Особенмость осуществления металлизапиопных работ путем распы.теимя заключается з , что при iianccciinn первого е.юя покрытия од11овременно с распы.теппем ,т.-;; произГ)О;1,птся нагрев поверхноети изделия под поступаюпгеп ма нее метал.тическо пылью. Расиылепие металл при панесеппи neiiBoro слои гюкртлтия И кк1звод5;т при НСМ01ЦИ пептрал1 пого газа.
Оппсываелгый д.ля осхчцесгв.тепия тако1о способа 1)личается от нзБестпь Х тем, что д;;я одиовре:.;еп};ого аспьыенпя ieтaлла и паг)ева поверхностп из:1,елия, на котор ю поступает металлическая пы.и-,, применены дополппте, уго.п, элект|Х1ДЫ д,тя образования BTcpoii эле1чгрпческои ;1уп, когопье ;1ас.пол() перс-д ме№ 93514- 2 -
таллическимн э.сктродами. Угольные электроды смонтированы на кронштейнах аппарата с возможностью отвода их в сторону.
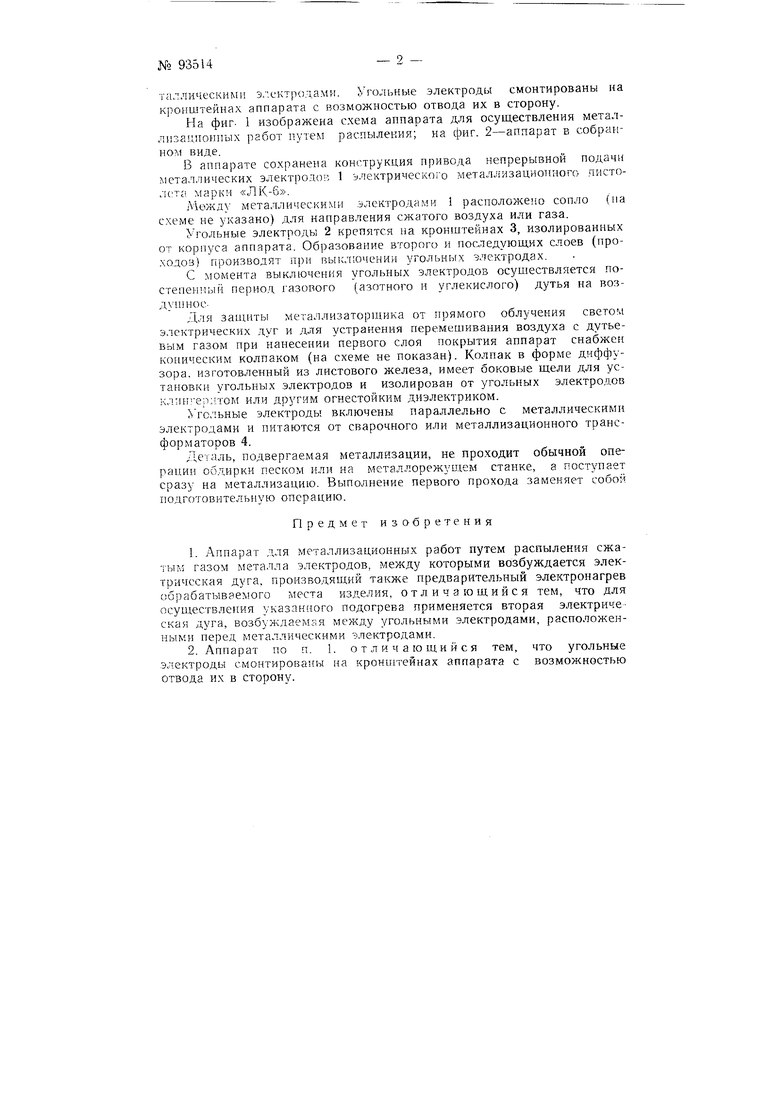
На фиг- 1 изображена схема аппарата для осуществления металлнзационпых работ путем распыления; на фиг. 2-аппарат в собранном виде.
В аппарате сохранена конструкция привода непрерывной подачи металлических электроде -. 1 электрического метал,; изациоп.ного пистолета марки «ЛК-6.
Между металлическими электродами расположено сопло (па схеме не указано) для направления сжатого воздуха или газа.
Угольные электроды 2 крепятся на кронштейнах 3, изолированных от корпуса аппарата. Образование второго и последующих слоев (проходов) производят при выключении угольных электродах.
С момента выключения угольных электродов осушествляется ностепен ;з1Й периол, газового (азотного и углекислого) дутья на воздун1ноеД.ля металлизаторншка от прямого облучения светом электрических дуг и для устранения перемешивания воздуха с дутьевым газом при нанесении первого слоя покрытия аппарат снабже: коническим колпаком (на схеме не показан). Колпак в форме диффузора, изготовленный из листового железа, имеет боковые щели для установки угольных электродов и изолирован от угольных электродов клнн-ерлтом или другим огнестойким диэлектриком.
Игольные электроды включены параллельно с металлическими электродами и питаются от сварочного или металлизационного трансформаторов 4.
Деталь, подвергаемая металлизации, не проходит обычной операции обдирки песком или на металлорежущем станке, а поступает сразу на металлизацию. Выполнение первого прохода заменяет собой подготовительную операцию.
Предмет изобретения
1.Аппарат для металлизационных работ путем распыления сжатым газом металла электродов, между которыми возбуждается электрическая дуга, производящий также предварительный электронагрев обрабатываемого места изделия, отличающийся тем, что для осунлествления указанного подогрева применяется вторая электрическая дуга, возбуждаем-ая между угольными электродами, расположенными перед металлическими электродами.
2.Аппарат по п. 1. отличающийся тем, что угольные электроды смонтироЕ5аиы на кронштейнах аппарата с возможностью отвода их в сторону.
LA/vV AAA W
f4
%,о .
:v ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрической металлизации | 1958 |
|
SU121004A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОГО НАПЫЛЕНИЯ ПОКРЫТИЯ | 2019 |
|
RU2715827C1 |
| Способ введения графита натиранием при металлизации стальных изделий | 1959 |
|
SU123819A1 |
| Электрометаллизатор | 1950 |
|
SU91637A1 |
| Способ термической обработки стальных покрытий | 1958 |
|
SU123987A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 2008 |
|
RU2386720C1 |
| Установка для электродуговой металлизации | 1958 |
|
SU116152A1 |
| Способ металлизации изделий | 1983 |
|
SU1123744A1 |
| ИНТЕГРАЛЬНАЯ СХЕМА СВЧ | 2020 |
|
RU2803110C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МЕТАЛЛОПОЛИМЕРНОГО ПОКРЫТИЯ | 2019 |
|
RU2725785C1 |
:
V
Фкг. 2
