Группа изобретений относится к области машиностроения и может быть использована при создании кулачково-эксцентриковых механизмов упаковочных автоматов.
Известен плоский кулачковый механизм с дисковым пазовым кулачком и кинематическим замыканием элементов высшей пары, ролик толкателя которого ходит по пазу. Для повышения износостойкости рабочих поверхностей паза при изготовлении кулачка применяются легированные марки сталей по ГОСТ 4543 с последующей химико-термической обработкой на уровень твердости HRC 56-62 (см. А.В. Румянцев, «Технология изготовления кулачков», Ленинград, «Машиностроение», 1969 г., стр. 10-13, 26), принятый за прототип.
Недостатком прототипа является применение дорогостоящей химико-термической обработки (цементации, цианирования) и поводки, возникающие при ее применении.
Известна местная поверхностная закалка с одновременного способа нагрева токами высокой частоты (далее ТВЧ) (Г.Ф. Головин, М.М. Замятнин, «Высокочастотная термическая обработка. Вопросы металловедения и технологии», Ленинград, «Машиностроение», 1968, с. 158-160), принятый за прототип.
Способ заключается в установке детали в индукторе с технологическим зазором, нагреве всего участка детали, подлежащего закалке, охлаждении нагретого участка из спрейера, совмещенного с индуктором.
Недостатками известного способа являются:
- высокий расход меди для изготовления толстостенного индуктирующего провода индуктора;
- медленная скорость нагрева внутренних поверхностей паза кулачка ввиду низкого коэффициента мощности индуктора при высоких частотах;
- частое техническое обслуживание спрейерного устройства индуктора ввиду быстрого образования накипи в отверстиях по причине периодической подачи охлаждающей жидкости;
- снабжение установки для закалки дополнительным устройством для подачи охлаждающей жидкости после окончания цикла нагрева.
Предлагаемой группой изобретений решается задача снижения себестоимости выпускаемых деталей за счет минимизации поводок деталей при термической обработке и, как следствие, уменьшения трудоемкости при последующих доработках контактирующих поверхностей паза кулачков.
Технический результат, получаемый при осуществлении группы изобретений относительно кулачка заключается в снижении трудоемкости его изготовления.
Указанный технический результат достигается тем, что в кулачковом механизме с кинематическим замыканием, состоящем из дискового кулачка с роликовым пазом, ролика и толкателя, новым является то, что кулачок изготовлен из среднеуглеродистой марки стали, содержание углерода в которой 0,42-0,63%, с закалкой токами высокой частоты рабочих поверхностей паза на глубину не менее 1,5 мм, с уровнем твердости не менее HRA 74-76, причем высота закаленного слоя составляет не менее 3/4 глубины паза.
Технический результат, получаемый при осуществлении способа местной закалки, заключается в разработке технологического процесса закалки с нагревом ТВЧ роликовых пазов кулачков.
Указанный технический результат достигается тем, что в способе местной закалки роликового паза кулачка, включающем установку детали в индукторе с технологическим зазором, нагрев и охлаждение из спрейера, новым является то, что устанавливают кулачок на столик закалочного бака, обеспечивающего его вертикальное перемещение, укладывают на дно паза экран, вводят в паз индуктор с магнитопроводом путем подъема столика, фиксируют положение столика, регулируют равномерность технологического зазора путем горизонтального перемещения кулачка, нагревают без вращения наружную поверхность паза до температуры 880-910°С охлаждают в воде, перемещая столик вниз, сбивают паровую рубашку, производят смену индуктора и повторяют цикл закалки для внутренней поверхности паза.
Технические решения с признаками, отличающими заявляемое решение от прототипа, неизвестны и явным образом из уровня техники не следуют. Это позволяет считать, что заявляемая группа изобретений является новой и обладает изобретательским уровнем.
