Предлагается многошпиндельный автоматический агрегатный сверлильный станок, осуществляющий одновременную обработку нескольких изделий с двух сторон посредством агрегатных сверлильных головок.
Известные подобные станки не обеспечивают возможности быстрой переналадки станка на обработку изделий другого типа.
В предлагаемом станке этот недостаток устранен тем, что сверлильные головки с каждой стороны станка смонтированы на плитах, выполненных установочно-поворотными на горизонтальных осях с эксцентричными цапфами.
Общая компоновка станка обеспечивает сквозное прямолинейное перемещение обр абатываемых изделий, что допускает установку станка в автоматической станочной линии.
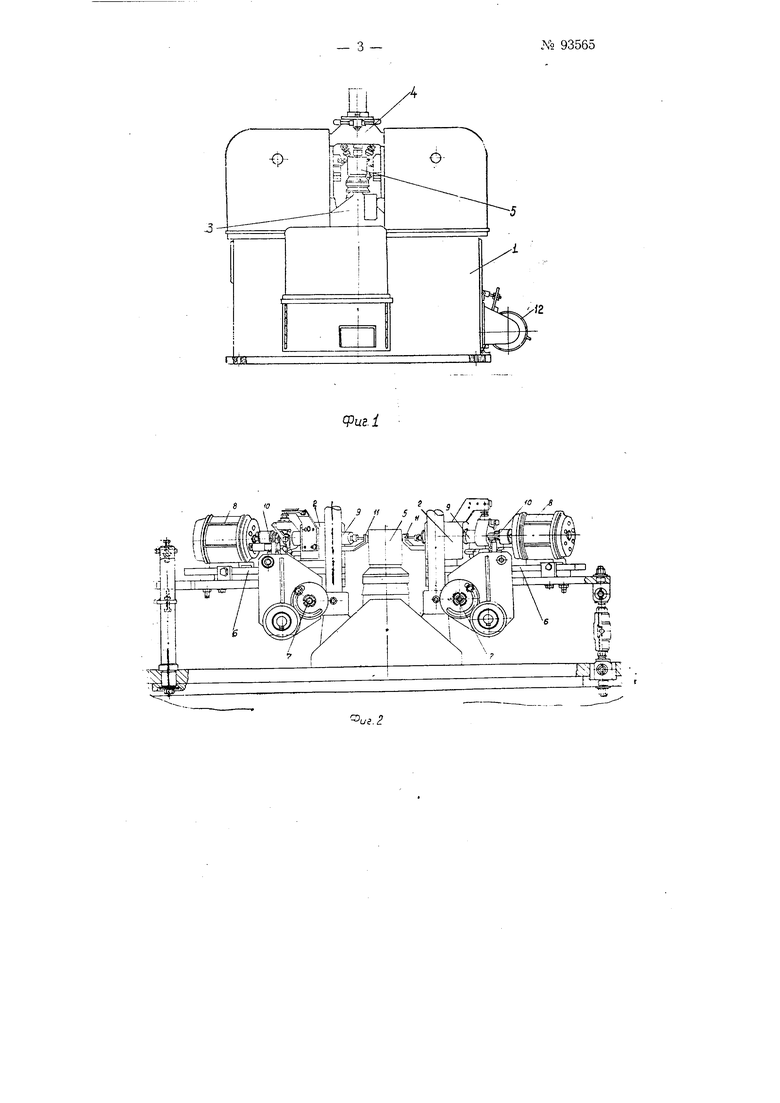
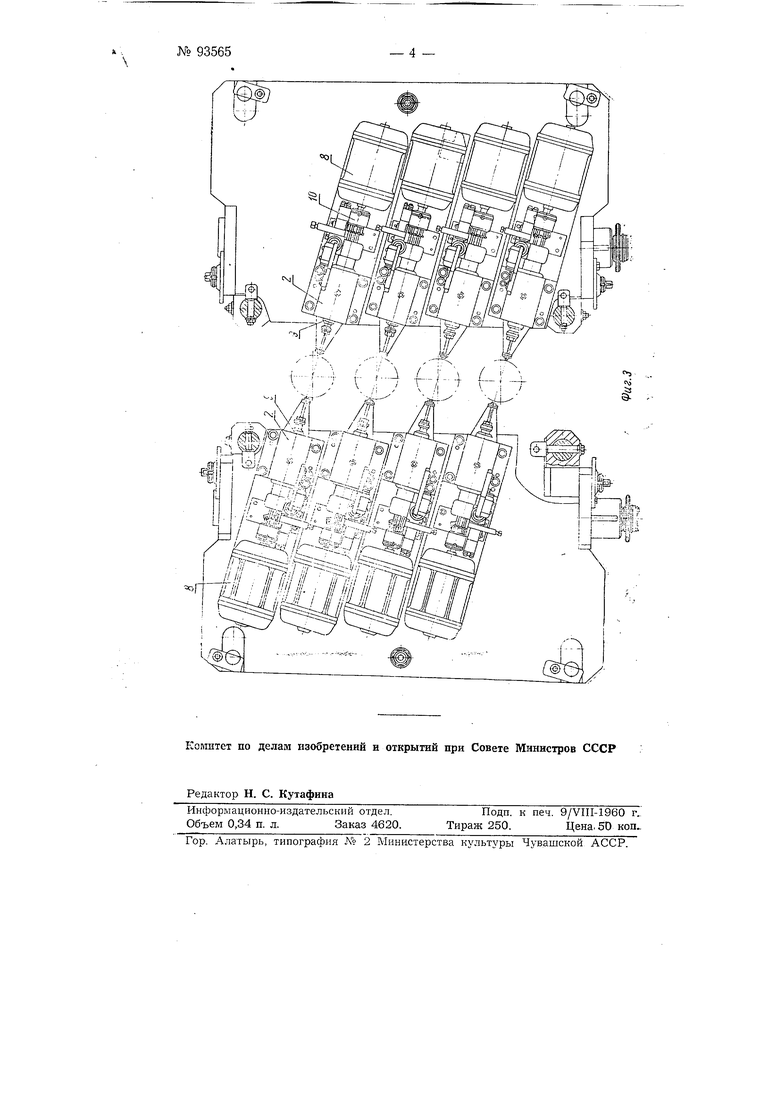
На фиг. 1 изображен общий вид станка, а на фиг. 2 и 3-расположение его сверлильных головок.
На станине / с двух сторон от линии центров установлены сверлильные агрегатные головки 2- Вдоль центральной линии станка расположены устройства 3 и 4 для укрепления изделий 5, которые с помощью специальных механизмов могут поворачиваться на любой угол.
Сверлильные головки 2 монтируются на плитах 6, которые выполнены установочно-поворотными на горизонтальных осях 7 с эксцентричными цапфами. Сверлильные головки 2 в плоскости поворотной опорной плиты 6 также могут быть установлены под любым углом. Для этой цели опорные плиты 6 могут поворачиваться относительно станины / в горизонтальной плоскости.
Такой установкой обеспечивается возможность обработки отверстий, расположенных в пространстве под различными углами.
Каждая сверлильная головка состоит из индивидуального электродвигателя 8, приводящего во вращение шпиндель 9 через телескопи№ 93565- 2 -
ческое соединение 10. Перед шпинделями в каждой головке имеется кондукторная втулка, смонтированная в кронштейне //, укрепленном на корпусе головки.
