Предметом изобретения являетм загрузочное устройство, през;назначекное для укладки изделий в горизонтальном положения на конвейер печи непр.ерывкого дейстния.
Приспособления для 3iaгрузки и выгрузки изделий из нагревательных нечей известны.
.лагаемое устройство отличаето; автоматизацией процесса с применением, качающихся рычагов, промежуточного цепного транспо.ртера и сбрасывающего приспособдевия, что является новым и полезным, особенно,при массовом изготовлении изделий.
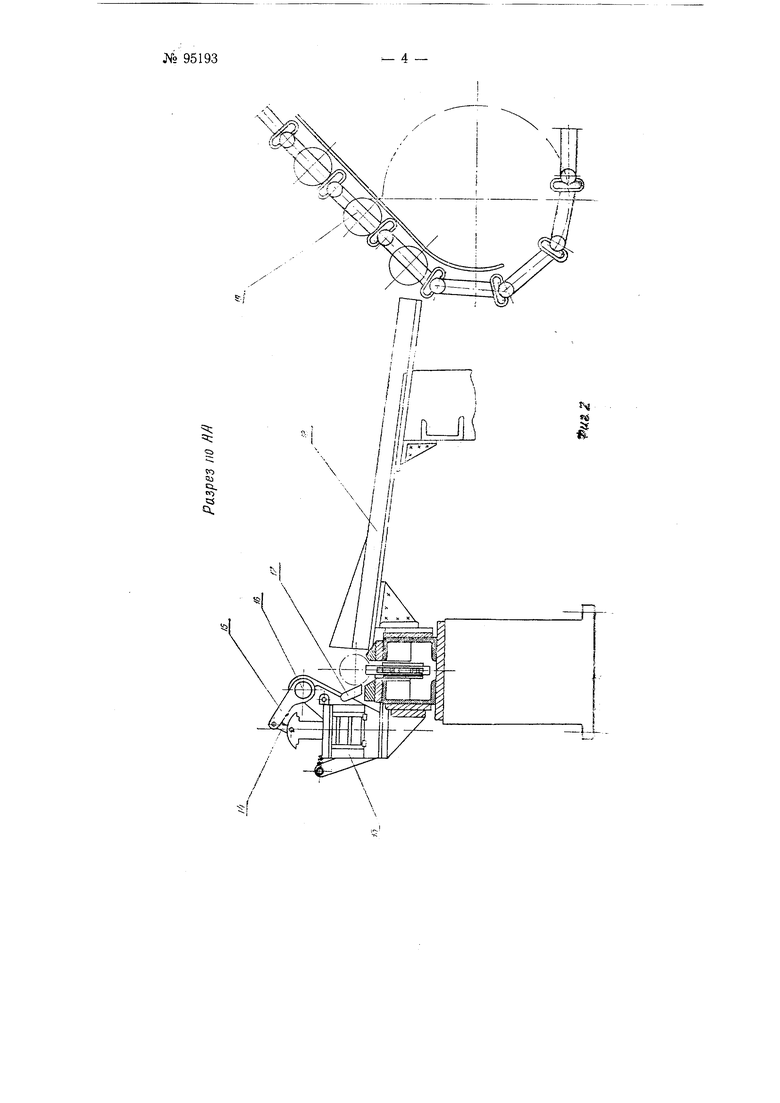
