Изобретение относится к гальванотехнике, в частности к электролитическому лужению жести для консервной тары, содержащей 0,025-0,035% алюминия.
Цель изобретения - экономия олова при сохранении защитных свойств.
Способ включает электролитическое осаждение слоев олова толщиной 0,3- 0,38 мкм для I класса покрытий, 0,66-0,76 мкм для II класса покрытий, 1,04-1,15 мкм для III класса покрытий, оплавление покрытия и нанесение хроматной пленки.
Слой олова осаждают толщиной, в 10 раз превышающей содержание алюминия в стали и увеличенной на 0,05 для покрытий I класса, на 0,4 для покрытий II класса и на 0,8 для покрытий III класса.
Пример. Для изготовления электролуженой стали на промышленном агрегате непрерывного действия берут 3 рулона черной жести марки ЧЖК (ГОСТ 13345-78) из стали различных плавок, изготовленной методом непрерывной разливки с содержанием алюминия 0,025; 0,030 и 0,035 мас.%. Содержание примесей во,всех рулонах постоянно.
Осаждение олова проводят из кислого электролита, содержащего 50-70 г/л пара- фенолсульфоновой кислоты, 25-40 г/л ионов олова Sri + 2 и 2-5 г/л нафтаксола при 35-55°С и катодной плотности тока 15- 20 А/дм2 на стальную ленту, движущуюся со скоростью 90 м/мин. Затем оловяное покрытие оплавляется
О
VI
00
ю о ю
Пассивную хроматную пленку осаждают из электролита, содержащего 100 г/л СгОз и 0,1 г/л 50/Г2,при 55°С и катодной плотности тока 20-40 А/дм2 в течение 2 с.
Оловянные покрытия разной толщины получают изменением времени осаждения олова.
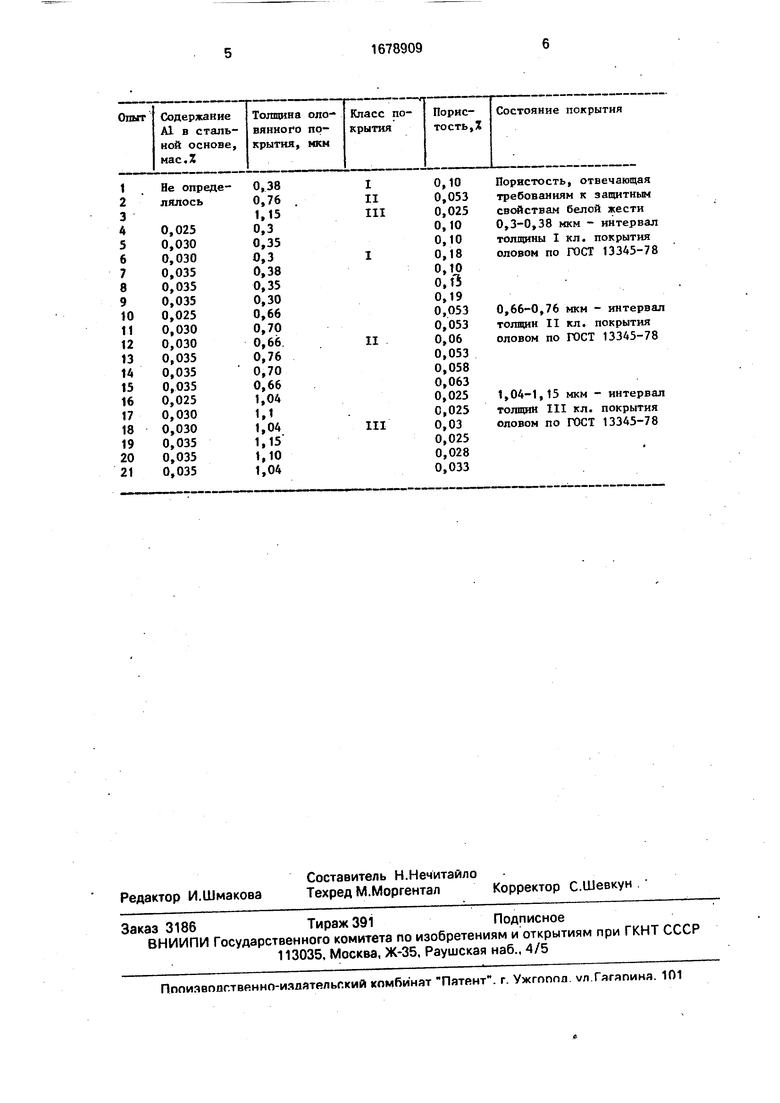
Защитные свойства образцов электролуженой жести оценивают косвенно, по величине пористости полученного покрытия, которая определяется электрохимическим способом.