Г1еремеш,ение, необходимое для осуш,ествления подачи, сообш,ается шпинделям через качающиеся рычаги от распределительных валов, которые приводятся от индивидуального электродвигателя 12.
Предмет изобретения
Многошпиндельный автоматический агрегатный сверлильный станок, осуществляющий одновременную обработку нескольких изделий с двух сторон посредством агрегатных сверлильных головок, отличающийся тем, что, с целью обеспечения возможности быстрой наладки на обработку сходных изделий, отличающихся различным расположением отверстий, сверлильные агрегатные головки с каждой стороны станка смонтированы на плитах, выполненных установочно-поворотными на горизонтальных осях с эксцентричными цапфами, а агрегатные головки, в свою очередь, выполнены установочно-поворотными в плоскости поворотной опорной плиты.
-3-;
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия агрегатных станков для механической обработки поршней и тому подобных деталей | 1950 |
|
SU94814A1 |
| Приспособление для автоматического контроля расположения цилиндрических изделий, в частности поршней, при их обработке | 1950 |
|
SU93394A1 |
| Станок для отрезки литников с устройством для возврата отрезанных литников на переплавку | 1950 |
|
SU94187A1 |
| Устройство для индексации шпинделей станков | 1950 |
|
SU93338A1 |
| Устройство для автоматического выключения привода сверлильного шпинделя при увеличении усилия подачи | 1950 |
|
SU93313A1 |
| Бункер для загрузки станков | 1950 |
|
SU93712A1 |
| Автоматическое устройство для загрузки конвейера | 1950 |
|
SU95193A1 |
| Автомат для контроля ширины канавок под поршневые кольца и высоты поршня двигателя внутреннего сгорания | 1950 |
|
SU95869A1 |
| Горизонтальный автоматический хонинговальный станок | 1950 |
|
SU94962A1 |
| Шпиндель шлифовального круга | 1950 |
|
SU93884A1 |