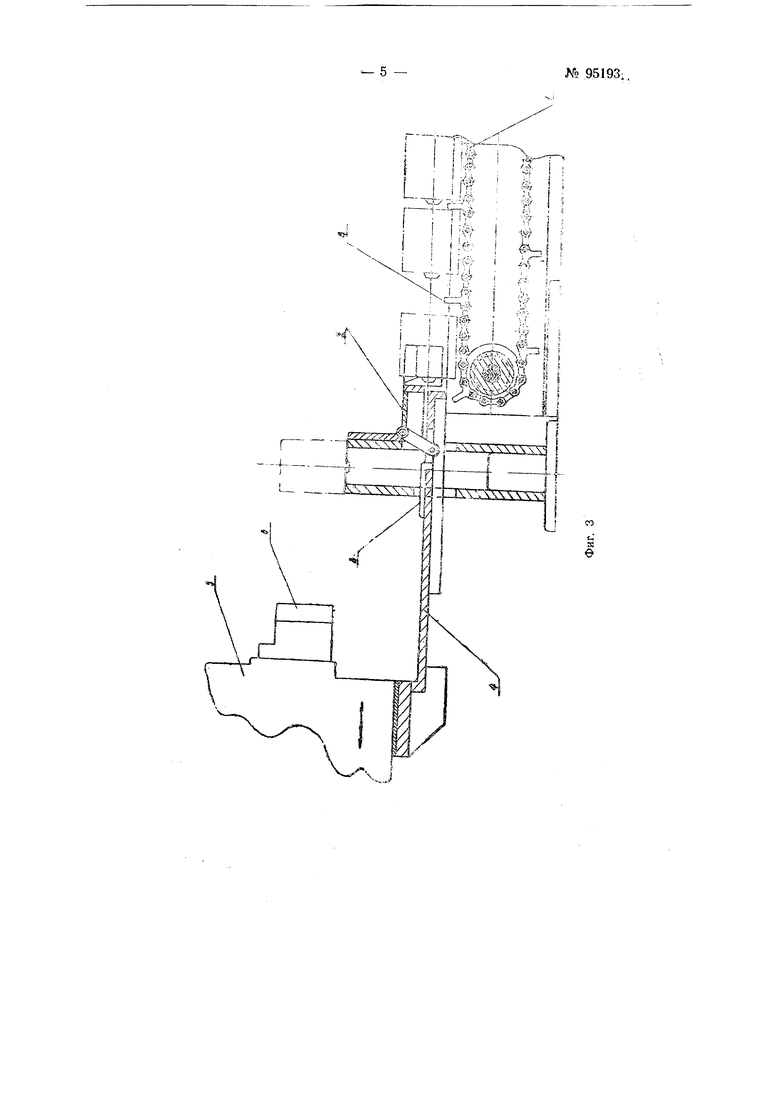
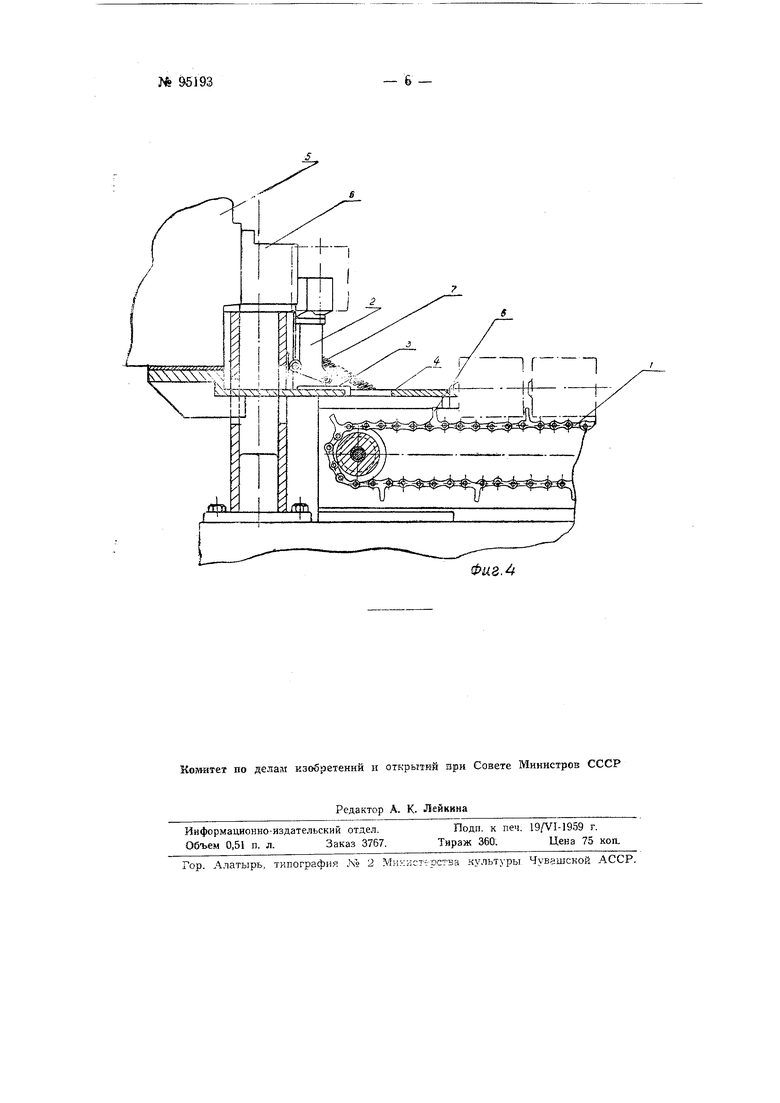
На фиг. 1 дан общий вид устройства; на фиг- 2-разрез по АА на фи1 1; на фиг. 3-31агрузоч ное устройство при отходе головки отрезного,станка; На фиг. 4-то же при подходе головки отрезного ставка.
Загрузка изделий на конвейер печи состоит из следуюилих основ,ных операций: загрузка на промежуточный цепной транспортер, набор на цепь восьми штук изделий, передача по ок.чизу во:ьм1и штук изделий на конвейер печи.
