(54) УСТРОЙСТВО РЕГУЛИРОВАНИЯ ЖЕСТКОСТИ ПРОКАТНОЙ
КЛЕТИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство диагностики работы непрерывного стана в темпе прокатки | 1981 |
|
SU952396A1 |
| Адаптивный регулятор размеров проката на сортовом стане | 1980 |
|
SU959861A1 |
| Устройство для регулирования натяжения при многониточной прокатке | 1986 |
|
SU1378970A1 |
| Устройство контроля заполнения межклетевого промежутка при многониточной прокатке | 1985 |
|
SU1308411A1 |
| Устройство измерения ширины протягиваемого в валках горячего проката | 1980 |
|
SU956967A1 |
| Устройство выравнивания упругой деформации прокатной клети | 1980 |
|
SU882676A2 |
| Устройство для ситуационного анализа процесса многониточной прокатки | 1988 |
|
SU1507482A1 |
| Устройство регулирования размеров проката на непрерывном стане | 1980 |
|
SU897323A1 |
| Устройство управления натяжением заготовок в многониточной непрерывной группе клетей мелкосортно-проволочного стана | 1985 |
|
SU1276388A1 |
| Устройство для определения номера катающего калибра | 1988 |
|
SU1523206A1 |
1
Изобретение относится к прокатному производству и может быть использовано для измерения длины проката при многониточной прокатке, в схемах управления механизмами и приводами стана, в системах диагностики, авторегулирования технологических параметров процесса прокатки, в автоматизированных системах управления станом с применением управляющих вычислительных машин.
