00
00
о
Изобретение относится к прокатному производству, а именно к автоматизации многониточных прокатных станов.
Цель изобретения - повышение точности проката путем уменьшения натяжения при многониточной прокатке.
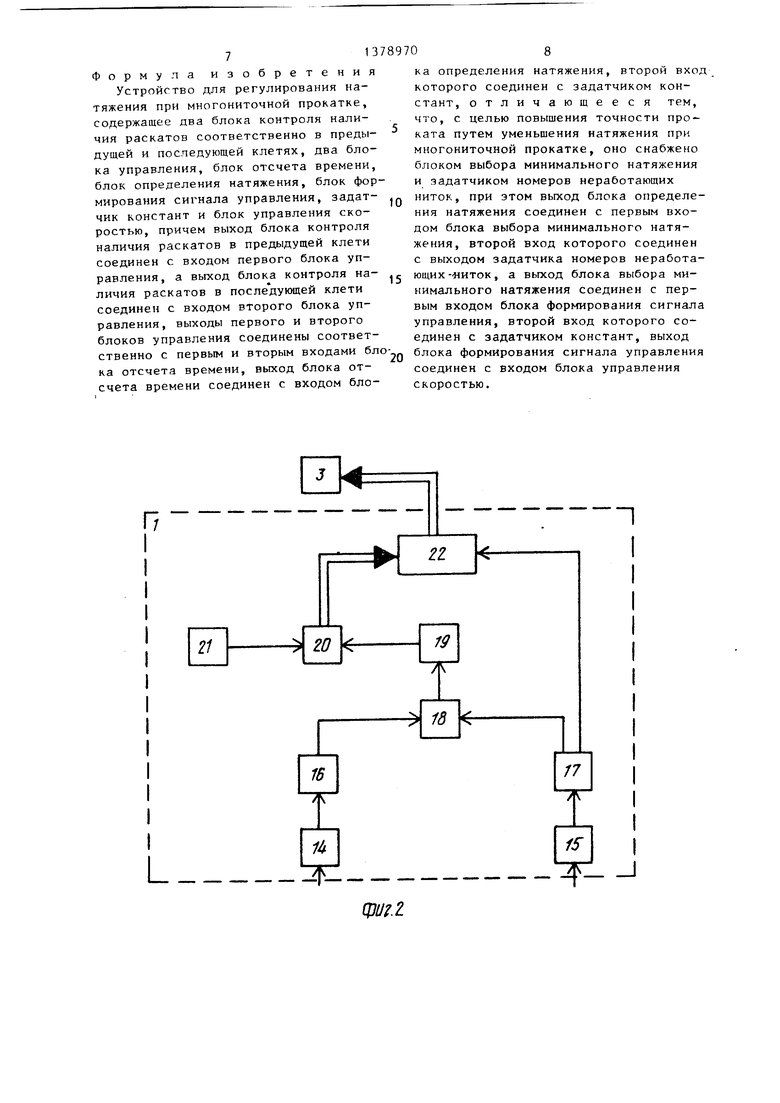
На фиг.1 представлена структурная схема устройства для регулирования натяжения при многониточной прокатке; на фиг.2 - блок-схема блока контроля наличия раскатов;на фиг.З - блок-схема блоков управления и их связи с блоками индикации и блоком отсчета времени; на фиг.4 - блок-схема блока отсчета времени перемещения переднего конца; на фиг.З - блок схема блока определения натяжения и его связи с блоком отсчета времени и блоком выбора минимального натяжения на фиг.6 - блок-схема выбора минимального натяжения и его связи с блоком формирования сигнала управления, за- датчиком номеров неработающих ниток и блоком определения натяжения.
сигнала управления соединен с входом блока 9 управления скоростью.
Устройство работает следующим образом .
