Изобретение относится к электротехнике, а точнее к устройствам для индукционного нагрева, например, при отбортовке фланцев давлени ем. . . ; Известен, индуктор для нагрева деталей, содержащий разделенный на дв.е части магнитопровод и укрепленный на нем индуктирующий провод. Индуктирующий провод также разделен на две части по продольнЬй оси индуктора и выполнен из полых пластин шарнирио соединенных на торцах, а листы обеих частей магнитопровода уложены внахлестку на глубину, ра.вную высоте магнитопровода 1.. Однако в процессе отбортовки про филя отбортовываемого участка режим работы нагревателя для обеспечения заданной температуры, нагрева регули руется изменением величины зазора между индуктором и деталью за счет изменения геометрии самого индуктора, что снижает надежность работы индуктора. Кроме того, используемая герметизация стыков перемещающихся частей токоподвода, являющаяся одновременно и полостью для подвода охлаждающей жидкости, также снижает надежность работы известного индуктора. Наиболее близким по технической сущности к изобретению является индуктор для нагрева деталей при отбортовке, содержащий установленный на опоре петлевой виток с магнитопроводом, снабженный системой роликовых опор 2. Однако этот индуктор не обеспечивает постоянство зазор.а между витком индуктора и деталью, поэтому равномерность нагрева недостаточна. Цель изобретения - повышение равномерности нагрева и надежности работы вндуктора. Поставленная цель достигается тем, что S индукторе роликовые опоры расположены во.взаимно перпенди- .
кулярных плоскостях, а виток закреплен на опоре шарнирно и с возможностью возвратно-поступательного перемещения по ней.
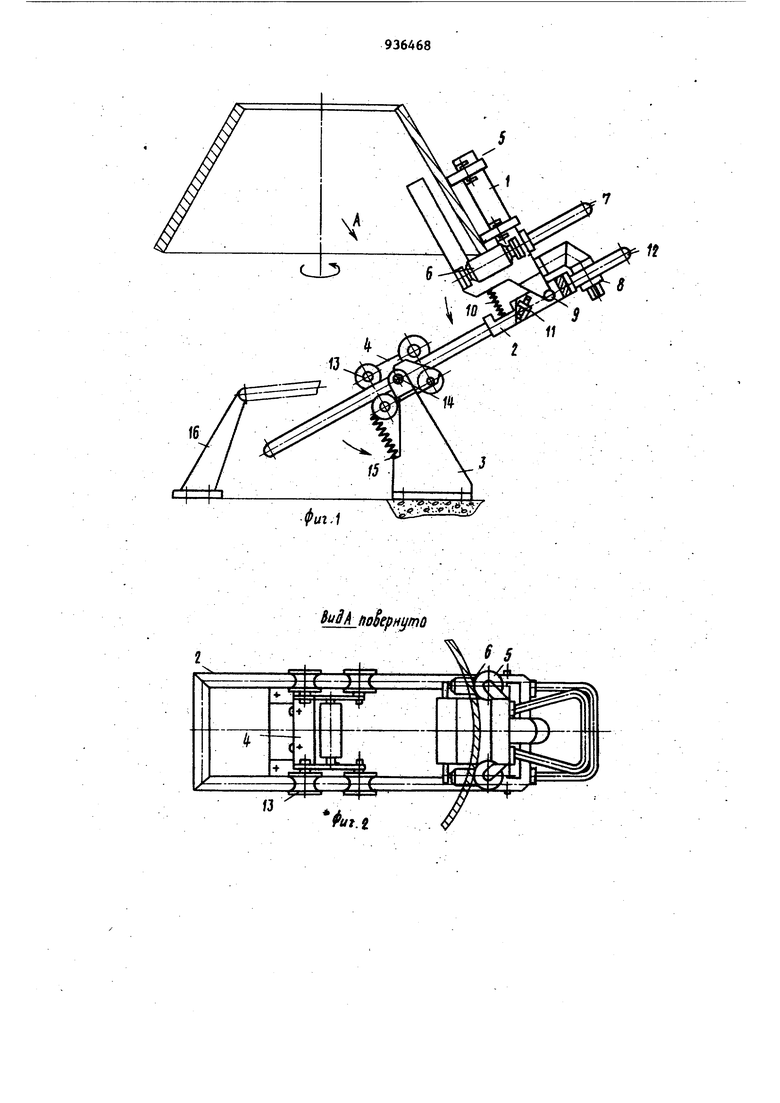
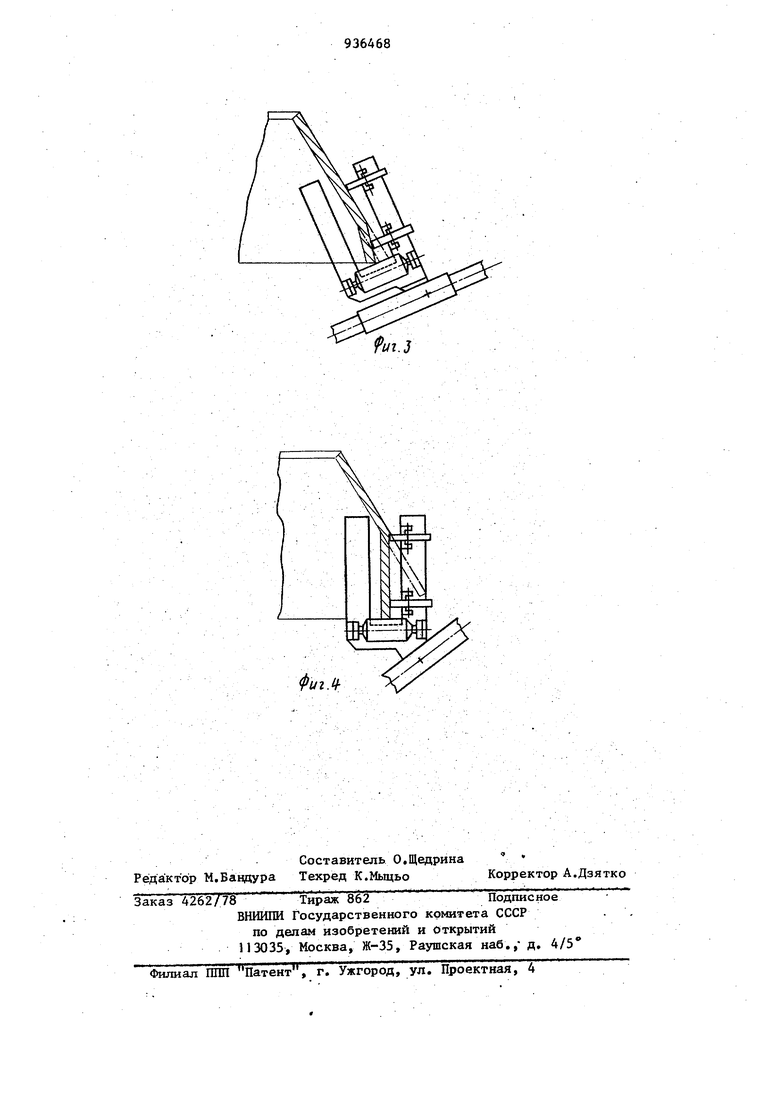
На фиг, I изображен индуктор (исходное положение механизмов перед отбортовкой), общий ввд, на фиг. 2 ввд А на фиг, 1; на фиг, 3 - положение индуктора в начале отбортовки5 на фиг, 4 - то же, в конце операции отбортовки.
Индуктор для нагрева включает корпус 1, внутри которого расположен индуктор (не показано), и опору, содержащую ползун 2 и сшойку 3 с кареткой 4, На корпусе смонтировано следящее устройство, состоящее из вертикальных 5 и горизонтальных 6 роликов, рукоятки 7 и муфты 8 подвод питания и охлаждения. Корпус 1 закреплен на ползуне 2 посредством шарнира 9 и пружины 10, Ползун 2 снабжен ограничителем 11 поворота корпуса 1 и рукояткой 12 и поступательно перемещается по направляющим роликов 13, расположенных на каретке 4, Каретка 4 установлена на стойке 3 посредством шарнира 14 и пружины 15, Для фиксирования индуктора в исходном положении имеется упор 16,
