V
Изобретение относится к сварке пластмасс а имеино к устройствам для сварки термопластичных материалов световым лучом.
Известио устройство для сварки световым лучом термопластичных материалов, содержащее нагреватели, выполненные в виде иихромовой ленты, намотанной иа кварцевую палочку, установленную в фокусе параболи- ческих отражателей, и прижимной элемент, выполнениый в виде imacTHHi i с продольной прорезью, огранияивающей зону нагрева, и П-образнрго выступа, формующего сварной июв 1.
Недостатком такого устройства является невысокое качество шва из-за несовпадения зоны нагрева и зоны формирования сварного щва.
Наиболее близким по технической сущности и достигаемому результату к изобретению . является устройство для сварки световым лучом термопластичных материалов, содержащее смоитированиый в корпусе источник излучения, устаиовленный в фокусе отражателя, плоскую подложку для размещения свариваемых материалов, вьтоЛненнуто из оптически прозрачного материала, и подпружиненный прижимной ролик, размещенный в зоне иагрева материала 2.
В известном устройстве прижимной ролик вьшолнен из материала, поглощающего лучистый поток, прошедший через соединяемые материалы 2.
Недостатком известного устройства являются значительные потери тепловой энергии,
10 в частиости от поверхности прижимного ролика, нагревающегося в процессе сварки, что снижает производительность устройства.
Цель изобретения - повышение производительности устройства.
15
Указанная цель достигается тем, что в устройстве для сварки световым лучом термопластичных материалов, содержащем смонтированный в корпусе источник излучения, установленный в фокусе отражателя, плоскую
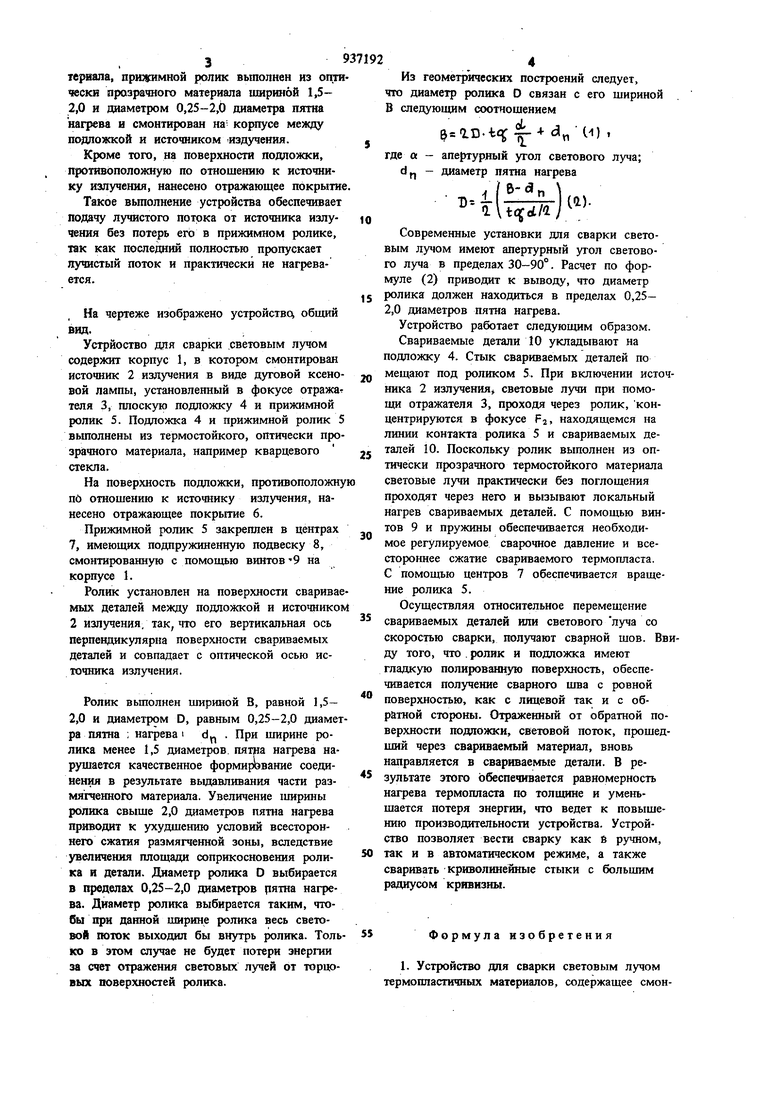
20 подложку для размещения свариваемых материалов, вьпюлненную из оптически прозрачного материала, и подпружиненный прижимной ролик, размещенный в зоне нагрева ма3териала, прю гимной ролик вьшолнен из опти чески прозрачного материала шириной 1,52,0 и диаметром 0,25-2,0 диаметра пятна нагрева и смонтирован на корпусе между подложкой и источником издучения. Кроме того, на поверхности подложки, противоположную по отношению к источнику излучения, нанесено отражающее покрыти Такое вьшолнение устройства обеспечивает подачу лучистого потока от источника излучения без потерь его в прижимном ролике, так как последний полностью пропускает лучистый поток и практически не нагревается. На чертеже изображено устройству обший вид. Устрйоство для сварки световым лучом содержит корпус 1, в котором смонтирован источник 2 излучения в виде дуговой ксено вой лампы, установленный в фокусе отража теля 3, плоскую подложку 4 и прижимной ролик 5. Подложка 4 и прижимной ролик 5 вьшолнены из термостойкого, оптически про зр;ачного материала, например кварцевого стекла. На поверхность подложки, противоположн пи отношению к источнику излучения, нанесено отражающее покрытие 6. Прижимной ролик 5 закреплен в центрах 7, имеющих подпружиненную подвеску 8, смонтированную с помощью винтов9 на корпусе 1. Ролик установлен на поверхности сваривае мых деталей между подложкой и источнико 2 излучения, так, что его вертикальная ось перпендикулярна поверхности свариваемых деталей и совпадает с оптической осью источника излучения. Ролик вьшолнен шириной В, равной 1,5- 2,0 и диаметром D, равным 0,25-2,0 диамет ра пятна ; нагрева t d . При ширине ролика менее 1,5 диаметров пятна нагрева нарушается качественное формирование соединения в результате выдавливания