(54) СОЕДИНЕНИЕ ДЕТАЛЕЙ ВСТЫК
| название | год | авторы | номер документа |
|---|---|---|---|
| Соединение деталей встык | 1978 |
|
SU735836A1 |
| Соединение деталей встык | 1981 |
|
SU1008521A1 |
| УСТРОЙСТВО ДЛЯ ЗАТЯЖКИ ТЯЖЕЛОНАГРУЖЕННЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ БОЛЬШОГО ДИАМЕТРА | 1997 |
|
RU2137951C1 |
| Соединение двух деталей встык | 1979 |
|
SU812994A1 |
| Устройство для установки резца в начальное положение при нарезании резьбы | 1978 |
|
SU733896A1 |
| Пистолет для приварки шпилек | 1980 |
|
SU912436A2 |
| УЗЕЛ НЕПОДВИЖНЫХ ЛОПАТОК ДЛЯ ОБЛЕГЧЕННОГО ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, СОДЕРЖАЩИЙ, ПО МЕНЬШЕЙ МЕРЕ, ОДИН ТАКОЙ УЗЕЛ НЕПОДВИЖНЫХ ЛОПАТОК | 2009 |
|
RU2515694C2 |
| Патрон к механизированным ручным инструментам | 1981 |
|
SU1061980A1 |
| Устройство для приварки по копиру шпилек в стык к листовому металлу | 1933 |
|
SU39890A1 |
| БЫСТРОДЕЙСТВУЮЩАЯ РАЗДВИЖНАЯ ГАЙКА | 1973 |
|
SU391297A1 |
1
Изобретение относится к машиностроению и может быть использовано для соединения деталей, имеющих тонкие несущие оболочки с легким заполнителем между ними, подверженных воздействию повышенных статических, динамических и переменных нагрузок.
По основному авт. св. № 735836 известно соединение деталей встык при помощи щпилек, установленных в осевые отверстия деталей и опорных штифтов, размещенных в радиальных отверстиях деталей. В радиальных отверстиях установлены также клиновые элементы, взаимодействующие соответственно с одним концом щпильки и с распорной гайкой, навернутой на другой конец щпильки 1.
Однако оно не обеспечивает пpoчнoctи и надежности при соединении деталей с тонкими несущими оболочками с легким заполнителем между ними, так как они разрушаются в результате действия контактного давления, распределенного по косинусоидальному закону на ширине клинового штифта.
Увеличение толщины несущих оболочек или увеличение ширины окантовочного шпангоута до размеров, когда бы прочность была обеспечена, не дает преимуществ, так как соответственно увеличивается и вес стыкового узла.
Цель изобретения - повышение надеж5 иости и прочности крепления.
Указанная цель достигается тем, что в соединении деталей встык, содержащем резьбовые шпильки с гайками и опорные штиф 0 ты, установленные в соответствующих осевых и радиальных отверстиях соединяемых деталей, снабженном клиновыми щтифтами, установленными в радиальных отверстиях соединяемых деталей, и дополнительными гайками, установленными в радиаль5 ных отверстиях одной из соединяемых деталей, каждый клиновой штифт образован двумя упругими дуговыми консолями, расположенными симметрично относительно оси шпильки, выполненными за одно целое
20 с соответствующим опорным щтифтом и имеющими наружный диаметр дуг, равный диаметру радиального отверстия, в котором они размещены.
