Изобретением является автомат для контроля ШИрины канавок под поршневые кольца и высоты поршня дв:игаТеля внутреннего сгоранля в процессе обработки этих изделий па автоматичегкой станочной линии.
В технике известны автоматичеекие контролирующие приборы, определяющие 1 азмер изделия непогреасгвенпо в процессе обработки и возде111ствуюн,,ие на Оргаи;-, у п р ав.т е н и я ст а н к а.
Описываемый aвт. отличается 0;Т из-вестных тем, что в не. применены сменные из.мерительн1-,;е головки, позволяющие автоматически Вч-ie обработки производить кoнтpiOль канавок под порш-невые ка;1ьиа и высоты поршня.
CMeHiHbfc измерительные голов;и для конФроля ширииы канавок енабжеиы по числу канавок плоекими предел1Л1ым,и калибрами, держатели которых укреплены па пласти:нчатых пружина х, обеспечивающих параллельное перемещение калибров друг относительно друга. отк,-1оненки раз.мера
конт;)ол,ируемоп канавки по ширпне, , поворачиваясь па некоторьп угол, ско.чьзит над каиавк(;й или западает в канавку, воздействуя в том И дру|ом случае посредство:м рычагов на KOHucBiiie выключатели электрнческой ucnvi механизмов остановки производственной автоматическо линии и световой сигнал;изан,ип, указывакяцей отк.тоненпе от заданнога 5а: мера, а также позицию ипст1)умснта токаопого станка, дающего брак.
Изме;)ите,тьная головка д.чи чГ)Итроля высоты порппи во время его автоматического ие1Кмеп1,ения па с,тедуюп1ую производственную :;озип.ию имеет измер Ител1 нь Й коптанкт в внде по:1,шипп:ика каче;-гия, закреп.пеигПмй на подвижном нодпружи-ненном , верхни. -.(;нец которого, в случае отклопенчч высоты поршня от заданного размера, воздействует ча вык.-:ючатель электрической цепи механизмов остановки производственной автоматической линии и светов0| | сигнализации.
