Изобретение предназначено для горячего клеймения (маркировки) методом выжигания деревянных изделий, например тары в виде поддонов, кабельных катушек и т.д., и может быть использовано для маркировки сырья в виде бревен дорогих пород деревьев, а также деревьев в лесу, маркируемых для санитарной рубки.
Известны способы и устройства для нанесения клейма на крупе или роге животных, когда раскаленное на открытом огне клеймо (тавро) прикладывалось к телу животного, оставляя необратимые следы в виде рисунка клейма, что нашло свое отражение в выражении «выжечь каленым железом».
Известны устройства, которые содержат наборы клейм, каждое из которых представляет собой металлический стержень, на одном из концов которого закреплена теплоизоляционная ручка, а на другом - металлическая головка, с торцевой стороны которой в зеркальном изображении рельефно выполнен рисунок. Клеймо разогревают на раскаленных углях или паяльной лампой и прикладывают к маркируемому изделию.
Известен способ, при котором клейма сами исполняют роль нагревательного элемента, т.е. раскаляются под воздействием проходящего по ним электрического тока и одновременно производят выжигание отпечатка клейма (RU 2025962 С1).
Известно устройство, которое представляет собой барабан на теплоизоляционной ручке, по периметру которой с наружной стороны выполнены необходимые клейма, а внутри его находится нагревательный элемент, нагревающий клейма до температуры красного каления. Оператор, поворачивая барабан, выбирает нужные клейма и поочередно прикладывает их к изделиям.
Последнее устройство является наиболее близким к предлагаемому изобретению. В том устройстве в течение всего времени работы нумератор имеет высокую температуру (раскален) и существует необходимость прикладывать его несколько раз для выполнения одного рисунка, что не может обеспечить одинаковое качество каждого отпечатка и увеличивает время клеймения. При сложном рисунке клейма, который трудно разделить на отдельные части, применение известного устройства вообще затруднено.
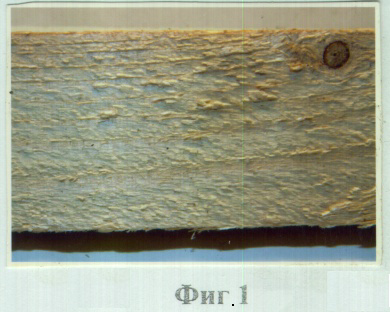
В нашем случае клеймение деревянных изделий отличается некоторыми особенностями, а именно материал (дерево) имеет неровный исходный макро- и микрорельеф (фиг.1), а также то, что качественный отпечаток можно получить в узких пределах температур, из которых отметим две: С1 и С2, численное значение которых можно экспериментально определить, постепенно нагревая клеймо и прикладывая его к изделию:
где С1 - температура, при которой под воздействием тепла клейма начинается видимое глазом химическое превращение древесины (сухая перегонка древесины), отчего на поверхности материала остается след клейма;
С2 - начало обугливания древесины, при котором она теряет прочность и осыпается под клеймом в виде угольной пыли.
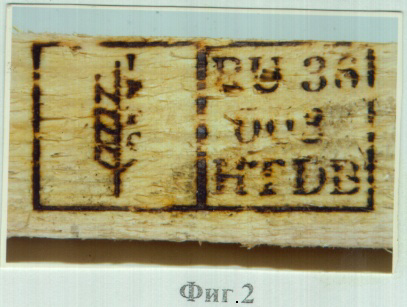
Т.е. в диапазоне температур от С1 до С2 отпечаток получается только на выступающих частях рельефа доски (фиг.2), при температуре клейма выше С2 клеймо прожигает неровности древесины до основного материала и уходит в материал древесины, не встречая сопротивления как в глубину, так и в разные стороны, обугливая место соприкосновения, смазывая рисунок клейма и покрывая его угольной пылью (фиг.3). В обоих случаях невозможно получить качественное изображение на поверхности материала.
Целью настоящего изобретения является исключение указанных недостатков.
В соответствии с изобретением поставленная цель достигается тем, что нагревают не само клеймо, а накопитель тепловой энергии (аккумулятор), который получает от нагревателя и накапливает тепловую энергию, поддерживая температуру на некоторой заданной величине, выше температуры С2, а клеймо выполнено таким образом, что поочередно может нагреваться от аккумулятора до температуры аккумулятора и охлаждаться от соприкосновения с изделием до температуры ниже С2, передавая ему энергию, преобразуемую тут же в химическое превращение вещества древесины, одновременно четко фиксируясь в пространстве, не допуская углубиться в тело изделия.