В блоках 1 и 2 осуществляется контроль наличия раскатов соответственно в предыдущей и последующей клетях. Блок 1 содержит блоки 14 и 15 измерения усилия на валки с привод
и неприводной Р
Ht
сторон,
ной
блоки 16 и 17 определения измерения усилий dРп, и Рц- , блок 18 вычисления, блок 19 запоминания, блок
20определения номеров калибров (ниток), по которым идет прокатка, блок
21расчета и запоминания величин отношения расстояний от прилагаемой силы до точек опоры по размерам монтажа калибров на валке, блок 22 индикации наличия раскатов.
Блок 1 работает следующим образом. При прокатке раската по любой нитке справедливо равенство
Ini
1
р« Pf.
(1)
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления натяжением заготовок в многониточной непрерывной группе клетей мелкосортно-проволочного стана | 1985 |
|
SU1276388A1 |
| Устройство управления загрузкой заготовок в многониточный сортовой стан | 1982 |
|
SU1041185A1 |
| Устройство для регулирования скоростного режима при непрерывной прокатке | 1987 |
|
SU1516157A1 |
| Формирователь циклов многопроходной прокатки | 1987 |
|
SU1437122A2 |
| Устройство для определения этапов прокатки | 1988 |
|
SU1533796A2 |
| Система программного управления механизмами установки валков обжимной клети винтовой прокатки | 1987 |
|
SU1537340A1 |
| Система управления реверсивным станом холодной прокатки | 1983 |
|
SU1156755A1 |
| Система стабилизации размеров проката | 1985 |
|
SU1271601A1 |
| Устройство для определения момента выхода торца раската из очага деформации обжимной клети | 1986 |
|
SU1342550A1 |
| Устройство регулирования жесткости прокатной клети | 1980 |
|
SU935147A2 |
Изобретение относится к прокатному производству и может использоваться при. автоматизации многониточных прокатных станов. Цель изобретения - повышение точности проката путем уменьшения натяжения при многониточной прокатке. Устройство содержит блоки 1 и 2 контроля наличия раскатов соответственно в предыдущей и последующей клетях, блоки 3 и 4 управления счетчиком, блок 5 отсчета времени, блок 6 определения натяжения, блок 10 выбора минимального натяжения, блок 7 формирования сигнала управления, эадатчик 8 констант, за- датчик 7 номеров неработающих ниток, блок 9 управления скоростью. Устройство идентифицирует номер нитки заданного в стан раската, измеряет скорость переднего и заднего концов всех раскатов, осуществляет выбор нитки, имеющей минимальное кинематическое натяжение, и по рассогласованию скоростей переднего и заднего концов этой нитки производит настройку стана. 6 ил. с (О (Л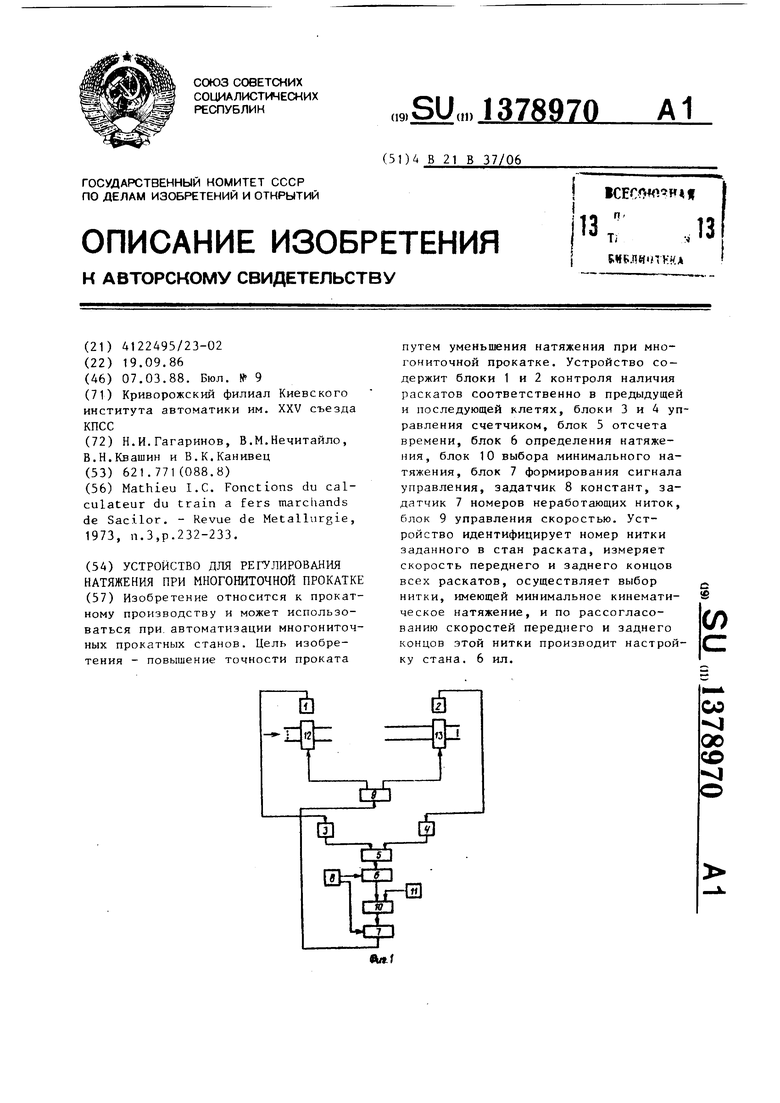