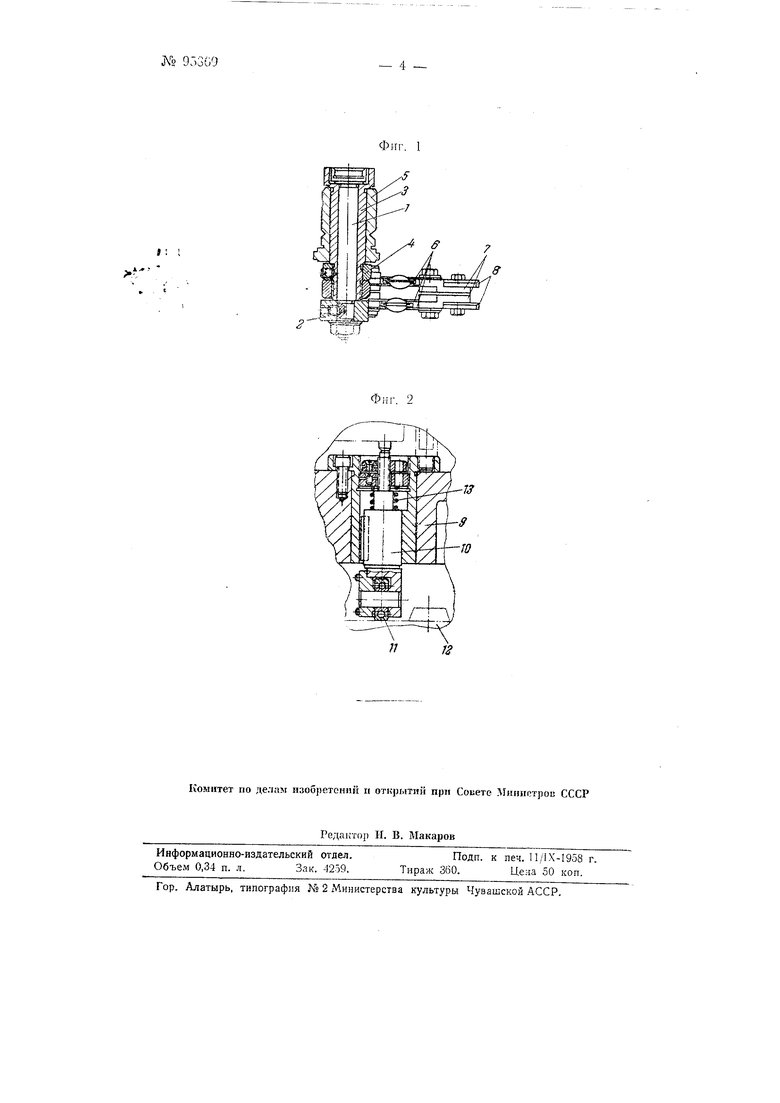
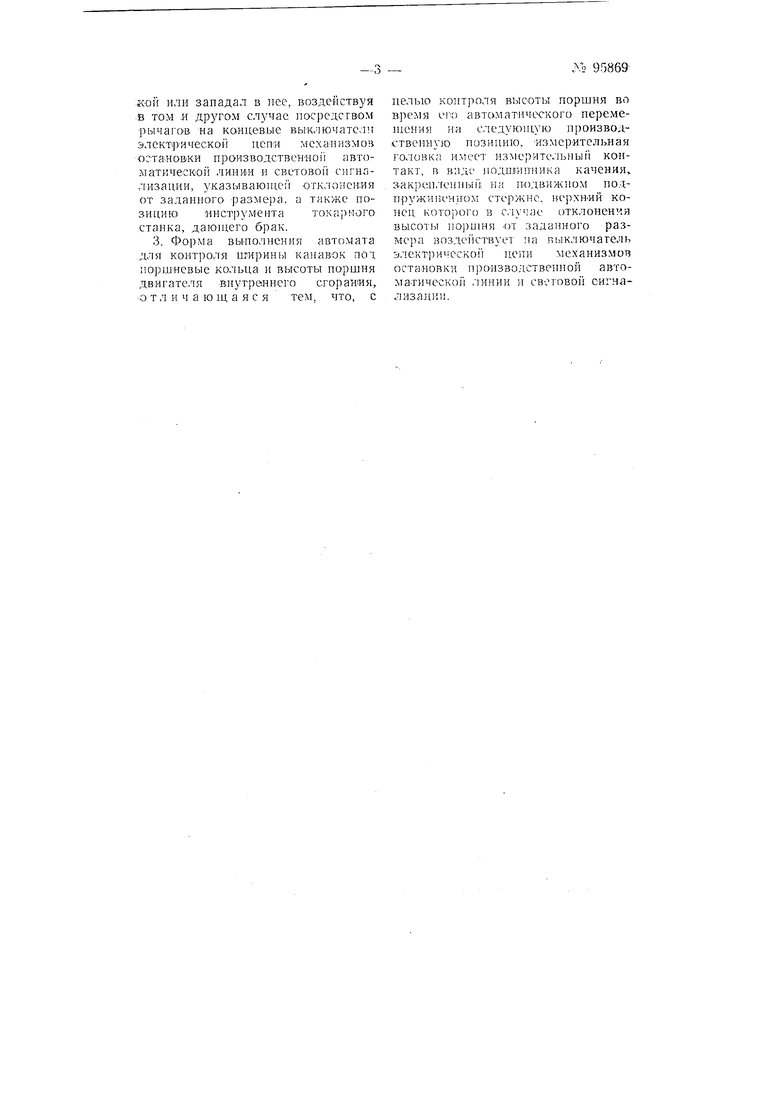
id фиг. I показан разрез смеиил
ГО.ЮВКИ Д, контроля )i{-fS КЯнавок под 11Орд)невые кольца; па фиг. 2-измерительная голоика для контроля высоты поршня.
Ма ко-нце )ителыгато ва.тикя 1 креплен рычаг 2, который может свободно врагцат1)СЯ на вПлке с укрепленным на ее пилснем конце рычатом 4. Втулка 3 в свою очеред) может в)а1даться во вту.тке 5. Осевые пефемепсения валчкп / н втумки 3 ограничены к.о.льцсвыми ступенчатыми выступами васрху ва.чика / и торцевыми .ност5 ми :рыча101В 2 и 4.
К рычага:Л- 2 и 4 посредством нласти.нчатых 11) 6 крепятся держате.ти 7 с жесткими предельными калибрами 8, Рабочие п.тоскост:И калибров уста.чав/гиватотся строгО не}тпендикуля но г-оло ,ки. Втулка 5 сменной изме:|)ите.1ьHoii головки закрепляется в корпусе автомата стопорнылт в.интом, входящи. ,в -образную н)оточку, чем обеспечивается точная установка ка:1ибров 8 по высоте. При установке CMCHHOil ГО.ТОВКИ с П)ОХОД1 Ь.ГЯ ка,1ибрами це-НТ|)ал1уН1) иа.тпк 1 и вту.чка 3 в.ходят своими шинами в нрорези соответств}чо цсi o ва.:ика и втулки в ко) автомата, HCcyHuiMH на себе подН|)уж;1ire.HHbie рычаги. Против рычагов помещены постоя:НН0 разомкнут)1е элект ичеоКИе вы ключ а те.) и. Ес.чи размер «а навки мен1)Ше доступиого, кал.ибр увлекается канавкой, втулка н вали.к поворачиваются, и рычаг нажИ.мает на элект))ические вык.иотелн, замыкая электрическую цепь, вследствИС чего проис.ходит выключение автоматичес.К0|1 .тинии к подача сигнала на пу.ьт уп)а:вле ги.