Теплоемкость клейма выбрана таким образом, что, будучи нагретым до температуры аккумулятора С3 выше температуры С2, его энергии было бы достаточно, чтобы обуглить только неровности рельефа древесины и, отдав при этом часть тепла, углубляясь до основного уровня материала, оставить на нем след в виде изображения клейма, оставаясь в контакте с изделием, пока температура не станет ниже С1, т.к. при этом уже видимых превращений древесины не происходит.
Теплопроводность клейма определяет производительность клеймения и подбирается таким образом, например, за счет окисных или металлических пленок на его поверхности («НОУ-ХАУ» автора), что в направлении изделия она максимальна, а в направлении аккумулятора значительно ниже с тем, чтобы при соприкосновении клейма с изделием клеймо имело возможность охлаждаться со стороны изделия быстрее, чем получать тепло от аккумулятора, но не настолько низкой, чтобы в разумное время успеть нагреть клеймо до температуры аккумулятора, пока клеймо не взаимодействует с изделием.
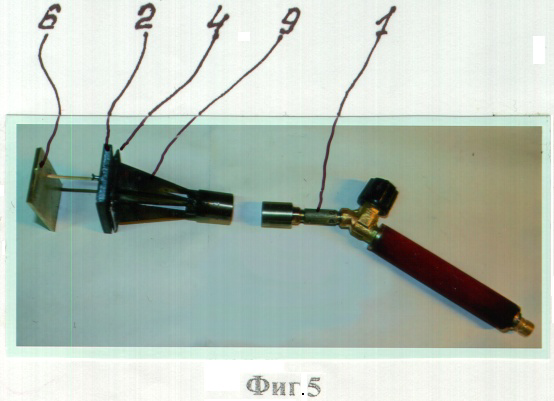
На фиг.4 и фиг.5 представлено устройство, реализующее предлагаемый способ клеймения, где в качестве нагревателя используется, например, газовая горелка. Оно содержит нагреватель в виде газовой горелки (1), подключенной непосредственно либо через резиновый шланг к газовому баллону (не показан), соединенный с аккумулятором (2), на который направлена струя горячих газов (3). Аккумулятор снабжен отражателем (4), расположенным по всему периметру аккумулятора и имеющим наклон своей плоскости от 5 до 45 градусов, который препятствует попаданию горячих газов на маркируемое изделие (5). Клеймо (6) имеет с наружной стороны в зеркальном изображении рельефно выполненный рисунок (7) (смотри также фиг.6), а другой, плоской, стороной механически крепится к аккумулятору и благодаря образующейся окисной пленке (8) между клеймом и аккумулятором, обладающей более низкой теплопроводностью, имеет возможность понижать свою температуру ниже температуры аккумулятора, когда тепло интенсивно отбирается у клейма при соприкосновении с маркируемым изделием.
Здесь же представлена конструкция аккумулятора.
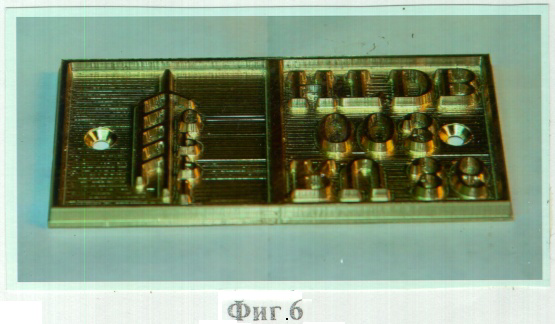
Основой аккумулятора служит массивная металлическая пластина толщиной (при маркировке сухой сосны и размере клейма 40×80 мм, как в нашем примере) от 3 до 10 мм. На этой пластине имеются ребра (9), расположенные радиально от центра пластины для обеспечения плоскостности пластины и для придания жесткости всей конструкции при нагревании, для повышения КПД передачи тепловой энергии от горелки к аккумулятору и для крепления через теплоизолятор (30) аккумулятора к горелке, которые в совокупности, в силу своего пространственного расположения, не дают поверхности, к которой крепится клеймо, изменять свои геометрические параметры при нагревании и охлаждении клейма. Здесь же показано, как клеймо (6) крепится к аккумулятору при помощи винтов (11). Ребра в зоне пламени имеют выступы (12), не связанные непосредственно с пластиной аккумулятора, с тем, чтобы тепло от них отводилось к пластине по более длинному пути и при более плохом теплоотводе температура их была бы намного выше температуры аккумулятора. Это необходимо для того, чтобы при определенном подборе параметров выступа излучение его находилось в зоне видимого спектра, что является хорошим визуальным индикатором нагрева аккумулятора. Как вариант исполнения, показано (на рисунке справа), что аккумулятор и отражатель (4) могут быть выполнены как единое целое. Работу устройства поясняет фиг.7.