Устройство для регулирования натяжения при многониточной прокатке содержит блоки 1 и 2 контроля наличия раскатов соответственно в предыдущей и последующей клетях, блоки 3 и 4 управления, блок 5 отсчета времени, блок 6 определения натяжения, блок 7 формирования сигнала управления, за- датчик 8 констант, блок 9 управления скоростью, блок 10 выбора минимального натяжения и задатчик 11 номеров неработающих ниток, причем выход блока 1 контроля наличия раскатов в предыдущей клети соединен с входом первого блокд 3 управления, выход блока
2контроля наличия раскатов в последующей клети соединен с входом второго блока 4 управления. Выходы блоков
3и 4 соединены соответственно с первым и вторым входами блока 5 отсчета времени, выход которого соединен с первым входом блока 6 определения натяжения. Второй вход блока 6 соединен с задатчиком 8 констант, а выход с первым входом блока 10 выбора минимального натяжения, второй вход которого соединен с задатчиком 11 номеров неработающих ниток, выход - с первым входом блока 7 формирования сигнала управления, второй вход которого соединен с выходом задатчика 8 констант. Выход блока 7 формирования
0
0
0 5
5
где 1., и 1
5 лр
П1
и Л Р
Hi
расстояния от точки приложения силы (усилия прокатки по нитке) до опор соответственно с приводной и неприводной сторон;
изменение давления на валки соответственно с приводной и неприводной сторон при входе (выходе) раската, осуществляют измеБлоки 14 и 15 рение усилий прокатки с приводной
HI
Р„, и неприводной Р.,- сторон. В
n l блоках
16 и 17 осуществляется запоминание полученных значений Р ,, и р , при последующем входе раската в валки и усилиях Р РН определяются изменения усилий:
Р
- Р,
Р
- Р
Н 1
(2) (3)
значения которых поступают в блок 18.
При ЛР п; 7 ЛРррр блок 16 ИНИЦИирут расчет по формуле (1) в блоке
рассчитанное значение
ЛР
Ц1
АРг
перезаписывается в блок 19. йР„«р пороговое значение изменения усилия при входе-выходе раската. В блоке 20 определяется номер калибра, в котором произопкл захват раската, определение осуществляется путем сравне4Р«) ния величины, поступающей из
nj
блока 19, с табличными значениями, поступающими из блока 21. В блоке 21 по введенным заранее, до прокатки, исходным данным осуществляется расi „ Ь
чет отношения расстоянии -- от
н
прилагаемой силы до точек опоры по размерам монтажа калибров на валке, при этом в таблице блока 21 номер
„ 1п строки значении -- соответствует но1ц
меру калибра, в котором осуществляется прокатка.
