(5) УСТРОЙСТВО ДЛЯ ТИСНЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
1
Изобретение относится к маркировочному оборудованию для горячего тиснения нацилиндрических поверхностях изделий из пластмасс, например для нанесения названий диапазонов на пластмассовый барабан к приемнику Океан, и может быть применено в других отраслях народного хозяйства для клеймения пластмассовых изделий.
Известно устройство для клеймения, содержащее пуансон, который приводится в движение гидроцилиндром, цепной транспортер для перемещения изделий,оснащенный обрезиненными роликами, и прижимную пластину.
Изделия перемещаются транспортером в зону клеймения, останавливаясь под пуансоном. Обрезиненные ролики транспортера, перекатываясь по плите, вращают изделия, прижатые сверху регулируемой по высоте плитой, в которой имеется окно для выхода пуансона. Это необходимо для
исправления искажений (выглаживания) формы изделий, например эллипсности. Клеймение происходит за счет приложения усилия перемещающегося пуансона на неподвижно расположенное в момент клеймения изделие. Устройство имеет также лентопротяжный механизм для фольгированной ленты и нагреватель.
Это устройство позволяет получить качественный рисунок на цилиндрическом изделии, так как погрешности формы и размеров изделий не влияют на глубину тиснения их сглаживания при зажиме между плитами СП.
Однако это устройство имеет сложную конструкцию, так как необходимо, во-первых, обеспечить помимо регулировки глубины тиснения, т.е..положения пуансона относительно верхней
20 плиты, также и регулировку самой верхней плиты для зажима изделий, а во-вторых, обеспечить приложение усилия для нанесения рисунка, причем тем
большее, чем больше площадь тиснения.
Недостатком этого устройства является также и то, что на цилиндрических изделиях невозможно обеспечить качественный отпечаток больших размеров по длине окружности изделия, так как размеры отпечатка зависят от размеров пуансона, при больших размерах которого будет получаться нечеткое по краям тиснение.
Наиболее близким техническим решением к изобретению является устройство для тиснения цилиндрических изделий из пластмасс,содержащее основание, пуансон.-с нагревательными элементами, оплавку для изделия, прижимную пластину с отверстием для выхода пуансона и средства для регулирования глубины тиснения.
В этом устройстве тиснение также осуществляется за счет возвратно-поступательного движения пуансона и приложения усилия к неподвижной детали для получения отпечатка (рисунка)2.
Недостаток известного устройства заключается в том, что на цилиндрических изделиях невозможно получить качественный отпечаток любых размеров по длине окружности -мзделия, так как при больших размерах пуансона края отпечатка получаются нечеткими; невозможно также получить непрерывный рисунок по всей длине окружности изделия.
Кроме того, необходимость приложения усилия для нанесения рисунка усложняет устройство для тиснения.
Цель изобретения - повышение качества рисунка и нанесения его по всей длине окружности изделия.
Поставленная цель дос;гигается тем, что устройство для (тиснения цилиндрических изделий из пластмасс, содержащее основание, пуансон с нагревательным элементом, оправку для изделия, прижимную пластину с отверстием для выхода пуансона и средства для регулирования глубины тиснения, снабжено механизмом обкатки изделия, выполненным в iвиде ползушки, снабженной приводом ее возвратно-поступательного перемещения и установленной в ней осью, на одном конце которой установлена шестерня, взаимодействующая с зубчатой рейкой, а на другом - оправка для изделия.
причем пуансон установлен в отверсти прижимной пластины неподвижно.
При этом оправка для изделия снабжена кольцевым упругим элементом, размещенным на ее боковой поверхности.