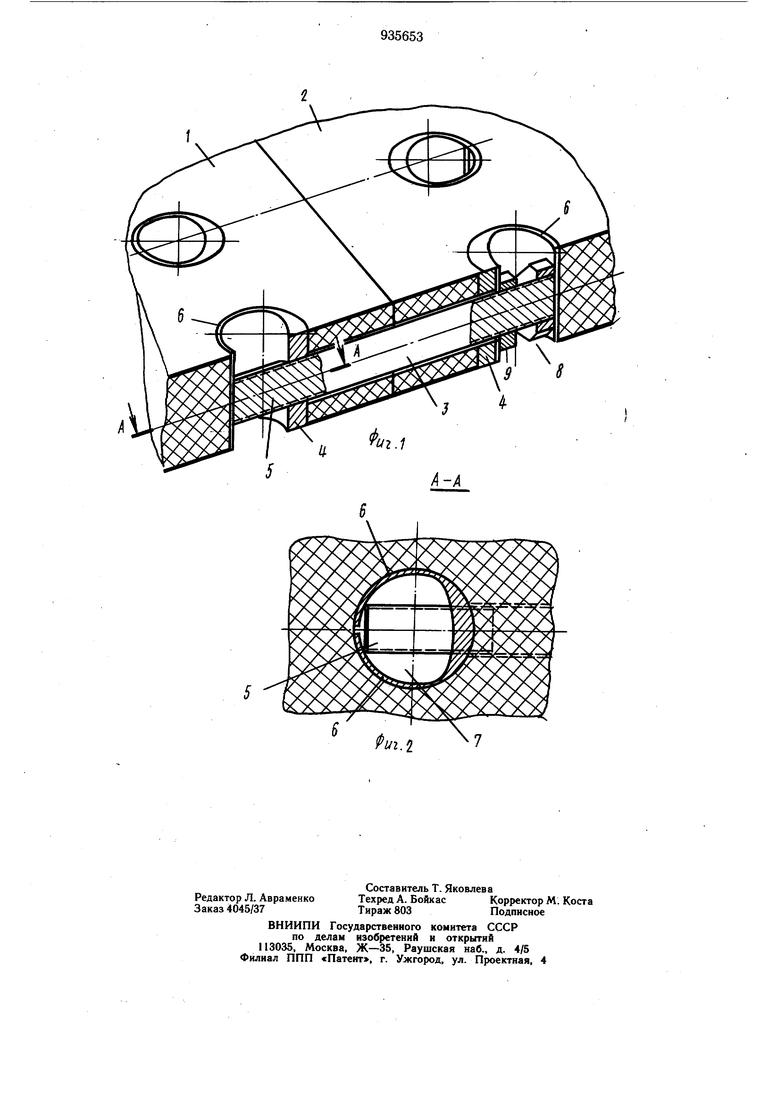
На фиг. 1 показано соединение, общий вид; на фиг. 2 - разрез по А-А на фиг. 1.
Соединение деталей 1 и 2 состоит из резьбовых шпилек 3, опорных штифтов 4 с резьбовым отверстием под резьбовой конец 5 шпильки 3, установленных в радиальных отверстиях Деталей. Опорные штифты выполнены с упругими боковыми консолями 6, симметрично расположенными относительно оси шпильки и образующими клиновые штифты.
В полости 7 размещен выступающий конец 5 резьбовой шпильки 3 с упором в хвостовики консолей в одной детали. В другой детали упор в хвостовики консолей осуществлен гайкой 8 навернутой на второй выступающий конец шпильки. На этом же конце шпильки навернута гайка 9.
Сборка узла соединения осуществляется в следующем порядке.
В радиальное отверстие детали 1 устанавливается опорный штифт 4, в. который через осевое отверстие в детали заводится конец 5 резьбовой шпильки 3, который затем вворачивается в резьбовое отверстие опорного штифта с плотным подтягиванием его к опорной стенке отверстия до тех пор, пока конец шпильки не выступит в полость, образованную упругими консолями б, и не подожмет их сходящиеся опорные хвостовики у оси симметрии к противоположной боковой стенке отверстия детали, что позволяет распорным усилием выступающего конца надежно и прочно закрепить щпильку в детали 1. К детали 1 подводится деталь 2 таким образом, чтобы свободные концы шпилек свободно разместились в их осевых отверстиях и одновременно с этим в радиальном отверстии детали 2 устанавливается подобный штифт, но выполненный с отверстием под шпильку без резьбы.
Через полость, образованную упругими консолями штифта, надевается на конец
шпильки шайба и наживля(отся две гайки 8 и 9, одной из которых, обозначенной на чертеже позицией 9, затягиваются щпильки с определенным моментом затяжки для -Обеспечения плотности стыка между деталями, а другой - закрепляются опорные хвостовики упругих консолей и выступающий конец шпильки, что позволяет надежно и прочно закрепить шпильку.
В процессе эксплуатации или испытании, когда детали 1 и 2 подвергаются растяжению растягивающая нагрузка на шпильку передается от деталей к ее резьбовым частям через опорные штифты и затягиваемую гайку. В случаях, когда детали 1 и 2 подвергаются сжатию, на шпильку будет передавать.ся сжимающая нагрузка, так как концы щпилек неподвижно закреплены.
Предлагаемое устройство обеспечивает прочное и надежное соединение встык деталей, имеющих тонкие несущие оболочки с легким заполнителем.
Формула изобретения
Соединение деталей встык по авт. св. № 735836, отличающееся тем, что, с целью повышения прочности и надежности крепления, каждый клиновой щтифт образован двумя упругими дуговыми консолями, симметрично расположенными относительно оси шпильки, выполненными за одно целое с соответствующим опорным штифтом и имеющими наружный диаметр дуг, равный диаметру радиального отверстия, в котором они размещены.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 735836, кл. F 16 В 21/10, 1978 (прототип).