Из блока 20 сравнения номер калибра, в котором произошел захват (выброс) раската, поступает на блок 22 индикации.
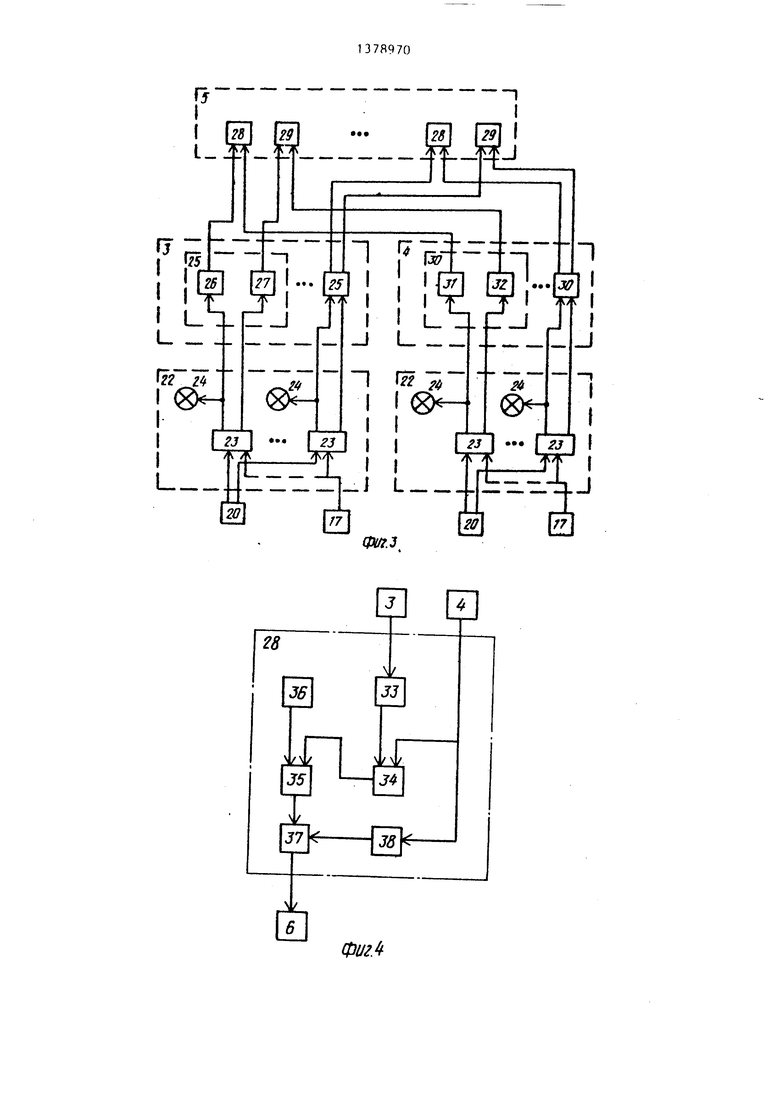
В блоке 17 осуществляется анализ ЛР, при Р 7 О вырабатывается сигнал Вход раската в валки, при ЛР О - Выход раската из валков. Сигналы с выхода блока 17 поступают на вход блока 22, в котором осуществляется индикация наличия раскатов. Блок 22 индикации состоит из наборов триггер-индикатор для каждой прокатываемой нитки.
Из блока 20 определения номера калибра сигнал поступает на один из входов триггера 23, на второй вход зтого триггера из блока 17 поступает сигнал 1 - Вход раската в валки при йР 7 О или О - Выход
20
25
30
35
40
и 27. При входе раската в клеть 12 с прямого выхода триггера 23, вклю чающего индикатор 2А, сигнал перед ется на одновибратор 26, который в чает блок 28 отсчета времени перем щения переднего конца. При выходе раската из клети 12 одновибратор 2 запускается по сигналу г инверсног выхода триггера 23, при этом однов ратор 27 включает блок 29 отсчета времени перемещения заднего конца. Блоки 28 и 29 отсчета времени пере мещения соответственно переднего и заднего концов, входящие в состав блока 5 отсчета времени, отключают вторым блоком 4 управления.