Результаты испытаний защитных свойств электролуженой жести в зависимости от содержания алюминия в стальной основе и толщины оловянного покрытия представлены в таблице.
Как видно из представленных данных, лучшие результаты, обеспечивающие необходимые защитные свойства покрытия и экономии олова для взятых интервалов толщин покрытий, получены в случае соблюдения предлагаемого соотношения между содержанием алюминия в стальной основе и толщиной оловянного покрытия (опыты 4, 5,7, 10, 11, 13, 16, 17 и 19).
Использование оптимального соотношения между содержанием алюминия в стальной основе и толщиной оловянного покрытия позволяет получить эл ектролуженую жесть с необходимыми коррозионными свойствами, нанося более тонкие покрытия.
Механические свойства всех образцов
не отличаются и составляют: твердость HR30T 50-52; предел прочности о& - 32,7 кгс/мм2, предел текучести err - 39,4 кгс/мм2, относительное удлинение и. - 27,1%.
При годовом производстве 350000 т жести экономия олова около 10 т.
Формула изобретения
Способ обработки жести для консервной тары преимущественно из стали, содержащей 0,025-0,035 мас.% алюминия, включающий электролитическое осаждение на стальную полосу слоя олова толщиной
0,3-0,38 мкм для I класса покрытий или 0,66-0,76 мкм для II класса покрытий, или 1,4-1,15 мкм для III класса покрытий, оплавление покрытия и нанесение хроматной пленки, отличающийся тем, что, с
целью экономии олова при сохранении защитных свойств, слой олова осаждают толщиной, в 10 раз превышающей содержание алюминия в стали и увеличенной на 0,05 для покрытий I класса, на 0,4 для покрытий II
класса и на 0,8 для покрытий III класса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки жести для консервной тары | 1988 |
|
SU1652380A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ЛУЖЕНИЯ СТАЛЬНЫХ ПОЛОС | 1997 |
|
RU2112085C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ЛУЖЕНИЯ ЖЕСТИ | 1997 |
|
RU2103418C1 |
| Способ получения оловянных анодов для электролитического лужения жести | 1988 |
|
SU1640212A1 |
| БЕЛАЯ ЖЕСТЬ, ПОКРЫТАЯ ПОЛИМЕРНЫМ ПОКРЫТИЕМ, И СПОСОБЫ ЕЕ ПОЛУЧЕНИЯ | 2014 |
|
RU2590546C2 |
| СПОСОБ ПАССИВИРОВАНИЯ БЕЛОЙ ЖЕСТИ | 2012 |
|
RU2593248C2 |
| ЭЛЕКТРОЛИТ ЛУЖЕНИЯ ЖЕСТИ | 1989 |
|
RU1678094C |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА СТАЛЬНОЙ ЛИСТ И СТАЛЬНОЙ ЛИСТ, СНАБЖЕННЫЙ ТАКИМ ПОКРЫТИЕМ | 2014 |
|
RU2583209C2 |
| ЭЛЕКТРОЛИТ ЛУЖЕНИЯ ЖЕСТИ | 1995 |
|
RU2093614C1 |
| ПОКРЫТИЯ ХРОМ-ОКСИД ХРОМА, НАНЕСЕННЫЕ НА СТАЛЬНЫЕ ПОДЛОЖКИ ДЛЯ УПАКОВОЧНЫХ ПРИМЕНЕНИЙ, И СПОСОБ ПОЛУЧЕНИЯ ТАКИХ ПОКРЫТИЙ | 2013 |
|
RU2655405C2 |
Изобретение относится к гальванотехнике, в частности к электролитическому лужению жести для консервной тары, содержащей 0,025-0,035 мас.% алюминия. Цель изобретения - экономия олова при сохранении защитных свойств. Способ включает электролитическое осаждение на стальную полосу слоя олова толщиной 0,3-0,38 мкм для покрытий I класса или 0,66-0,76 мкм для покрытий II класса, или 1,04-1,15 мкм для покрытий III класса, оплавление покрытия и нанесение хроматной пленки. При этом слой олова осаждают толщиной, в 10 раз превышающей содержание алюминия в стали и увеличенной на 0,05 для покрытий I класса, на 0,4 для покрытий II класса и на 0,8 для покрытий III класса. При этом годовая экономия олова при производстве консервной жести 3%. 1 табл. СП с
| Сталь, 1984, № 8, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Направления развития производства белой жести: Обзор, - Информсталь, 1984, вып | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Патент США №4388158, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