По основному авт. св. № 628969 известно устройство, содержащее корпус, упругий элемент в виде мембраны, под которой установлены, индуктивные датчики перемещения, причем мембрана снабжена опорными ползунами, установленными в корпусе на радиальных направляющих, которые выполнены в виде ходовых винтов и синхронизированы конической передачей 1.
Недостатками известного устройства являются низкая надежность и сложность определения момента входа, выхода и наличия каждого раската в валках клети многониточной прокатки при различных состояниях загрузки соседних ниток и разброса температуры раскатов.
Цель изобретения - упрощение и повышение достоверности определения момента входа, выхода и наличия каждого раската в валках клети при многониточной прокатке путем автоматического , деления и исключения ложных срабатываний.
Цель достигается тем, что устройство регулирования жесткости прокатной клети дополнительно содержит блоки суммирования и вычитания, пороговые элементы, триггеры и логическую схему, причем выходы индуктивных датчиков перемещения соединены со входами блоков суммирования и вычитания, выходы которых соединены со входами логической схемы через последовательно соединенные пороговые элементы и триггеры.
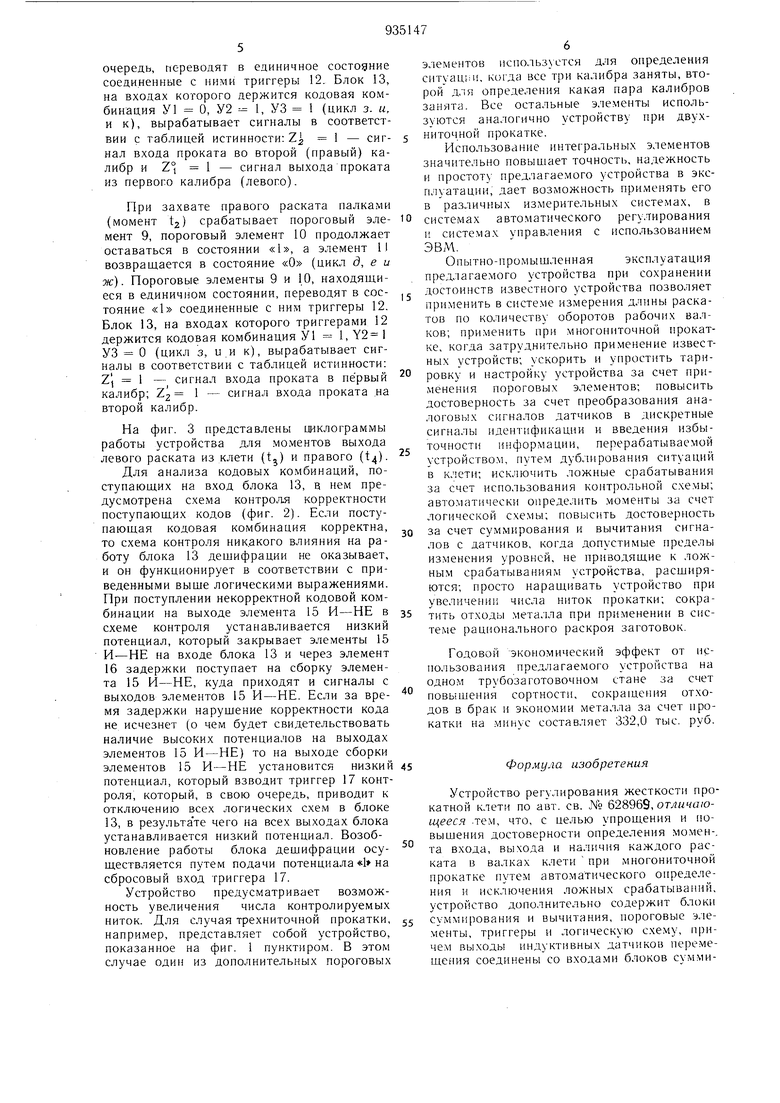
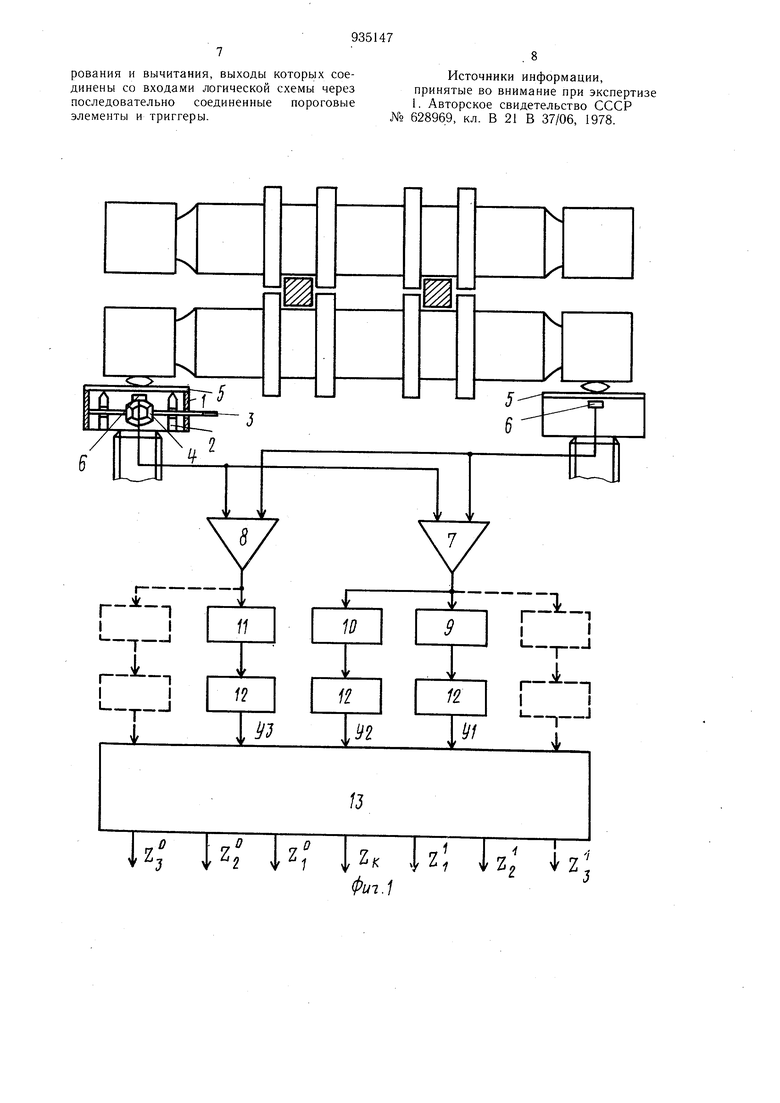
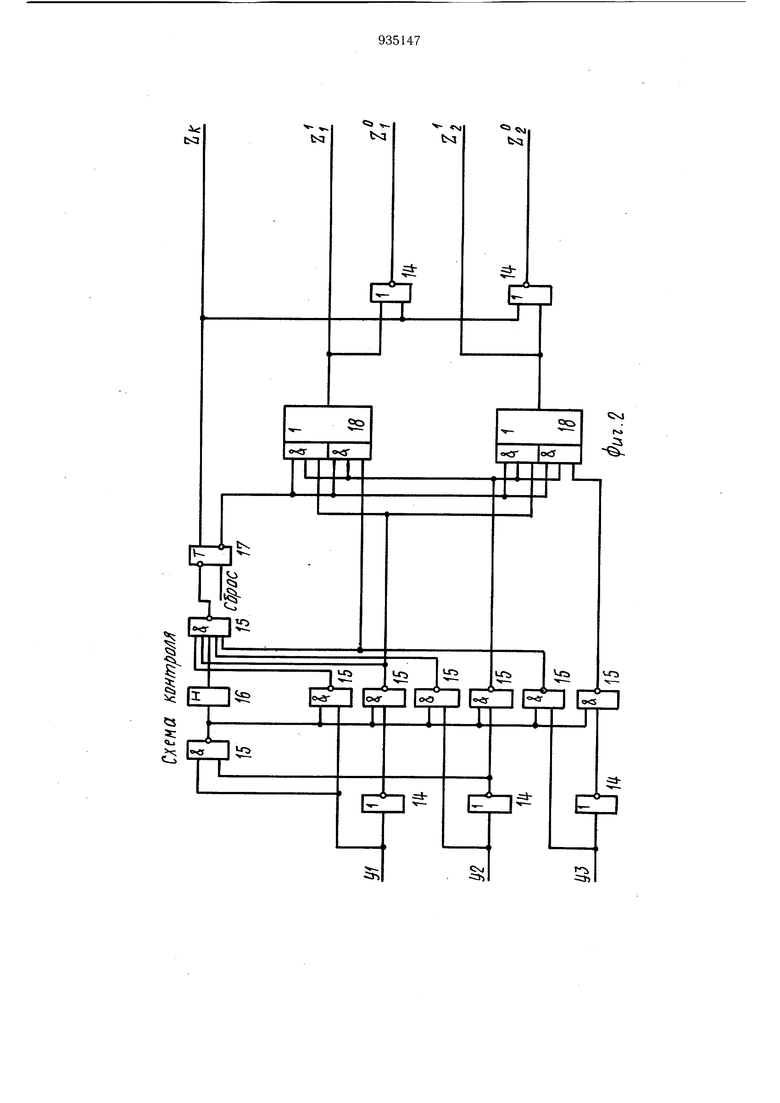
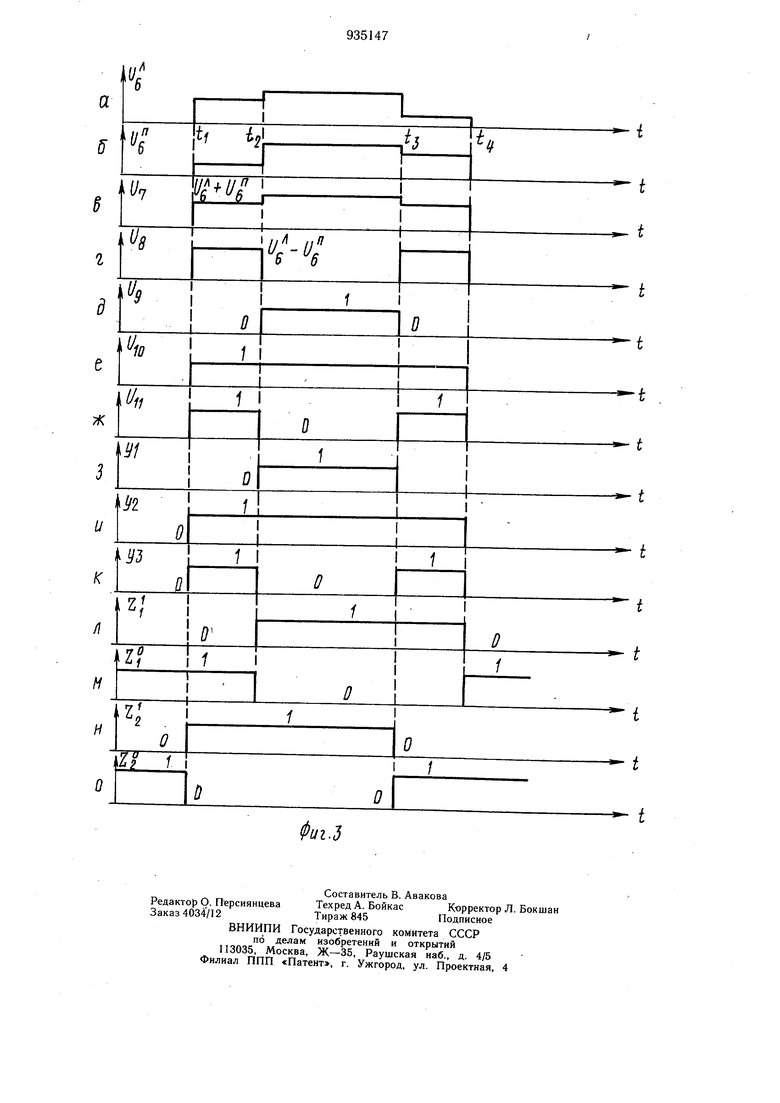
На фиг. 1 представлена структурная схема предлагаемого устройства при двухни точной прокатке (для трехниточной показано пунктиром); на фиг. 2 - логическая схема; устройства; на фиг. 3 - циклограммы работы устройства.
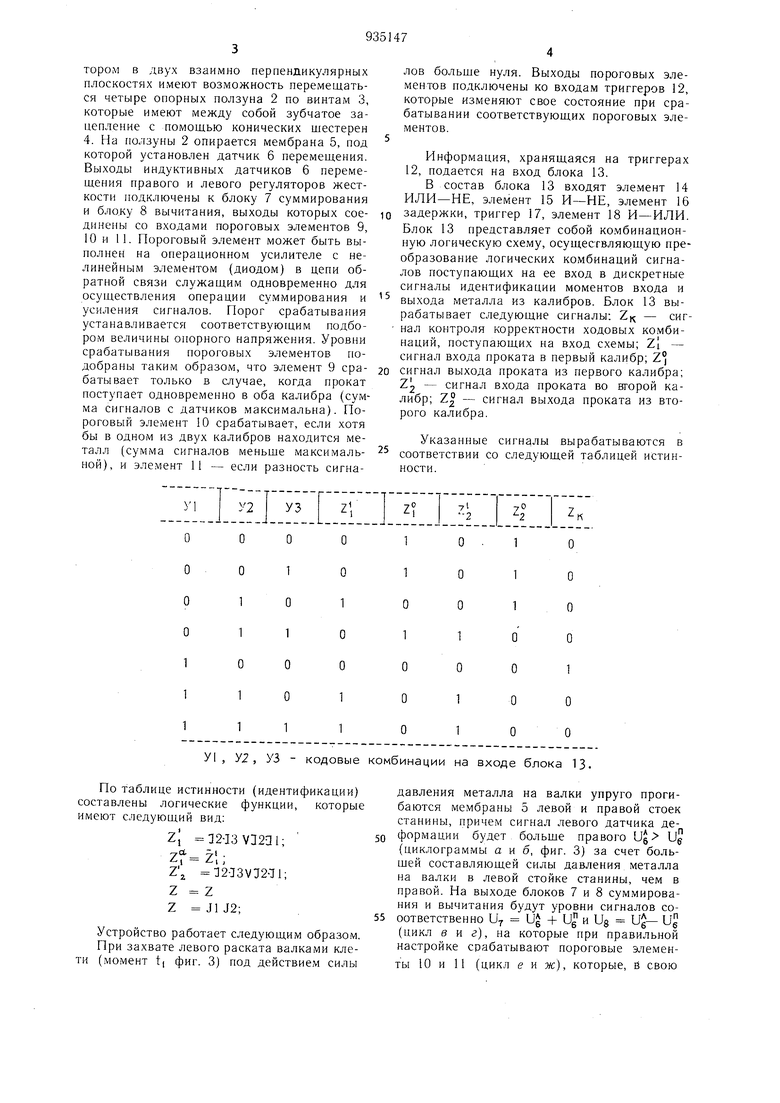
Устройство регулирования жесткости прокатной клети содержит корпус 1, в котором в двух взаимно перпендикулярных плоскостях имеют возможность перемещаться четыре опорных ползуна 2 по винтам 3, которые имеют между собой зубчатое зацепление с помощью конических шестерен 4. На ползуны 2 опирается мембрана 5, под которой установлен датчик 6 перемещения. Выходы индуктивных датчиков 6 перемещения правого и левого регуляторов жесткости подключены к блоку 7 суммирования и блоку 8 вычитания, выходы которых соединены со входами пороговых элементов 9, 10 и 11. Пороговый элемент может быть выполнен на операционном усилителе с нелинейным элементом (диодом) в цепи обратной связи служащим одновременно для осуществления операции суммирования и усиления сигналов. Порог срабатывания устанавливается соответствующи.