Второй блок 4 управления работае так же, как и первый блок 3 управле ния, и содержит блоки 30 управления счетчиком по ниткам. Каждый блок 30 управления счетчиком по нитке включает одновибраторы 31 и 32. При вхо раската в клеть 13 из блока 22 индикации, входящего в состав блока 2 с прямого выхода триггера 23 сигнал 1 передается на одновибратор 31, который выключает блок 29 отсчета времени перемещения переднего конца При выходе раската из клети 13 с ин версного выхода Триггера 23 поступа ет сигнал, запускающий одновибратор 32, по сигналу которого выключается блок 29 отсчета времени перемещения заднего конца.
Блок 5 отсчета времени содержит для каждой нитки блок 28 отсчета вр мени перемещения переднего конца и блок 29 отсчета времени перемещения заднего конца, так как при четырех- ниточной прокатке требуется восемь счетчиков. Блоки 28 и 29 по структу ре идентичны. Блок 28 отсчета времени перемещения переднего конца со держит одновибратор 33, триггер 34,
I -Г-. . , , - .J
раската из валков при ЛР О, Триг- логический элемент И-НЕ 35, генера- гер 23, соответствующий данному но- тор 36, счетчик 37 и элемент 38 вы- меру калибра, устанавливается в содержки времени.
стояние 1, включая индикатор 24 при входе раската в валки, или сбрасывается в состояние О при выходе раската и выключает индикатор 24.
Сигналы из блока 22 индикации поступают на первый блок 3 управления, включающий блоки 25 управления счетчиком по ниткам; при четьфехниточной прокатке должно быть четыре блока 25. Каждый блок 25 управления счетчиком по нитке содержит одновибраторы 26
0
5
0
5
0
5
0
и 27. При входе раската в клеть 12 с прямого выхода триггера 23, включающего индикатор 2А, сигнал передается на одновибратор 26, который вклю чает блок 28 отсчета времени перемещения переднего конца. При выходе раската из клети 12 одновибратор 27 запускается по сигналу г инверсного выхода триггера 23, при этом одновибратор 27 включает блок 29 отсчета времени перемещения заднего конца. Блоки 28 и 29 отсчета времени перемещения соответственно переднего и заднего концов, входящие в состав блока 5 отсчета времени, отключаются вторым блоком 4 управления.
Второй блок 4 управления работает так же, как и первый блок 3 управления, и содержит блоки 30 управления счетчиком по ниткам. Каждый блок 30 управления счетчиком по нитке включает одновибраторы 31 и 32. При входе раската в клеть 13 из блока 22 индикации, входящего в состав блока 2, с прямого выхода триггера 23 сигнал 1 передается на одновибратор 31, который выключает блок 29 отсчета времени перемещения переднего конца. При выходе раската из клети 13 с инверсного выхода Триггера 23 поступает сигнал, запускающий одновибратор 32, по сигналу которого выключается блок 29 отсчета времени перемещения заднего конца.
Блок 5 отсчета времени содержит для каждой нитки блок 28 отсчета вре- мени перемещения переднего конца и блок 29 отсчета времени перемещения заднего конца, так как при четырех- ниточной прокатке требуется восемь счетчиков. Блоки 28 и 29 по структуре идентичны. Блок 28 отсчета времени перемещения переднего конца содержит одновибратор 33, триггер 34,
I -Г-. . , , - .J
логический элемент И-НЕ 35, генера- тор 36, счетчик 37 и элемент 38 вы-
5
держки времени.