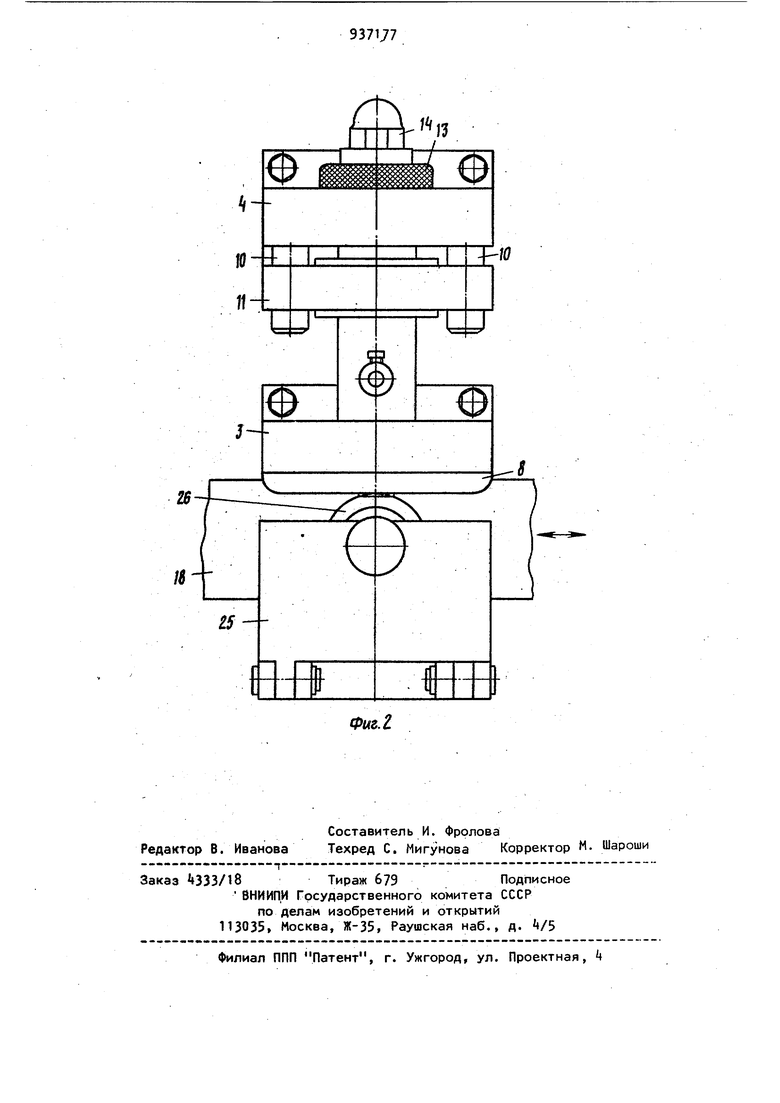
На фиг. 1 показано устройство, разрез; на фиг. 2 - то же, вид сверху.
Устройство содержит основание 1, в котором укреплены кронштейны 2- и лентопротяжный механизм 5 для фольги 6. На кронштейне укреплен блок тиснения, который состоит из пуансона 7, закрепленного в держателе 8 с нагревателем 9, и средство для регулировки глубины тиснения. Последнее представляет собой перемещающуюся по направляющим 10 планку 11, на которой закреплен стакан 12, в дне которого установлен резьбовый хвостовик с навинченными на нем гайкой 13 для регулирования глубины тиснения и гайкой I, служащей для фиксации блока тиснения в нужном положении. На кронштейне 3 укреплена подающая кассета 15 для фольги 6 и прижимная пластина 1б, выполненная из фторопласта, в которой имеется отверстие 17 для выхода пуансона 7. Между кронштейнами 2 и 3 установлен механизм обкатки изделия по поверхности пластины 16 и выступающему из нее на величину, равную глубине тиснения пуансона 7. Этот механизм выполнен в виде приходной ползушки 18, снабженной приводом ее возвратно-поступательного перемещения (на чертеже не показан), в которой во втулке 19 установлена ось 20. На последней на одном конце закреплена оправка 21 для изделия , снабженная упругим кольцевым элементом 22 для компенсации разнотолщинности стенки изделия по длине окружности. Ось 20 кинематически связана через закрепленную на другом конце ее шестерню 23 с рейкой 2. Диаметр делительной окружности шестерни 23 равна диаметру изделия. На кронштейне 2 шарнирно установлена прижимная линейка 25.
Устройство работает следующим образом.