Предлагаемая группа изобретений поясняется чертежами, где на
фиг. 1 - предлагаемая конструкция кулачка;
фиг. 2 - установка индуктора и экрана в паз кулачка;
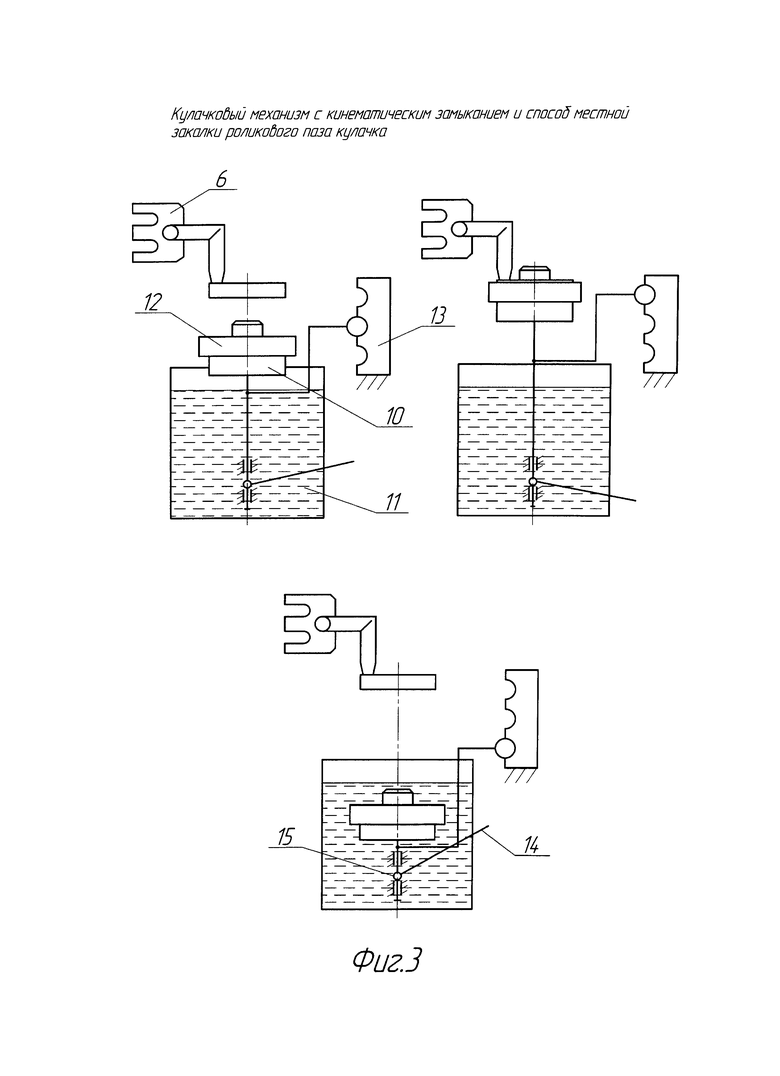
фиг. 3 - схема реализации способа.
Применение легированных марок сталей по ГОСТ 4543 с упрочняющей химико-термической обработкой приводит к значительным поводкам роликового паза. В результате, при механической доводке, вводится операция доработки паза бормашинками. Глубина цементованного слоя обычно составляет 0,5-0,7 мм. Величина поводок наружной стенки роликового паза доходит до 0,55-0,63 мм. При доработке возможны случаи полного удаления упрочненного слоя. Процесс трудоемок, так как проводится вручную с контролем ширины паза по образцовому ролику. Применение среднеуглеродистых марок сталей, таких как сталь 45, 50, 55ПП, в совокупности с нагревом под закалку рабочих кромок токами высокой частоты на глубину более 1,5 мм резко повышает качество термообработки в отношении геометрии детали. После контроля паза образцовым роликом его доработка производится только по мере надобности. Уровень твердости 74-76 HRA достаточен для работы детали на всем сроке службы эксплуатации упаковочного автомата.
