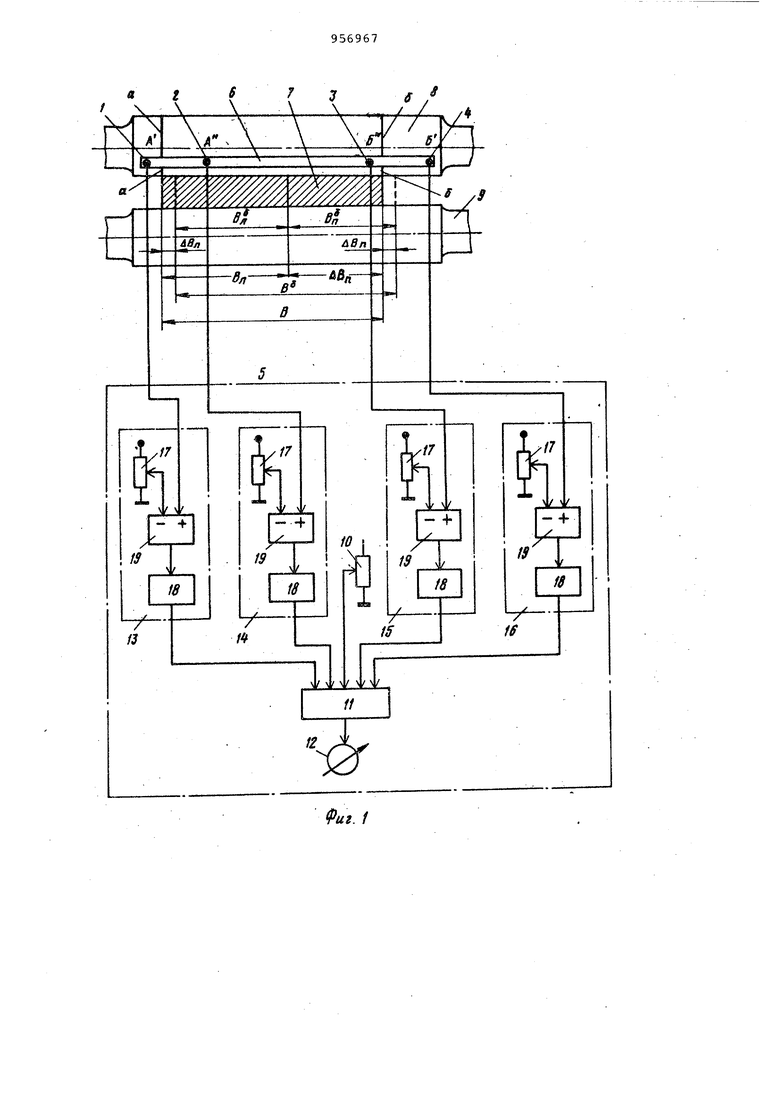
Изобретение относится к измерител i ной технике и может быть использовано для контроля геометрических размеров горячего проката. Известно устройство для измерения ширины прокатываемой полосы, содержа щее фотоимпульсные измерительные головки,установленные над кромками полосы в соответствии с номинальным ее размером,два линейных осветителя,установленных под кромками полосы,регистратор и указатель отклонения ширины полосы 1. Недостатком этого устройства является низкая точность измерения ширины прокатываемой полосы вследствие ее скручивания вокруг продольной оси при выходе из клети. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство измерения ширины протягиваемого в валках горячего проката,содержащее . четыре Термопреобразователя, устанавливаемое с зазором относительно поверхности вёшка по линии его образую щей в точках по обе стороны от каждо го концатеплового отпечаткапрока та на рабочей поверхности валка,и схему обработки сигналов,с которой соединен каждый из термопреобразокателей.При этом схема обработки сигна-; лов выполнена в виде арифметического ; блока определения ширины проката 2, Недостатком известного-устройства является низкая точность измерения из-за неучета погрешностей, вызванных колебаниями температущл проката. Целью изобретений является повышение точности измерений. Для достижения поставленной цели в устройстве измерения ширины протягиваемого в валках горячего проката, содержащем четыре термопреобразователя, устанавливаемые с зазором относительно поверхности валка по линии его образующей в точках по обе стороны от каждого конца теплового отпечатка проката на рабочей поверхности валка, и схему обработки сигналов, с которой соединен каждый из термопреобразователей, схема обработки сигналов выполнена в виде сумматоров потенциометра задания базового размера проката, регистратора и четырех каналов термопреобразовате-лей, каждый из которых содержит потенциометр задания базовой теьшературы термопреобразователя и последовательно соединенные блок вычитания и масштабный блок, неинверсный вход блока вычитания соединен с выходом соответствующего термопреобразователя , а инверсный - с потенциометром задания базовой температуры термопре образователя, входы сумматора соединены с потенциометром задания базового размера проката и выходами .масштабных блоков четырех каналов |Термопреобраэователей, а выход сумMaTqpa - с регистратором. На фиг. 1 приведена схема устройства измерения ширины протягиваемого в валках горячего проката; на фиг.2 график зависимости ширины проката от показаний термопреобразователей; на фиг. 3 - график линеаризованной зависимости ширины проката от показаний термопреобразователей.Устройство измерения ширины протягиваемого в валках горячего проката содержит четыре термопреобразователя 1-4 f соединенных сЪ схемой 5 обработки сигналов и установленных на линейке 6 по одному с обеих ctoрон от каждого конца а тепло вого отпечатка проката 7- на валках 8 и 9, т.е. в точках А и А со стороны левого и в точках Б и Б со стороны правого конца теплового отвечатка, причем расстояние между каждой из пар термопреобразователей 1,2 и 3,4 равно максимально возможному отклонению соответствующей боковой кромки проката 7. Линейка б с термопреобразователем 1-4 устанавлиБается с зазором,вдоль образующей валка 8 со сторюны выхода проката 7 из валков 8 и 9. Схема 5 обработки сигналов выполнена в виде потенциометра 10 задания базового размера проката 7, сумматора 11, регистратора 12 и четырех каналов 13-16 термопреобразователей каждый из которых