части размягченного материала. Увеличение ширины ролика свыше 2,0 диаметров пятна нагрева приводит к ухудшению условий всестороннего сжатия размягченной зоны, вследствие увеличения площади соприкосновения ролика и детали. Диаметр ролика D выбирается в пределах 0,25-2,0 диаметров рятна нагрева. Диаметр ролика выбирается таким, чтобы при данной ширине ролика весь световой 1юток выходил бы внутрь ролика. Толь ко в этом случае не будет потери знергии за счет отражения световых лучей от торцовых поверхностей ролика. Из геометр11ческнх построений следует, что диаметр ролика D связан с его шириной В следующим соотношением .), где а - апертурный угол светового луча; df - диаметр пятна нагрева lf±f Современные установки для сварки световым лучом имеют апертурный угол светового луча в пределах 30-90°. Расчет по формуле (2) приводит к выводу, что диаметр ролика должен находиться в пределах 0,252,0 диаметров пятна нагрева. Устройство работает следующим образом. Свариваемые детали 10 укладывают на подложку 4. Стык свариваемых деталей по мещают под роликом 5. При включении источника 2 излучения световые лучи при помощи отражателя 3, проходя через ролик, коицентрируются в фокусе Fj, находящемся на лишш контакта ролика 5 и свариваемых деталей 10. Поскольку ролик выполнен из оптически прозрачного термостойкого материала световые лучи практически без поглощения проходят через него и вызывают локальный нагрев свариваемых деталей. С помощью винтов 9 и пружины обеспечивается необходимое регулируемое сварочное давление и всестороннее сжатие свариваемого термопласта. С помощью центров 7 обеспечивается вращение ролика 5. Осуществляя относительное перемещение свариваемых деталей или светового луча со скоростью сварки, получают сварной щов. Ввиду того, что.ролик и подложка имеют гладкую полированную поверхность, обеспечивается ползчение сварного шва с ровной поверхностью, как с лицевой так и с обратной стороны. Отраженный от обратной поверхности подложки, световой поток, прошедший через свариваемый материал, вновь направляется в свариваемые детали. В результате этого обеспечивается равномерность нагрева термопласта по толщине и уменьшается потеря энергии, что ведет к повышению производительности устройства. Устройство позволяет вести сварку как 6 ручном, так и в автоматическом режиме, а также сваривать -криволинейные стыки с большим радиусом кривизны. Формула изобретения 1. Устройство для сварки световым лучом термопластичных материалов, содержащее смой

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ СВАРКИ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1994 |
|
RU2067040C1 |
| Прибор для оптической термообработки | 1986 |
|
SU1431750A1 |
| Устройство для пайки световым лучом | 1987 |
|
SU1459832A1 |
| Способ лазерной сварки металлов и устройство для осуществления способа | 2019 |
|
RU2732256C1 |
| Способ сварки встык термопластичных материалов | 1984 |
|
SU1184696A1 |
| УСТРОЙСТВО ДЛЯ СВЕТОЛУЧЕВОЙ ПАЙКИ И СВАРКИ МЕТАЛЛОВ И НЕМЕТАЛЛОВ | 1996 |
|
RU2127176C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ТОЛСТОСТЕННЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ ВЫСОКОПРОЧНЫХ МАРОК СТАЛИ | 2018 |
|
RU2678110C1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ СВАРКИ СТАЛИ | 2007 |
|
RU2341361C2 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ ИЗМЕНЕНИЕМ ТЕМПЕРАТУРЫ | 2006 |
|
RU2322513C1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1998 |
|
RU2135338C1 |
