Предметом изобретения является автоматическое приспособление, контролирующее угловое расположение цилиндрических изделий относительно их оси при обработке на автолгатической линии. Приспособление имеет рычажиый щун; вводимый во внутреннюю иолость изделия и установленный на пустотелой штанге, проходящей через отверстие инструментального щпинделя на одно м, рабочих позиций линии. Рычажный щуп взаимоде1 1ствует со штоком, пропущенным через щтангу н связанным с конечным выключателем, осуществл:яющим выклочение станка нри пе1фавильном положении изделия. 1Лтанга, песуи1ая тун, передвигается 1-;мосте со щппнделем в осевом нанрав,(, но не враплается с ним.
Пр ;способления для автоматического коитроля расположения изде. при их загрузке на станок, снабженные установленным перед рабочей поз1щией вертикально подвижиы,м щупом, нроизводящнм выключеиие станка нри неправнльном положении изделия, известны.
Предлагаемое приспособление от.шчается тем, что контполиоующий
щуп не располагается вне; рабочих позиций, а монтирован в ипструмента тьнод; шпинделе нз головок станка. При подходе шпинделя к изделию, контролирующий пгуп вводится в полость изделия и он|упь зает его внутреннюю поверхность, что обеспечивает большую компактность все конструкции.
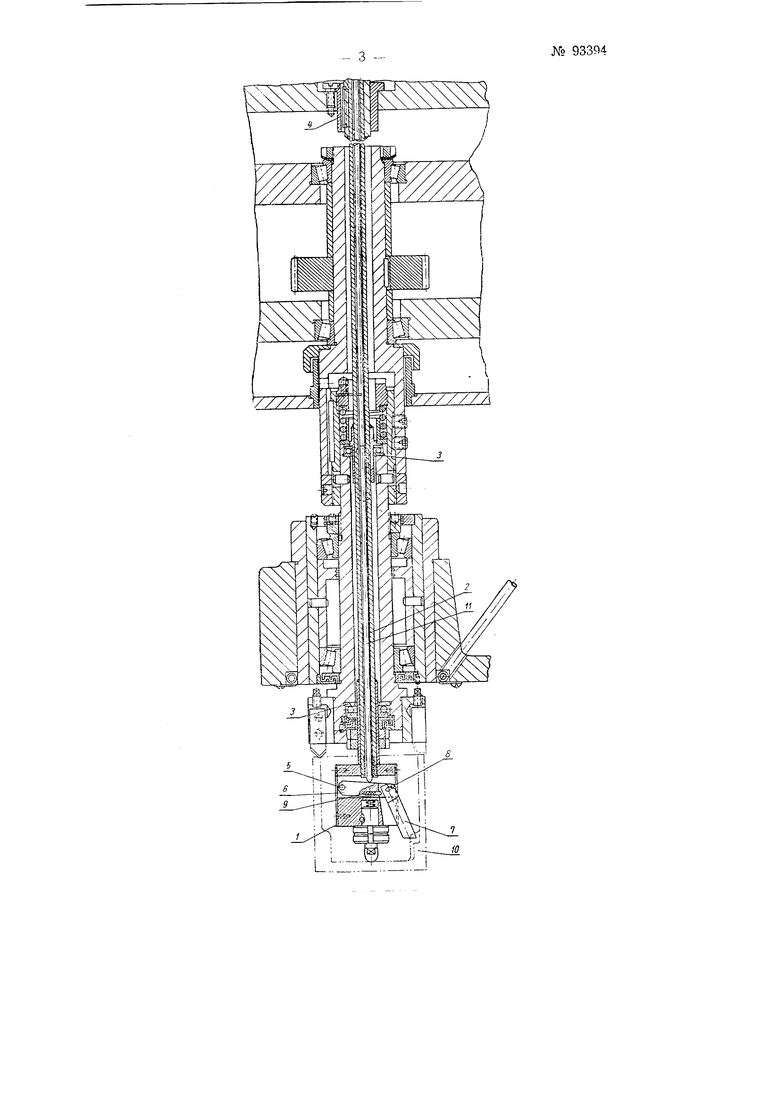
Па чертеже показам обиип вид приспособления.
Корпус / монтировап на укрсмыеиnoii в итипделе щтанге 2, которая, в свою очередь, монтирована на опорах качения 3 и удерживается от вращения влюсте со шпинделем типонкоГ 4. Таким образом, контрольное ирпсиособлеи.ие двигается со щшппде.чем ; осгво:-,; папргшлеиип, но не враихаL-тся с ним, чем обесиочизается ностояпство углового по.тожоиия коитрольногс присиособлеиия относительно опорных поверхностей прпспособле1ГПЯ для крепленпя пзделий.
В корпусе / на оси 5 моптироваи щуп, состоящи / из двух ншрпирно соединенных рычажков 6 и 7, Рычажок 7 прижимается к упору 5 пружиной 9. Такое соединение дает возлтожкость рычажку 7 отогнуться при
выходе приспосооления из нз аелия. При неправильном расположеики выступа 10 изделия рычажок 7, оиускаясь, упирается в выступ 10, заставляя рычажок 6 поворачиваться вокруг оси 5. Рычажок 6 нажимает иа проходящий внзтри шпинделя шток И, который, в свою очередь, нажимает иа конечный выключатель {на чертеже не показан), даюидий команду на выключение станка.
П ) е д м е т и з обре т е и и я
1. Приенособление для автоматнческого контроля расположения цилиндрических издели, в частиости, поршней, при их обработке на многоиозиционных станках, снабженное вводимым в изделие шуном, взаимодейетвуюш,им через подвижпый шток с выключающим станок механизмом, от л и ч а ю ш е е с я тем, что, с целью устранения необходимости создания дополнительной коитрольной нозиции иа станке, шун устаиовлен на невращающейся штанге, монтированной в центральном отверстии ииструментального шпинделя станка и продольно нодвижной вместе со шпинделем. 2. Форма выполнения приснособлепия ио п. 1, от л и ч а ю щ а я с я тем, что, с целью выключения станка при неиравильиом положении изделия, еонряженный со шуиом нодвижный шток, проходящий внутри пустотелой штанги, взаимодействует с конечным выключателем цепи управления станка.

| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальный автоматический хонинговальный станок | 1950 |
|
SU94962A1 |
| Устройство для автоматического выключения привода сверлильного шпинделя при увеличении усилия подачи | 1950 |
|
SU93313A1 |
| Автоматическое устройство для контроля заданного расположения цилиндрических изделий, в частности поршней, при их транспортировании | 1950 |
|
SU93465A1 |
| Автоматическое устройство для загрузки конвейера | 1950 |
|
SU95193A1 |
| Автоматическая линия агрегатных станков для механической обработки поршней и тому подобных деталей | 1950 |
|
SU94814A1 |
| Автомат для контроля ширины канавок под поршневые кольца и высоты поршня двигателя внутреннего сгорания | 1950 |
|
SU95869A1 |
| Станок для отрезки литников с устройством для возврата отрезанных литников на переплавку | 1950 |
|
SU94187A1 |
| Многошпиндельный автоматический агрегатный сверлильный станок | 1950 |
|
SU93565A1 |
| Устройство для обнаружения повреждений в цепях управления станков или автоматических линий | 1950 |
|
SU93382A1 |
| Устройство для индексации шпинделей станков | 1950 |
|
SU93338A1 |