м подбором величины опорного напряжения. Уровни срабатывания пороговых элементов подобраны таким образом, что элемент 9 срабатывает только в случае, когда прокат поступает одновременно в оба калибра (сумма сигналов с датчиков максимальна). Пороговый элемент 10 срабатывает, если хотя бы в одном из двух калибров находится металл (сумма сигналов меньще максимальной), и элемент 11 - если разность сигнаУ1, У2, УЗ - кодовые комбинации на входе блока 13.
По таблице истинности (идентификации) составлены логические функции, которые имеют следующий вид:
ZJ a2- 3V32ai;
Z Zl;
Z 2a3V32-:i;
Z-7 z.
Z J1J2;
Устройство работает следующим образом. При захвате левого раската валками клети (момент t| фиг. 3) под действием силы
лов больще нуля. Выходы пороговых элементов нодключены ко входам триггеров 12, которые изменяют свое состояние при срабатывании соответствующих пороговых элементов.
Информация, хранящаяся на триггерах 12, подается на вход блока 13.
В состав блока 13 входят элемент 14 ИЛИ-НЕ, элемент 15 И-НЕ, элемент 16
задержки, триггер 17, элемент 18 И-ИЛИ. Блок 13 представляет собой ко.мбинационную логическую схему, осуществляющую преобразование логических комбинаций сигналов поступающих на ее вход в дискретные сигналы идентификации моментов входа и