Сменная голо-вка с неп юходными калибрами закрепляется во втулке, врандаЮ1цейся в корпусе прибора. При прохол де1- ии поршня с размерами кана.вки (в пределах допуска) втулка находится в повернуто.м на Н;екото я-лн угол ноло келтн:и. Если канавки больше по ра.з-меру, ка.лябр западает в канавку, втулка поворачивается, .а связанный с ней нодпружиненный рычаг воздействует на постоянно замкнутый электричеCKHii выключате.Пг, вследствие чего
у,кч т ическая цепь (шзмыкается, н J) ОИС X од и т в ы к л 10 ч ел и е а вто м а т ическо|1 линии и подача сигнала на пульт управления.
В ко))нусе 9 авто.мата (фиг. 2) 11 о м е н п ад н i у ЖИ1нен н ы и стер жешз 10 с лзме1)ительным контактом //, выло.лненным в ВИде подцгинника качения. При прохождении через авлчхмат контрол-ируемого и(; высоте HOpHiiisi 12 иЗМер:ительHijiii icoHTaKT //. преодолевая сопротив.ление п.рзжти-п 13, поднимаег сте1)жсиь 10 вверх ц наж имает 11ак(неч}гик з.лектрического выключателя. Ec/iji )аз.мер детали находится в ijHueax уста/ювленных .Юнусков, то цешз э.чектроконтактной го,1овКи в .момеит 1г;)охаждения дета.ли 5аз().мкпута. Если деталь больше и,;и мен .ице зада 1ного размера, оди ИЗ контактов головки замкнется, вследствие чего произойдет вык.:1ючен.ие а1втоматичеcKoii .тиН|И:И и будет дан с-игна.т ла пу.тьт у;)эавления.
П р е д V. е т и з о б р е т е н и я
1.у втомат для контроля ширины канавок под порнн-1евЫе кольца и высоты поршня двигателя внутренHeio сго|1ания, о т ,г и ч а ю ш, и и с я тем, что, с целью контроля ш,и1)ины канавок нод поршневые кольца и высоты порн1пя в п оцессе изготов. но))Ц1ней на автоматических стамошых линиях вне зоны их обработки, он снабжен сменными измеj; нтел ы м и io;i овк а .м и.
2.Форма выпо.,1не)1.ия автомата для коитро.тя ШИрины ка.навок под порциевые кольца и .двигате.чя внутреннего стораггия :го н. 1, о т л и чаю щ а я с я , что сменные измерительные толовк-и для контроля ширины канавок снабжены п.юским.и предельными юа.тибрами, держатели которых закреплены на, пластинчатых пружинах, обеспечиваюших параллельное перемещение калибров друг отноСительно друга нри отклонен-ин размера контролируемой канавки но цририне так, чтобы цри отклонении разме1)ов ка.иазкн от требуемого значения, калибр, поворачиваясь на некоторый угол, над канавKoit или западал в nee, воздействуя в том ,и другом случае лосредсгвом рычагч в на концевые выключатс..н электрической механизмов о та;новКИ производствениоГ автоматической .чи.нии и световоГ сигнализации, указываюи1,ей отклонения от заданного размера, а также иозицию инстру,мента токарного станка, дающего брак.
3. Форма вьтолцения автомата для контроля игирины канавок пот 1Ю }ш«евые кольца и высоты иоршня двигателя внутреннего сгорания, о т л и ч а ю щ а я с я тем, что, с
целью контроля высоты поршня во время ei4) автоматического перемеи ения на с.тедукицую цроизводственнуго иозицию. измерительная го.товка имеет измерите,1ьцы| | контакт, в виде иодилииника качения зак5)е11.теипыГ1, иа п-одвкжном подnpy/KHiieMHOM стержне, верхней конец которого в случае отклонения высоты иоришя ОТ заданного разMejia воздействует :ia В 11ключатель э, ект 5ической цеии механизмов остаиовки п))о«зводственной автоматической линии и cBOTOBoii сигнализаиии.
I: I
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия агрегатных станков для механической обработки поршней и тому подобных деталей | 1950 |
|
SU94814A1 |
| Горизонтальный автоматический хонинговальный станок | 1950 |
|
SU94962A1 |
| Автоматический завод по изготовлению поршней и подобных им изделий | 1950 |
|
SU94577A1 |
| Устройство для автоматического выключения привода сверлильного шпинделя при увеличении усилия подачи | 1950 |
|
SU93313A1 |
| Автоматическое устройство для контроля заданного расположения цилиндрических изделий, в частности поршней, при их транспортировании | 1950 |
|
SU93465A1 |
| Автоматическое устройство для загрузки конвейера | 1950 |
|
SU95193A1 |
| Станок для отрезки литников с устройством для возврата отрезанных литников на переплавку | 1950 |
|
SU94187A1 |
| Приспособление для автоматического контроля расположения цилиндрических изделий, в частности поршней, при их обработке | 1950 |
|
SU93394A1 |
| Многошпиндельный автоматический агрегатный сверлильный станок | 1950 |
|
SU93565A1 |
| Устройство для автоматического регулирования подачи изделий между агрегатами автоматической линии | 1950 |
|
SU94627A1 |