Конструктивно кулачок для кинематического замыкания (фиг. 1) выполнен из диска 1 и ступицы 2, соединенных между собой сваркой. В диске 1 выполнен профильный паз 3 под ролик толкателя. Отличительной особенностью паза является наличие закаленных стенок 4, которые передают усилие ролику толкателя, причем последние термообработаны на 3/4 высоты, дно при этом не термообработано, чтобы сократить поводки наружной стенки роликового паза.
Кулачковый механизм работает следующим образом. При вращении кулачка ролик толкателя перемещается по профильному пазу, при этом отклонение профиля от окружности с центром, расположенным на оси кулачка, приводит к движению толкателя и, соответственно, исполнительного механизма. Обеспечение перемещения толкателя и исполнительного механизма требует повышенных нагрузок в профильном пазу. Высокая контактная прочность закаленного слоя в совокупности с применением пластических смазок обеспечивают длительный период бездефектной работы кулачка.
Предлагаемый способ закалки роликового паза кулачка реализуется с помощью высокочастотного генератора частотой 0,44 МГц, водяного закалочного бака, снабженного вертикально перемещающимся столиком, двух индукторов и экрана.
При реализации задачи нагрева роликового паза кулачка наибольшее затруднение представляет нагрев наружной поверхности паза, так как кольцевой эффект индуктирующего провода действует противоположно эффекту близости и уменьшает напряженность магнитного поля у нагреваемой поверхности. Индуктирующий провод 5 индуктора 6 (фиг. 2) изготовлен из отожженной медной трубы. Контур индуктора изгибается по детали. Для обеспечения технологического зазора между индуктирующим проводом и стенкой помещают полосу толщиной 2-2,5 мм отожженного алюминиевого сплава (например АМг, АМц). После проведенной гибки эта прокладка удаляется, а индуктирующий провод отжигается. Дальнейшая сборка индуктора проводится при помощи пайки твердыми припоями (например, латунью Л63).
Применение П-образного магнитопровода для вытеснения тока к стороне индуктора, расположенной у открытой части магнитопровода, при существующих малых габаритах роликового паза не представляется возможным. Поэтому был применен ферритовый магнитопровод 7, набранный из прямоугольных пластин с магнитной проницаемостью не менее Н 1500. Магнитопровод 7 секторами приклеен к индуктирующему проводу 5 клеем 78 БЦСП ТУ 38.105470-82. Электрическую изоляцию 8 индуктора составляет электротехническая стеклолента ЛЭС ГОСТ 5973, уложенная в два слоя, с послойной пропиткой кремнеорганическим лаком КО-815 ГОСТ 11064 и последующей сушкой при температуре 150±10°С. В целях исключения нагрева донышка паза, применен медный экран 9 толщиной 2-3 мм, выполненный по профилю паза кулачка.
Пример реализации способа: подготавливают к работе высокочастотный генератор, устанавливая на нем индуктор 6, подключенный к системе охлаждения, регулируют анодное напряжение и сеточный ток согласно технологическому процессу. Закалку поверхностей роликового паза производят поочередно, начиная с внешней стороны.
