кинематически связанного с электродвигателем 10 с помощью фрикцион ной плоскоременной передачи 11, являющейся предохранительным устройством для транспортного диска 8. Для контроля положения торца 7 базо вого шлифовального круга 5 относительно транспортного диска 8 предназначено измерительное устройство 12, имеющее электрийескую связь с электроблоком управления 13. Для предотвращения от повреждения транс портного диска 8 при его контакте со шлифовальными кругами 4 и 5 межд их торцовыми поверхностями 6 и 7 ра положено дополнительное предохранительное устройство Н. Дополнительное предохранительное -устройств 1 выполнено 8 виде пластины 15 из диэлектрика, установленной между торцовыми поверхностями 6 и 7 шлифо вальных кругов и 5 симметрично от носительно плоскости симметрии тран портного диска 8, перпендикулярной оси его вращения. При этом толщина пластины 15 меньше толщины шлифуемо детали на 0,1-0,5 мм. На пластине ;со стороны рабочих торцовых поверхностей 6 и 7 шлифовальных кругов J и 5, а-также со сторо , обращенной к центру шлифовальных кругов i и 5. размещен электро 4 проводный элемент 16, включенный последовательно в электрическую цепь электроблока управления 13. Электропроводный элемент 16 может быть выполнен в виде металлической фольги или в виде нанесенного электропроводного покрытия (см. фиг. 2 и 3) или в виде петель металлической проволоки (см. фиг. Ц). Пластина 15 с Э|1ектропроводным элементом 16 установлена между токоподврдящими пластинами 17 и 18, закрепленными на корпусе 19, выполненном из диэлектрического материала. Описываемый двусторонний торцешлифовальный станок работает следующим образом. Обрабатываемые детали подаются в зону обработки и перемещаются между рабочими торцовыми поверхностями 6 и 7 шлифовальных кругов и 5 транспортным диском 8. При этом измерительное устройство 12 контролирует положение торца 7 базового шлифовального круга 5 относительно транспортного диска 8. В процессе шлифования происходит износ шлифовальных кругов и требуется производить их правку для восстановления формы рабочих торцов кругов, а также подналадку величины рабочего зазора межру торцами шлифовальных кругов с учетом их износа. При правке кругов и их подналадке необходимо производить разведение кругов и последующее их сближение. При этом по ошибке наладчика или из-за погрешности измерительного устройства 12 может произойти уменьшение зазора менее допустимого между транспортным диском 8 и одним из шлифовальных кругов i и 5- В этом случае шлифовальный круг коснется электропроводного элемента 16 и сошлифует его. При этом нарушается связь между токопроводящими пластинами 17 и 18 и поступает сигнал в электроблок управления 13 на развод кругов и останов станка. Благодаря тому что пластина 15 установлена симметрично относительно плоскости симметрии транспортного диска 8, перпендикулярной оси его вращения, и имеет толщину меньше толщины шлифуемой детали на 0,1-0,5 мм, между пластиной 15 и транспортным диском 8,образуется гарантированный зазор. Поэтому в момент касания шлифовальным кругом пластины 15 не происходит повреждения тр&нспортного диска 8. В результате предотвращения повреждения транспортного диска шлифовальными кругами происходит повышение надежности работы станка. Формула изобретения 1. Двусторонний торцешлифовальны станок, содержащий расположенные друг против друга шлифовальные круг размещенный между торцовыми поверхностями шлифовальных кругов транспортный диск, электроблок управлени станком и привод транспортного диск с устройством для предохранения тра спортного диска от перегрузок в виде фрикционной плоскоременной передачи отличающийся тем, что, с целью повышения надежности работы станка за счет предотвращения повреждения транспортного диска шлифовальными кругами, он снабжен дополнительным предохранительным устройством, выполненным в -виде установленной между торцовыми поверхностями шлифовальных кругов пластины из диэлектрика, на которой по крайней мере с одной стороны, обращенной к оабочей торцовой поверхности шлифо86, Бального круга, расположен электро- i проводный элемент, последовательно включенный в электрическую цепь элек. троблока управления. 2. Станок по п. 1, отличающийся тем, что пластина из диэлектрика установлена симмет- . рично относительно плоскости симметрии транспортного диска, перпендикулярной оси его вращения, причем толщина пластины из диэлектрика меньше толцины шлифуемой детали на 0,1-0,5 мм. 3. Станок по п. 1, отличаю щ и и с я тем, что электропроводный элемент выполнен в виде металлической фольги. k. Станок по п. 1, отлиМа-я ю щ и и с я тем, что электропроводный элемент выполнен в виде нанесенного электропроводного покрытия. 5. Станок по п. 1, отличающийся тем, что электропровод-1 ный элемент выполнен в виде петель металлической проволоки. Источники информации, принятые во внимание при экспертизе 1, Каталог станков фирмы Olskus Werke, W 119/7/7. Двусторонний плоскошлифовальный станок с вертикальным шпинделем DOS 457 R
С.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2001 |
|
RU2184025C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2011 |
|
RU2490113C2 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ НА ТОРЦЕШЛИФОВАЛЬНЫХ СТАНКАХ | 2006 |
|
RU2319598C2 |
| СПОСОБ ДВУСТОРОННЕЙ ОБРАБОТКИ ТОРЦОВ РОЛИКОВ ШЛИФОВАЛЬНЫМИ КРУГАМИ | 2010 |
|
RU2464147C2 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОСКОРОСТНОЙ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2431558C2 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК | 2005 |
|
RU2278016C1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2205736C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ НА ТОРЦЕШЛИФОВАЛЬНЫХ СТАНКАХ | 2003 |
|
RU2264906C2 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК | 2005 |
|
RU2285604C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2429110C2 |