содержит потенциометр 17 задания базовой температуры термопреобразователя, масштабный блок 18 и блок 19 вычитания, неинверсный вход которого соединен с выходом одного из термопреобразователе 1-4, а инверсный - с потенциометром 17 задания базовой температуры данного термопреобразователя, выход блока 19 вычитания соединен с входом масштабного блока 18, выход которого является выходом данного канала термопреобразователя. Входы сумматора 11 соединены с выходами каналов 13-16 термопреобразователей и потенциометром 10 задания базового размера проката 7, а его выход - с регистратором 12. Температура Т и Т поверхности валка 8 соответственно, в точках А и Б установки внешних (относительно кромок проката) термопреобразователей 1 и 4 зависит от положения кро- ; мок проката относительно этих термопреобразователей и от температуры Т, и Tj теплового отпечатка горячего проката 7 на валке 8 соответственно в точках А и Б установки внутренних (по отношению к кромкам проката) термопреобразователей 2 и 3, т.е. fl(T,B,; 4 ЛТз8„), где Вд и 8п - расстояния от центральной линии прокатки соответственно до левой и правой кромок проката (фиг. 1). При этом измеояемая ширина проката В 8п-В(,. На основании взаимно-однозначного соответствия между значением 8д и парой значений Т и Тг , а также между В и парой значений Т и Т4 зависимости (1) и (2) можно переписать относительно 8 и бп в виде ..T.)i (тз.т4), Каждую из этих зависимостей для ряда фиксированных значений температур 2 иТд можнопредставить упрощенно в виде семейства кривых. Пример такого симейства кривых, выражающих зависимость В от Т, для ряда фиксированных значений Та, показан на фиг.2. Аналогичный вид имеет семейство кривых, выражающих зависимость 6п от Т для ряда фиксированных значений Т . Обозначив базовые (номинальные) значения левой (В) и правой (В) составляющих искомого размера проката 7, т.е. - 2 где В° - суммарный базовый размер проката 7; температур т| и Т, т.е. номинальные значения температур теплового отпечатка на валке 8 в точках А и в , которые соответствуют прокатке металла с номинальной температурой; температур Т и т.е. номинальные значения температур поверхности валка В в точках А и , которые соответст вуют прокатке металла с номинальными размерами и температурой, и разложив в ряд Тейлора функции (3) и (4) в базовых точках (например, точка А на фиг. 2), ограничившись линейными членами ряда, искомую ширину В проката 7 можно записать в виде fS, B 6S.I,(T,-Tfbv,() ii.((T,-Tj), , . Зд где лВл &Вп . f. к - 9п«8п-8п;йТ гТ.Т (U,...,4). Схема обработки Сигналов (фиг.1) осуществляет преобразования сигнало согласно уравнению (5). При этом перед работой устройства предваритель но производится настройка следующих элементов схемы 5 обработки сигналов согласно уравнения (5):-потенциометр 10 задания базового размера проката 7 настраивают на базовый (номинальный) размер проката В°, по тенциометры 17 задания базовой температуры термопреобразователей 1-4 настраивают на соответствующие базовые температуры (Т - Тц, а масштабные блоки 18 - на соответствующие коэффициенты (1, -т- К4 ) . Устройство работает следующим об разом. При измерении ширины В прокатыва емого в валках 8 и 9 горячего прока та 7 на выходах термопреобразователей 1-4, установленных на линейке 6 возникают сигналы, пропорциональные температурам поверхности валка 8 в точках установки этих термопреобразователей. Эти сигнаЗты подаются в схему 5 обработки сигналов на входы соответствующих каналов 13-16 термопреобразователей. В канале каждого теЕ 4опреобразо6ателя 1-4 сигнал этого термопреобразователя