Выставляют столик 10 закалочного бака 11 в среднее положение (фиг. 3). Укладывают на него кулачок 12, ориентируя его паз по индуктирующему проводу индуктора 6. На дне паза размещают медный экран 9. Поднимают столик 10 закалочного бака и фиксируют его в верхнем положении при помощи фиксатора 13. Ослабив гайки крепления щек индуктора 6 к закалочному трансформатору генератора, устанавливают индуктор 6 на медный экран 9. Затягивают гайки крепления индуктора 6. Регулировка положения индуктора 6 относительно закаливаемой поверхности паза кулачка 12 выполняется периодически при наладке. Перемещают кулачок 12 в горизонтальной плоскости в целях выравнивания технологического зазора между нагреваемой поверхностью и индуктирующим проводом. Нагревают без вращения наружную поверхность паза кулачка 12 до температуры 880-910°С. Охлаждают нагретую поверхность путем резкого перевода столика 10 закалочного бака 11 в нижнее положение, при этом кулачок 12 будет находиться под слоем воды. За приводной рычаг 14 штока 15 столика 10 осуществляют колебательные движения вверх-вниз, сбивая паровую рубашку с охлаждаемой поверхности кулачка. Охлаждение проводят до температуры менее 50°С. Переводят столик 10 в среднее положение, снимают кулачок, выливают из паза остатки воды и вынимают экран 9. Аналогично производят закалку наружной поверхности роликового паза партии кулачков одного типоразмера.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕСТНОЙ ЗАКАЛКИ ОПОРНЫХ ИГЛ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2439168C2 |
| УСТАНОВКА ДЛЯ ЛОКАЛЬНОЙ ЗАКАЛКИ ОСЕЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 2010 |
|
RU2453611C1 |
| УСТАНОВКА ДЛЯ ЛОКАЛЬНОЙ ЗАКАЛКИ ОСЕЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 2003 |
|
RU2232822C1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СКВОЗНЫХ ОТВЕРСТИЙ ДИАМЕТРОМ 20...30 ММ | 2012 |
|
RU2509454C1 |
| СТВОЛ АВТОМАТИЧЕСКОГО СТРЕЛКОВОГО ОРУЖИЯ, ИЗГОТОВЛЕННЫЙ МЕТОДОМ ХОЛОДНОГО РАДИАЛЬНОГО ОБЖАТИЯ, И СПОСОБ ЕГО МЕСТНОЙ ЗАКАЛКИ | 2012 |
|
RU2498185C1 |
| Установка для обработки изделий и устройство для закалки | 1983 |
|
SU1209722A1 |
| Способ закалки распределительного вала | 1980 |
|
SU1129244A1 |
| Кольцевой индуктор для высокочастотной термообработки деталей | 1978 |
|
SU745025A1 |
| Устройство для закалки деталей с нагревом токами высокой частоты Мазура В.И. | 1984 |
|
SU1196387A1 |
| Устройство для индукционной закалки шестерен | 1979 |
|
SU926033A1 |