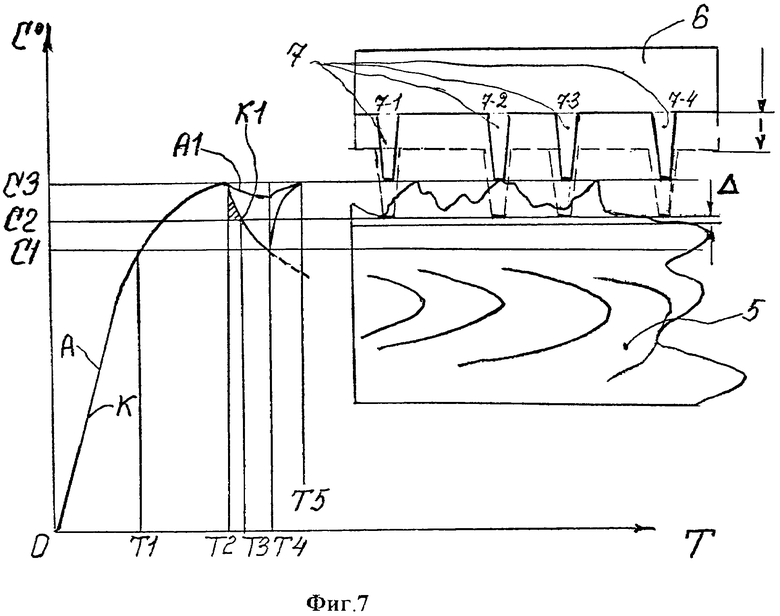
Здесь показан слева график изменения температуры выступающих частей (7) рельефно выполненного рисунка клейма (6) в координатах: время Т - температура С, а справа рисунка - перемещение клейма (6) сверху-вниз и связь изменения температуры от взаимодействия выступающих частей рисунка клейма с неровностями поверхности (увеличено) маркируемого изделия (5).
Открывая вентили и поджигая газовую смесь, через некоторое время (в нашем примере 2-3 мин) наблюдаем во времени Т повышение температуры С аккумулятора (кривая А) и клейма (кривая К) от температуры окружающего воздуха (взятого за С0) до нужной нам установившейся температуры С3, выше температуры С2. Нагрев происходит постепенно, и для данной величины подачи газа устанавливается термодинамическое равновесие на некоторой величине температуры С3, когда поступление тепловой энергии равно величине ее излучения, причем температура аккумулятора такая же, как и у клейма, а при отдаче тепла клеймом (с момента времени Т2) она понижается, но значительно меньше, чем у клейма (кривая A3). Желательно, чтобы соотношение теплоемкости клейма и аккумулятора было от 1 к 5 до 1 к 10, тогда и изменение температур будет в той же, но обратной пропорции.
Температуру нагрева аккумулятора визуально можно определить по выступам (12) ребер (10) фиг.4, нагретым до красного каления, учитывая, что нагрев их даже до очень высокой температуры (излучение в зоне видимого спектра) не приведет в силу вышеуказанных причин к перегреву клейма, но служит хорошим наглядным индикатором нагрева аккумулятора.