посту пает на неинверсный вход блока 19 вычитания, а на инверсный вход блока 19 вычитания поступает сигналс потенциометра 17 задания базовой тем пературы термопреобразователя, который пропорционален базовой температу ре данного термопреобразователя. На выходе блока 19 вычитания получается сигнал, пропорциональный приращению температуры термопреобразователя относительно его базовой, который по ступает на вход масштабного блока 18, где происходит преобразование сигнала, пропорционального прираще,нию температуры, в сигнал, пропорциональный соответствующему приращению размера. Сигналы с выходов масштабных блоков 18, являющиеся выходными сигналами каналов 13-16 термопреобразователей/ и сигнал потенциометра 10 задания базового ьТ размера проката 7 поступают на со- ответствующие входы сумматора II, на выходе которого формируется сигнал, пропорциональный измеренной шиР ® проката 7, который поступает на регистратор 12. Таким образом, устройство позволяет повышать точность измерения ширины листового и сортового проката за счет четырехкансшьной схеь« обработки сигналов термопреобразователей, учитывающей влияние колебаний температуры проката от номинальной. 1. - .,, Формула изобретения Устройство измерения ширины протягиваемого в валках горячего проката, содержгицеё четыре термопреобразователя, устанавливаемые с зазором относительно поверхности валка по линии его образующей в точках по обе стороны от каждого конца теплового отпечатка проката на рабочей по- . верхности валка, и схему обработки сигналов, с которой соединен из термопреобразователей, отличающееся тем, что, с целью повышения точности измерения, схема обработки сигналов выполнена в виде сумматора, потенциометра задания базового размера проката, регистратора и четырех каналов тер- мопреобразователей, каждый из которых содержит потенциометр задания базовой темиературы термопреобразователя и последовательно соединенные блок вычитания и масштабный блок, неинверсный вход блок вычитания соединен с выходом соответствующего термопреобразователя, а инверсный - с потенциометром задания базовой температуры термопреобразователя, входы сумматора соединены с потенциометром задания базового размера прюката и выходами масштабных блоков четырех каналов термопреобразователей, а выход сумматора с регистратором. Источники информации, принятые во внимание при экспертизе 1,Зарезанков Г.Х. Фотоэлектрояные приборы автоматического контроля размеров проката. М., Гос. науч.техн. изд-во литературы по черной и цветной металлургии, 1962, с. 75-86. 2.Авторское свидетельство СССР 807041, кл. G 01 В 7/04, 1981 (прототип). «I / УЛ Л
иг. 1 y,-,

| название | год | авторы | номер документа |
|---|---|---|---|
| Адаптивный регулятор размеров проката на сортовом стане | 1980 |
|
SU959861A1 |
| Способ измерения размеров протяги-ВАЕМОгО B ВАлКАХ гОРячЕгО PACKATA | 1979 |
|
SU807041A1 |
| Устройство регулирования размеров проката на непрерывном стане | 1980 |
|
SU897323A1 |
| Устройство диагностики работы непрерывного стана в темпе прокатки | 1981 |
|
SU952396A1 |
| Устройство регулирования жесткости прокатной клети | 1980 |
|
SU935147A2 |
| Устройство регулирования жесткостипРОКАТНОй КлЕТи | 1979 |
|
SU827205A2 |
| Устройство для измерения усилий при непрерывной прокатке | 1979 |
|
SU929265A1 |
| Устройство для измерения параметров внутренних волн в море | 1983 |
|
SU1143973A1 |
| Устройство для контроля проката | 1982 |
|
SU1027600A1 |
| Устройство совмещенного регулирования продольной и поперечной разнотолщинности полосы в процессе прокатки | 1980 |
|
SU899183A1 |