Изобретение относится к области машиностроения и может быть использовано при создании кулачково-эксцентриковых механизмов упаковочных автоматов. Дисковый кулачок кулачкового механизма имеет кулачок, изготовленный из среднеуглеродистой марки стали, содержание углерода в которой 0,42-0,63 мас.% и роликовый паз, наружные и внутренние рабочие поверхности которого закалены токами высокой частоты на глубину не менее 1,5 мм и имеют уровень твердости не менее HRA 74-76, причем высота закаленного слоя составляет не менее 3/4 глубины паза. Способ закалки дискового кулачка кулачкового механизма, имеющего роликовый паз, включает размещение кулачка с технологическим зазором в индукторе для нагрева и охлаждения поочередно наружной и внутренней рабочих поверхностей паза. Кулачок устанавливают на столик закалочного бака, обеспечивающего его вертикальное перемещение. На дно паза укладывают экран. Вводят в паз индуктор с магнитопроводом путем подъема столика. Фиксируют положение столика и регулируют равномерность технологического зазора путем горизонтального перемещения кулачка. Нагревают без вращения наружную поверхность паза до температуры 880-910°C, которую охлаждают в воде с перемещением столик вниз. Сбивают паровую рубашку, производят смену индуктора и повторяют закалку для внутренней поверхности паза. Технический результат заключается в снижении трудоемкости изготовления кулачкового механизма. 2 н.п. ф-лы, 3 ил.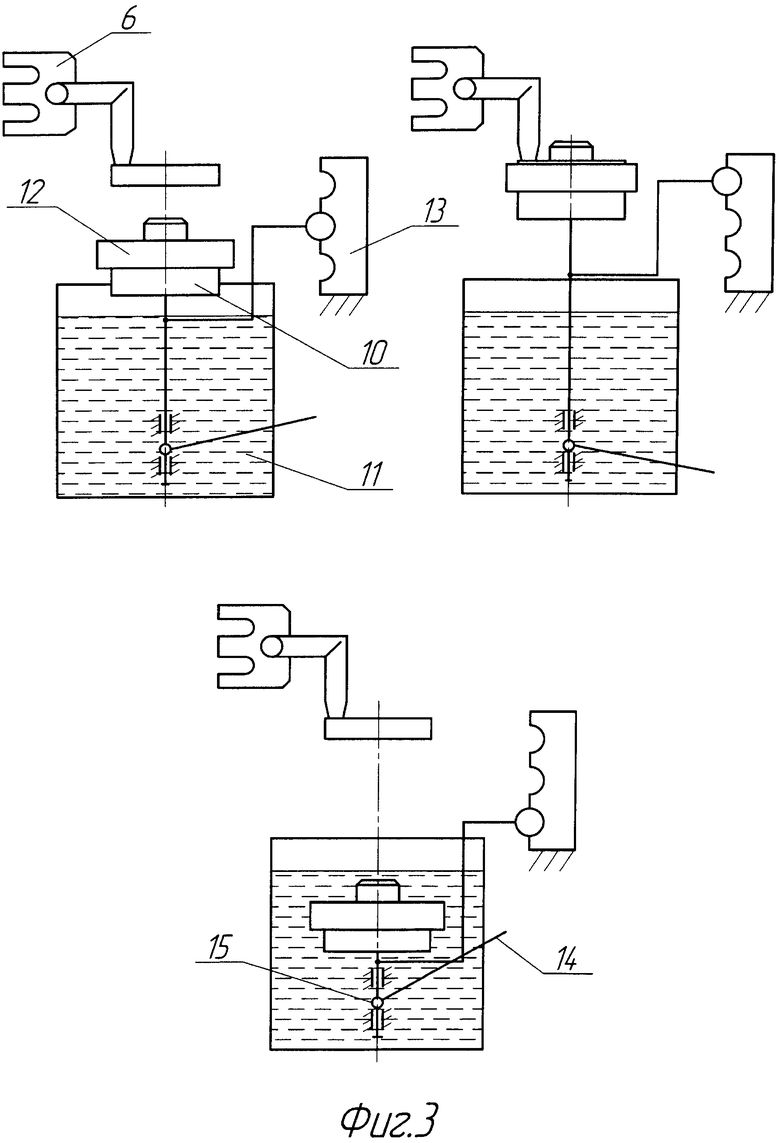
1. Дисковый кулачок кулачкового механизма, имеющий роликовый паз с наружными и внутренними рабочими поверхностями, ролик и толкатель, отличающийся тем, что кулачок изготовлен из среднеуглеродистой марки стали, содержание углерода в которой составляет 0,42-0,63 мас.%, при этом наружные и внутренние рабочие поверхности роликового паза закалены токами высокой частоты на глубину не менее 1,5 мм, имеют уровень твердости не менее HRA 74-76, причем высота закаленного слоя составляет не менее 3/4 глубины паза.
2. Способ закалки дискового кулачка кулачкового механизма по п.1, включающий размещение кулачка с технологическим зазором в индукторе для нагрева и охлаждения поочередно наружной и внутренней рабочих поверхностей паза, отличающийся тем, что кулачок устанавливают на столик закалочного бака, обеспечивающего его вертикальное перемещение, на дно паза укладывают экран, вводят в паз индуктор с магнитопроводом путем подъема столика, фиксируют положение столика и регулируют равномерность технологического зазора путем горизонтального перемещения кулачка, нагревают без вращения наружную поверхность паза до температуры 880-910°C, которую охлаждают в воде с перемещением столика вниз, сбивают паровую рубашку, производят смену индуктора и повторяют закалку для внутренней поверхности паза.
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ | 2005 |
|
RU2309988C2 |
| DE 19836247 A1, 24.02.2000 | |||
| JP 2007238965 A, 20.09.2007 | |||
| Способ закалки распределительного вала | 1980 |
|
SU1129244A1 |