Клеймо (6) опускается вниз, как показано стрелкой, и при соприкосновении рельефа рисунка (7) клейма (6) с неровностями рельефа изделия в момент времени Т2 на поверхности изделия начинают происходить (кроме нагрева древесины) сложные термохимические процессы, из которых нас интересует, как в месте касания выступающих частей клейма под воздействием температуры обугливается, теряет механическую прочность и разрушается шероховатая неровная часть поверхности древесины. Из рисунка видно, что первой коснется изделия часть (7-2) и, обугливая древесину, будет беспрепятственно внедряться в материал изделия 5, пока не остынет до уровня температуры С2 и остановится в своем поступательном движении в момент времени Т3, отдав при этом часть энергии, пропорциональной площади треугольника между линиями С2-С3 и Т2-Т3 (заштрихован). Но процесс клеймения еще не закончен, и трогать клише еще нельзя по двум причинам: 1) клише зафиксировано только по направлению нормали к плоскости клеймения, но т.к. другие выступающие части клейма (на рисунке (7-2) и (7-3)) отдали только часть своей энергии, позже коснувшись изделия, то они еще способны обугливать древесину и не препятствуют клише поворачиваться вокруг нормали к поверхности клеймения, что может привести к браку изделия, т.к. отпечаток клейма может быть смазан; 2) выступающая часть (7-4) вообще еще не коснулась поверхности изделия, а значит, на этом месте будет пробел в рисунке клейма. Однако надо принять во внимание то, что эта часть клише находится в непосредственной близости от поверхности изделия (величина непредвиденного заглубления поверхности изделия), а температура этой части клише не опустилась ниже С3, т.к. еще не было контакта с изделием, то есть все основания полагать, что, находясь в непосредственной близости от поверхности изделия только за счет инфракрасного излучения и конвекции, эта выступающая часть клейма оставит отпечаток на поверхности изделия, поэтому в момент Т3 процесс не закачивается, и хотя уже взаимного перемещения клише относительно изделия нет, но термохимические процессы на поверхности изделия идут, и этот процесс будем считать законченным только тогда, когда температура других коснувшихся выступающих частей опустится ниже линии С1, надежно фиксируя в пространстве выступающие части клейма, обеспечивая тем самым четкое зеркальное изображение рисунка (7). Видимые глазом термохимические процессы прекращаются (пересечение кривой К1 и линии С1), показывая тем самым, что дальнейший контакт клейма с изделием не имеет смысла, т.к. процесс нанесения рисунка закончен и клеймо можно отводить от изделия. Полученный отпечаток клейма показан на фиг.8.
Важно, чтобы линия температуры С2 совпадала с самой нижней точкой линии впадин профиля поверхности древесины, тогда не будет пропусков и разрывов в линиях отпечатка клейма.
Рекомендуется делать заглубление Δ в тело древесины на некоторую величину, определяемую качеством распиловки древесины, чтобы исключить непропечатку рисунка клейма вследствие случайного вырыва части поверхности древесины или искривления ее поверхности (пример: на фиг.8 левый верхний угол клейма не пропечатан, так как в этом месте заглубление профиля изделия было больше предусмотренного технологией вследствие случайного скола на плоскости пропила). Для мягких пород деревьев эту величину рекомендуется устанавливать в пределах от 0.2 до 0.4 мм.
Для более точного ведения процесса клеймения выступающие части (7) клейма имеют связанный с ними измеритель температуры (13) фиг.4, настроенный, по крайней мере, на два порога срабатывания, подключенный к индикаторам (14) и приводу (15) подвода-отвода клейма к изделию. По достижении температурой клейма порога С3 загорается соответствующий индикатор и подается сигнал на подвод клейма к изделию. Охлаждаясь, клеймо достигает порога С1, загорается другой индикатор, и подается сигнал для отвода клейма от изделия. Процесс клеймения закончен. Наличие в устройстве вышеуказанных элементов создает предпосылки для автоматизации процесса и сокращения времени клеймения, т.к. сигнал на подвод подается, когда устройство по набранному количеству энергии готово к работе, а сигнал на отвод клейма подается, когда держать его на изделии дольше нет смысла, т.к. при этой температуре никакие видимые глазом химпроцессы уже не идут по определению.
Важно, чтобы высота профиля выступающих частей рисунка клейма была в 1,5-2,0 раза больше средней высоты неровностей профиля маркируемой древесины, что исключит появления «фона» - изменения цвета древесины от нагрева ее невыступающими частями клейма (донышком), но не слишком большой, чтобы не увеличивать время нагрева клейма от аккумулятора.