Блок 28 отсчета времени перемещения переднего конца работает следую- 0 щим образом. По сигналу l из первого блока 3 управления счетчиком одновибратор 33 вырабатывает импульс, поступающий на вход триггера 34. На выходе Триггера 34 вырабатывается сигнал, поступающий на логический элемент И-НЕ 35, при этом последний пропускает сигнал с генератора Зь на вход счетчика 37. Останов счета им
пульсов счетчиком 37 осуществляется по сигналу из второго блока 4 управления. Сигнал из блока 4 поступает на второй вход триггера ЗА, устанав -чиваюший его в исходное состояние, fin выходе триггера 34 вырабатываетс сигнал, закрывающий логический элемент И-НЕ 35, Счет импульсов счетчиком 37 прекращается, и по сигналу l, поступающему из блока 4 через элемент 38 выдержки времени, осу ществляется передача значения счетчика 37 в блок 6 и сброс счетчика, Переданное значение из счетчика 37 в блок 6 соответствует времени про- хол- дения переднего конца раската в межклетевом промежутке.
Блок 29 отсчета времени перемещения заднего конца работает иденти но. Значения времени перемещения переднего и заднего концов соответственно из блоков 28 и 29 поступают в блок b определения натяжения.
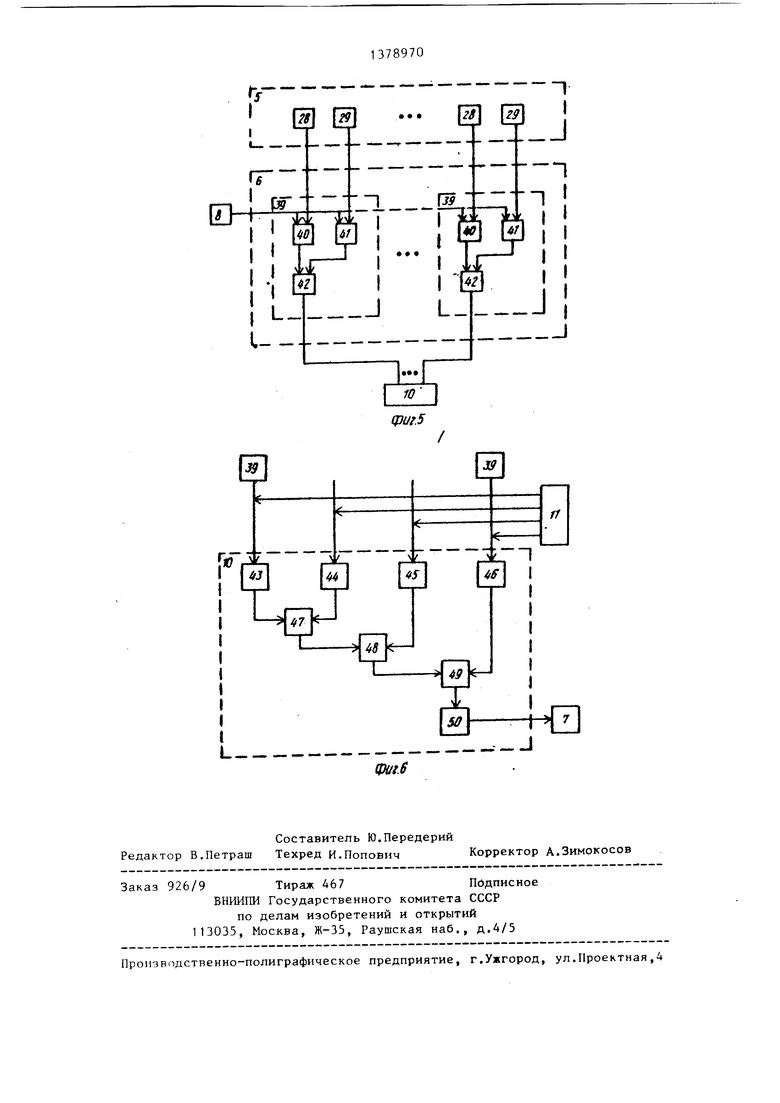
Блок 6 определения натяжения со- Д13РЖИТ в случае четырехниточной прокатки четыре блока 39 определения натяжения по нитке. Каждый блок 39 включает блоки 40 и 41 деления и блок 42 вычитания. В блоке 40 деления осуществялется расчет скорости V перемещения переднего конца по соотношению
S
где S величина межклетевого промежутка;
время перемещения переднего конца от клети 12 до клети 13. В блоке 41 осуществляется расчет
V ца по соотношению
1„ скорости Vj перемещения заднего конгде
Ч время перемещения заднего конца от клети 12 до клети 13. Значение S вводится в блоки 40 и 41 деления до прокатки с помощью задатчика 8 констант. По сигналу из блока 41 деления в блоке 42 вычитания осуществляется определение разности iV скоростей переднего и заднего концов в межклетевом промежутке (/IV Vn - V). Значение V передается
10
15
789706
в соответствую1ций регистр памяти блока 10 выбора минимального натяжения. Блок 10 выбора минимального значения натяжения включает регистры 43-4Ь памяти, элементы 47-49 сравнения и рабочий регистр 50 и работает следующим образом. По сигналу из блока 39 определения натяжения по нитке значение натяжения запоминается в соответствующем для данной нитки одном из регистров 43-46 памяти. Из регистров памяти значения натяжений поступают в блоки 47-49 сравнения, в которых последовательным сравнением достигается выбор минимально
в рабочий регистр 50.