Индуктор работает следукяц;в|м образом, .
Из исходного положения (фиг, l) индуктор заводится в рабочую , Орбортовываемая часть заготовки находится в зазоре индуктора (в зоне нагрева). Ролики 5 и 6 следящего устройства посредством усилия пружин 10 и 15 поджимаются к поверхности изделия снаружи и сниау,
В процессе ртбортовки форма поперечного сечения отбортовываемой детали постоянно изменяется, а индуктор при помощи следящего устройства автоматически занимает положение, при котором отбортовываемый участок заготовки находится примерно на середине зазора индуктора, что обеспечивает равномерность нагрева.
Применение предлагаемого индуктора дпя нагрева деталей позволяет повысить надежность работы, оперативно регулировать режим работы и автоматически сохранять рабочее положение индуктора по отношению к детали, независимо от применения профиля отбортовываемого участка.
Формула Изобретения
Индуктор для нагрева деталей при отбортовке, содержащий установлен«)1й на опоре петлевой виток с магнито- проводом, снабженный -системой роликовых опор, отличающий ся тем, что, с целью повышения равномерности нагрева и надежности работы роликовые опоры расположены во взаимно перпендикулярных плоскостях, а виток .закреплен на опоре шарнирно и с возможностью возвратно-поступательного перемещения по ней.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР № 396841, кл, И 05 В 5/18, 1981,
2,Патент США № 3835282, , 219-10,57, 1974,
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для нагрева длинномерных вращающихся деталей | 1981 |
|
SU993490A1 |
| Устройство для индукционной пайки | 1987 |
|
SU1473920A1 |
| КУЛАЧКОВЫЙ МЕХАНИЗМ С КИНЕМАТИЧЕСКИМ ЗАМЫКАНИЕМ И СПОСОБ МЕСТНОЙ ЗАКАЛКИ РОЛИКОВОГО ПАЗА КУЛАЧКА | 2014 |
|
RU2575279C1 |
| Индуктор для нагрева поверхностей | 1980 |
|
SU936469A1 |
| Устройство для нагрева тв 4 шеек коленчатых валов с вращением под слоем закалочной жидкости | 1978 |
|
SU747902A1 |
| СТАНОК ДЛЯ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ БИМЕТАЛЛИЧЕСКИХ ВТУЛОК | 1973 |
|
SU371016A1 |
| Индуктор-трансформатор | 1977 |
|
SU687627A1 |
| Кольцевой индуктор для высокочастотной термообработки деталей | 1978 |
|
SU745025A1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СКВОЗНЫХ ОТВЕРСТИЙ ДИАМЕТРОМ 20...30 ММ | 2012 |
|
RU2509454C1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ДЕТАЛЕЙ | 1973 |
|
SU396841A1 |
ЗА noSepHyma
л f 11 т
±
/3
Фиг.