Изделия поступают для загрузки со станка, на котором производится отрезка литников flHCKOBUNfH. пилами, монтированными в головке станка. Загрузка иаделий на бесконечную цепь / промежуточного иранспортер.а осуществляется при помощи качающегося рычага 2 с гне8|дом. Рычаг 2 приводится в авижен ие при помощи кулачка 3, закрешлеиного на толкателе 4, Толкатель 4 жестко связан с фрезерной головкой 5 отрезного станка, совершающей возвратно-поступательное движение. Пр1и перемещении головки 5 впе)ед кулачок 3, соприкасаясь с раликом рычага 2, поворачивает его.
В конце хода головии 5 вперед рычаг 2 принимает вертикальное положение (фиг. 4) и в его гнездо заталкивается изделие при помощи призмы 6, укрепленной Hia фрезерной голов:ке 5 отрезного станка. При перемещении головки назад рычаг воэвращается в горизонтальное по№ 95193 2 -
ложение (фиг. 3) при помош.и пр ужины 7 (фиг. 1 и 4) и при этом укладывает изделие ма цепь 1 в пространство меладу выступами 8.
При следующем гол-овки вперед толкатель 4, упираясь через изделие в выступ 8 цепи, перемещает изделие вместе с цепью, освобождая, таким образо,м, MiecTO для следующего изделия. После того, как изделие переместится за пре|делы приемного гцезда, расположениого на конце рычага 2, рычаг вновь приводится кулачком 3 в верпикальное положение и в него заталкивается следующее подлежащее загрузке изделие.
Через жаждые восемь выступов на цепи закреплен ку.тачок .9, который воздействует через систему рычагов 10 « /) на конечный выключатель 12. Прц перемещении головки назад включается другой конечный выключатель, который дает команду на включение соленоида 13. Соленоид 13 через систему рычагов 14 и 15 (фиг. 2) поворачивает в.ал 16 с сидящи1ми на нем восемью рычагами 17 (ф|аг. 1). Рычаги 17, поворачиваясь, сбрасывают находящиеся на цепи восемь изделий, коTop.iie г.о склизу 18 скатываются на конвейерную цепь 19 . Включение соленоида 13 через :лва пocлeдoгJaтeльнo соединенных конечных -.выключателя позволяет ьроизвадить сбрасывание из.делий только то1да, когда на цепи н-аходятся восемь И31делий, и При перемещении головйи 5 назад, ;т. е. в момент, колда из|делия нахо дятся п определенном положеиии, так как цепь / промежуточного тр:анспортера в это время не двигается.
Предмет изобретения
1. Авто.матичеокое устройство для загрузки конвейера, отличающееся тем, что, с целью автоматизации загрузки изделий на конвейер, применены промежуточный цепной транспортер, обеспечиваюгций набор изделий в требуемом количестве, и сбрасывающее приспособление, обеспечивающее передачу из.делий с цепного транспортера на конвейер.
2.Устройство по пункту 1, о т лич аю щееся тем, что для загрузки изделий на транспортер примепен качающийся рычаг с гнездом для изделия, цриво.ди1Мый в движепие через кулачок, закрецлепный на толкателе, жестко свяЗ:анном с головкой станка, с которого поступают изделия, подлежащие загрузке в следуюнщй агрегат.
3.Устройство по пункту 1, от л ич а ю ще ес;я . что для того,, чтобы цепь промежуточного транспортера не двигалась при холостых ходах отрезного станка, перед,ача движения осуществляется через изделие толкателем, для чего применены закрепленные па цепи выступы,от которого приводится в движет-гие промежуточный цепной транспортер,
4.Устройство по пункту 1, о т л ич а ю еся тем, что включение приспособления, осуществляющего иередачу изделий па конвейерную цепь, произво.дится электрическим способом от соленоида, включаемото только при наличии на цепи промежуточного транспортера пеобходимого количества изделий и при отсутствИ1я движения промежуточного транспортера.
)..L ...
my

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия агрегатных станков для механической обработки поршней и тому подобных деталей | 1950 |
|
SU94814A1 |
| Бункер для загрузки станков | 1950 |
|
SU93712A1 |
| Устройство для автоматического регулирования подачи изделий между агрегатами автоматической линии | 1950 |
|
SU94627A1 |
| Станок для отрезки литников с устройством для возврата отрезанных литников на переплавку | 1950 |
|
SU94187A1 |
| Автоматическое устройство для контроля заданного расположения цилиндрических изделий, в частности поршней, при их транспортировании | 1950 |
|
SU93465A1 |
| Автомат для контроля ширины канавок под поршневые кольца и высоты поршня двигателя внутреннего сгорания | 1950 |
|
SU95869A1 |
| Приспособление для автоматического контроля расположения цилиндрических изделий, в частности поршней, при их обработке | 1950 |
|
SU93394A1 |
| Многошпиндельный автоматический агрегатный сверлильный станок | 1950 |
|
SU93565A1 |
| Устройство для автоматического выключения привода сверлильного шпинделя при увеличении усилия подачи | 1950 |
|
SU93313A1 |
| Машина для упаковки цилиндрических деталей | 1950 |
|
SU93591A1 |

ФавЛ