Из блока 10 выбора минимального натяжения в блок 7 формирования сигнала управления поступает сигнал, содержащий значение этого натяжения (). ri блоке 7 осуществляется сравнение /IV с заданным допустимым минимальным значением iV, и определение величины коррекции скорости dV 4V - Значение 4 V,, поступает в блок 7 от задатчика 8 констант ,
По ДУ, определяется изменение частоты вращениями главного привода:
5
0
5
0 5
где
лп
1
D и V и i
i D
передаточное число редуктора;катающий диаметр валка.
Значение dn из блока 7 формирования сигнала управления поступает в блок 9 управления скоростью, который осуществляет изменение скорости привода на величину Дп.
Если на стане нет,прокатки по каким-либо ниткам, оператор стана за- датчиком 11 задает номера неработающих ниток, при этом задатчик 11 формирует и передает в блок 10 сигнал, пропорциональный значению максимального натяжения, что позволяет исключить значение натяжения, получен- Н1.;е ранее по этой нитке.
Задатчик 11 обеспечивает универсальность устройства по количеству прокатываемых ниток, устройство применимо как для двухниточного, так и для четырехниточ}1ого стана.
Эффективность устройства заключается в повышении точности проката за счет уменьщения натяжения при многониточной прокатке.
13
7 Формула изобретения
Устройство для регулирования натяжения при многониточной прокатке, содержащее два блока контроля наличия раскатов соответственно в преды- дущей и последующей клетях, два блока управления, блок отсчета времени, блок определения натяжения, блок формирования сигнала управления, задат- чик констант и блок управления скоростью, причем выход блока контроля наличия раскатов в предыдущей клети соединен с входом первого блока управления, а выход блока контроля на- личия раскатов в последующей клети соединен с входом второго блока управления, выходы первого и второго блоков управления соединены соответственно с первым и вторым входами блка отсчета времени, выход блока отсчета времени соединен с входом блоIь,
я
8
ка определения натяжения, второй вход которого соединен с задатчиком констант, отличающееся тем, что, с целью повышения точности проката путем уменьшения натяжения при многониточной прокатке, оно снабжено блоком выбора минимального натяжения и задатчиком номеров неработающих ниток, при этом выход блока определения натяжения соединен с первым входом блока выбора минимального натяжения, второй вход которого соединен с выходом задатчика номеров неработающих --ниток, а выход блока выбора минимального натяжения соединен с первым входом блока формирования сигнала управления, второй вход которого соединен с задатчиком констант, выход блока формирования сигнала управления соединен с входом блока управления скоростью.
фи.2.
0
W.J
| Mathieu I.C | |||
| Fonctions du cal- culateur du train a fers marchands de Sacilor | |||
| - Revue de Metalliirgie, 1973, П.З,p.232-233. |