выхода металла из калибров. Блок 13 вырабатывает следующие сигналы: Ъ - сигнал контроля корректности ходовых комбинаций, поступающих на вход схемы; Zi - сигнал входа проката в первый калибр; Z
сигнал выхода проката из первого калибра; Zj - сигнал входа проката во вгорой калибр; Ъ - сигнал выхода проката из второго калибра.
Указанные сигналы вырабатываются в соответствии со следующей таблицей истинности.
давления металла на валки упруго прогибаются мембраны 5 левой и правой стоек станины, причем сигнал левого датчика деформации будет больще правого U6 Ug (циклограммы а и б, фиг. 3) за счет больщей составляющей силы давления металла на валки в левой стойке станины, чем в правой. На выходе блоков 7 и 8 суммирования и вычитания будут уровни сигналов сооответственно U Ug + Ug и Ug Ug- Ug (цикл в и г), на которые при правильной настройке срабатывают пороговые элементы 10 и 11 (цикл е и ж, которые, и свою
очередь, переводят в единичное состояние соединенные с ними триггеры 12. Блок 13, на входах которого держится кодовая комбинация У1 О, У2 - 1, УЗ 1 (цикл 3. и, и к), вырабатывает сигналы в соответствии с таблицей истинности: Z 1 - сигнал входа проката во второй (правый) калибр и Z° 1 - сигнал выхода проката из первого калибра (левого).