.Перед началом работы устройства осуществляют регулировку глубины тиснения, для чего отпускают гайку 1, а затем вращением гайки 13 перемещают по направляющим Ю планку 11
с закрепленным на ней блоком тиснения. При этом пуансон 7 выдвигают на нужную величину относительно прижимной пластины 16 и фиксируют его в этом положении при помрщи гайки It Изделие 2б устанавливают на оправ ку 21, закрепленную на оси 20 механизма обкатки. В этот момент приводная ползушка 18 находится в крайнем левом положении. При включении привода механизма обкатки ползушка 18 передвигается в крайнее правое положение, при этом шестерня 23, перекатываясь по рейке 2t, вращает ось .20 с изделием 26, прижатым сверху ли-, нейкой 25. Так как диаметр делительной окружности шестерни 23 равен диаметру изделия, последняя перекатывается по пластине 16 без скольжения, постепенно прокатываясь по всей ширине пуансона 7, нагретого до 15Q200 С. Между изделием 26 и пуансоном
7находится фольгированная лента 6
и вследствие этого на изделии остается отпечаток рисунка или букв изображенных на пуансоне 7. При достижении ползушкой 18 крайнего правого положения последняя, опускаясь вниз, сбрасывает обработанное изделие с оправки 21, а затем, возвращаясь в исходное положение, при подъеме захватывает следующее необработанное изделие. В это время лентопротяжный механизм 5 протягивает фольгу 6. Далее цикл повторяется.
.8 предлагаемом устройстве тиснёние осуществляется за C4et прокатывания цилиндрического изделия без скольжения по нагретому пуансону.
8результате этого обеспечивается возможность нанесения качественного отпечатка любых размеров, вплоть до непрерывного рисунка по всей длине окружности изделия.
В предлагаемом устройстве на качество отпечатка не влияют погрешности формы и размеров изделия за счет того, что изделие в момент тиснения всегда соприкасается с пуансоном только по образующей, а разнотолщинность стенки изделия компенсируется упругим элементом, надетым на оправку.
Формула изобретения
1.Устройство для тиснения цилиндрических изделий из пластмасс, содержащее основание, пуансон с нагревательным элементом, оправку для изделия, прижимную пластину с отверстием для выхода пуансона и средства для регулирования глубины тиснения, отличающееся тем, что, с целью повышения качества рисунка и нанесения его по всей длине окружности изделия, оно снабжено меха низмом обкатки,изделия, выполненным
в виде ползушки, снабженной приводом ее возвратно-поступательного перемещения и установленной в ней осью, , на одном конце которой установлена шестерня, взаимодействующая с зубчатой рейкой, а на другом - оправка для издел1$я, причем пуансон установлен в отверстии прижимной пластины неподвижно.
2.Устройство по п.1, о т л и ч а ю щ е е с я тем, что оправка для изделия снабжена кольцевым: упругим элементом, размещенным на ее. боковой поверхности.
Источники информации, принятые во внимание при экспертизе
1.Патент США IT Зб08 80,кл. 101-7, опублйк. 1971.
2.Авторское свидетельство СССР 1Г 560771, кл. В В 5/00, 197 (прототип);
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клеймения | 1974 |
|
SU560771A1 |
| Устройство для клеймения | 1978 |
|
SU718302A2 |
| Устройство для многоцветной печати | 1974 |
|
SU553127A1 |
| Устройство для клеймения прокатных профилей | 1980 |
|
SU1053924A1 |
| ПОВЕРХНОСТЬ, ИМЕЮЩАЯ ИЗМЕНЯЕМЫЙ ЦИФРОВОЙ ОТТИСК С ПРИВОДКОЙ | 2013 |
|
RU2642767C2 |
| РУЧНОЕ УСТРОЙСТВО ДЛЯ МАРКИРОВКИ | 2000 |
|
RU2189289C2 |
| ЭТИКЕТИРОВОЧНАЯ МАШИНА | 2006 |
|
RU2319647C1 |
| СПОСОБ КЛЕЙМЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2322340C1 |
| Штемпельный станок-полуавтомат | 1990 |
|
SU1781085A1 |
| Устройство для тиснения изображений на вязких материалах | 1990 |
|
SU1745111A3 |