Изготовлена опытная партия изделий, которая прошла испытания в реальных условиях эксплуатации, фиг.9, и получила положительные отзывы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ КЛЕЙМЕНИЯИЗДЕЛИЙ | 1972 |
|
SU352694A1 |
| Устройство для маркирования прокатныхпРОфилЕй | 1979 |
|
SU845948A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЙМА ДЛЯ МАРКИРОВАНИЯ ИЗДЕЛИЙ, ИЗГОТОВЛЕННЫХ ИЗ ПЛАСТИЧНЫХ ПРИ ХОЛОДНОМ ДЕФОРМИРОВАНИИ МЕТАЛЛОВ | 2010 |
|
RU2432265C1 |
| УСТАНОВКА ДЛЯ СКОРОСТНОГО ЛАЗЕРНОГО КЛЕЙМЕНИЯ | 2002 |
|
RU2240225C2 |
| УСТРОЙСТВО для УДАРНОГО -КЛЕЙМЕНИЯ ТРУБ | 1970 |
|
SU258887A1 |
| Способ электрохимического бестрафаретного маркирования | 1980 |
|
SU891302A1 |
| Устройство для ударного клеймения изделий | 1988 |
|
SU1613216A1 |
| Электролит для электрохимического маркирования | 1984 |
|
SU1238912A1 |
| Маркировочное устройство | 1985 |
|
SU1339663A1 |
| Устройство для клеймения | 1979 |
|
SU814513A2 |



Изобретение предназначено для горячего клеймения методом выжигания деревянных изделий. Способ клеймения заключается в нагревании клейма с последующим прикладыванием его к маркируемому изделию, причем сначала нагревают аккумулятор тепловой энергии, а клеймо нагревают от аккумулятора, соединенного с клеймом механически через промежуточный слой окислов. Устройство для клеймения содержит клеймо и нагреватель, аккумулятор тепловой энергии, получающий тепло от нагревателя и выполненный в виде теплоемкой пластины, механически соединенной с клеймом через промежуточный слой окислов. Изобретение позволяет повысить качество отпечатка клейма, сократить время маркировки и затраты энергии. 2 н. и 9 з.п. ф-лы, 9 ил.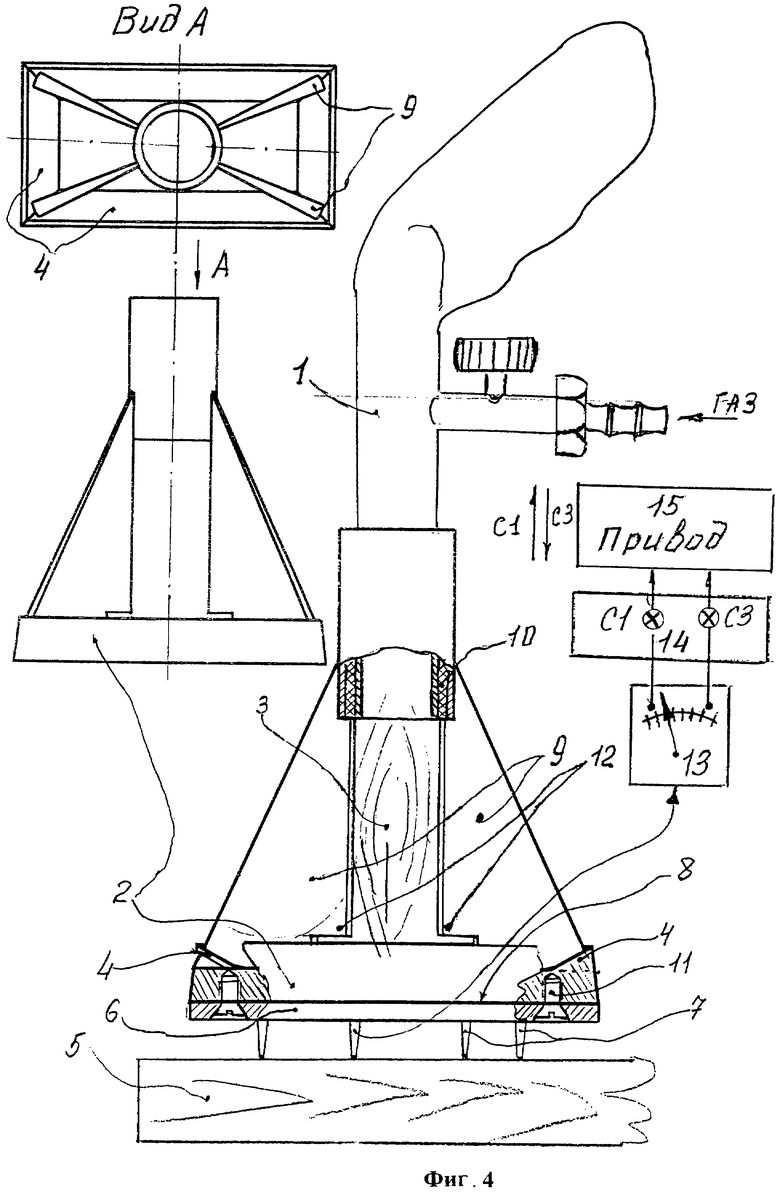
| WO 03049047 A1, 12.06.2003; | |||
| Устройство для маркирования | 1990 |
|
SU1733230A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ДРЕВЕСНЫХ ИЗДЕЛИЙ И ЕГО ВАРИАНТЫ | 1993 |
|
RU2065811C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО РИСУНКА НА ДРЕВЕСИНЕ (ВАРИАНТЫ) | 1993 |
|
RU2091240C1 |
| УСТРОЙСТВО ДЛЯ МЕЧЕНИЯ ЖИВОТНЫХ | 1993 |
|
RU2063129C1 |
| WO 03034809 A1, 01.05.2003.. | |||