При захвате правого раската палками (момент 12) срабатывает пороговый элемент 9, пороговый элемент 10 продолжает оставаться в состоянии «1, а элемент II возвращается в состояние «О (цикл д, е и ж). Пороговые элементы 9 и 10, находящиеся в единичном состоянии, переводят в соетояние «1 соединенные с ним триггеры 12. Блок 13, на входах которого триггерами 12 держится кодовая комбинация У1 1, Y2 1 УЗ О (цикл 3, к), вырабатывает сигналы в соответствии с таблицей истинности: Zj 1 - сигнал входа проката в первый калибр; Z2 1 - сигнал входа проката на второй калибр.
На фиг. 3 представлены циклограммы работы устройства для моментов выхода левого раската из клети (tj) и правого (14).
Для анализа кодовых комбинаций, поступающих на вход блока 13, в нем предусмотрена схема контроля корректности поступающих кодов (фиг. 2). Если поступающая кодовая комбинация корректна, то схема контроля никакого влияния на работу блока 13 дешифрации не оказывает, и он функционирует в соответствии с приведенными выще логическими выражениями. При поступлении некорректной кодовой комбинации на выходе элемента 15 И-НЕ в схеме контроля устанавливается низкий потенциал, который закрывает элементы 15 И--НЕ на входе блока 13 и через элемент 16 задержки поступает на сборку элемента 15 И-НЕ, куда приходят и сигналы с выходов элементов 15 И-НЕ. Если за время задержки нарущение корректности кода не исчезнет (о чем будет свидетельствовать наличие высоких потенциалов на выходах элементов 15 И-НЕ) то на выходе сборки элементов 15 И-НЕ установится низкий потенциал, который взводит триггер 17 контроля, который, в свою очередь, приводит к отключению всех логических схем в блоке 13, в результате чего на всех выходах блока устанавливается низкий потенциал. Возобновление работы блока дещифрации осуществляется путем подачи потенциала «1 на сбросовый вход триггера 17.
Устройство предусматривает возможность увеличения числа контролируемых ниток. Для случая трехниточной прокатки, например, представляет собой устройство, показанное на фиг. 1 пунктиром. В этом случае один из дополнительных пороговых
элементов используется для определения ситуации, когда все три калибра заняты, второй для определения какая пара калибров занята. Все остальные элементы используются аналогично устройству при двухниточной прокатке.
Использование интегральных элементов значительно повышает точность, надежность и простоту предлагаемого устройства в эксплуатации, дает возможность применять его в различных измерительных системах, в системах авто.матического регулирования и системах управления с использованием ЭВЛ.
Опытно-промышленная эксплуатация предлагаемого устройства при сохранении достоинств известного устройства позволяет применить в системе измерения длины раскатов по количеству оборотов рабочих валков; применить при многониточной прокатке, когда затруднительно применение известных устройств; ускорить и упростить тарировку и настройку устройства за счет применения пороговых элементов; повысить достоверность за счет преобразования аналоговых сигналов датчиков в дискретные сигналы идентификации и введения избыточности информации, перерабатываемой устройством, путем дуб.тирования ситуаций в клети; исключить ложные срабатывания за счет использования контрольной схемы; автоматически определить моменты за счет логической схемы; повысить достоверность за счет суммирования и вычитания сигналов с датчиков, когда допустимые пределы изменения уровней, не приводящие к ложным срабатываниям устройства, расширяются; просто наращивать устройство при увеличении числа ниток прокатки; сократить отходы металла при применении в системе рационального раскроя заготовок.
Годовой экономический эффект от использования предлагаемого устройства на одном трубозаготовочном стане за счет повышения сортности, сокращения отходов в брак и экономии металла за счет прокатки на .минус составляет 332,0 тыс. руб.
Формула изобретения
Устройство регулирования жесткости прокатной клети по авт. св. № 628969, отлинающвеся -тем, что, с целью упрощения и повышения достоверности определения момен-, та входа, выхода и наличия каждого раската в валках клети при многониточной прокатке путем авто.матического определения и исключения ложных срабатываний, устройство дополнительно содержит блоки суммирования и вычитания, пороговые элементы, триггеры и логическую схему, причем выходы индуктивных датчиков перемещегшя соединены со входами блоков суммирования и вычитания, выходы которых соединены со входами логической схемы через последовательно соединенные пороговые элементы и триггеры.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 628969, кл. В 21 В 37/06, 1978.
фи-г.
