(54) УСТРОЙСТВО ДЛЯ НАМОТКИ НИТИ НА ОПРАВКУ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки нити на оправку | 1980 |
|
SU1002218A2 |
| Устройство для намотки нити на оправку | 1979 |
|
SU918227A1 |
| Устройство для намотки на оправку | 1977 |
|
SU650928A1 |
| Устройство для намотки нити на оправку | 1979 |
|
SU821369A2 |
| Устройство для намотки химических волокон | 1977 |
|
SU912041A3 |
| МЕХАНИЗМ УПРАВЛЕНИЯ АСИНХРОННЫМ | 1968 |
|
SU207280A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ НИТИ | 2012 |
|
RU2496928C1 |
| Устройство для непрерывной намотки текстильных паковок | 1990 |
|
SU1784030A3 |
| Устройство для намотки нити | 1989 |
|
SU1818292A1 |
| Способ формирования паковки синтетических нитей | 1989 |
|
SU1806079A3 |
Изобретение относится к производству синтетических и минеральных волокон и может быть использовано в механизмах для намотки нити.
По основному авт. св. № 650928 известно устройство для намотки Мити на оправку/ содержащее держатель оправки, связанный с асинхронным электродвигателем, подключенным к источнику переменного тока, нитераскладчик и механизм изменения скорости вращения оправки, выполненный в виде маховика, установленного на валу двигателя, гидравлический тормоз/ при этом статорная обмотка двигателя подключена.через переключатель к источнику постоянного тока. В процессе наработки паковки ji3BecTное устройство требует значи;гельных воздействий со стороны двигателя, так как инерционные силы их собственных маховых масс обеспечивают им движения, близкие к необходимым 1.
Однако отклонения указанных движений за период наработки паковки могут достигать Недопустимых величин, вследствие чего диаметры производимых волокон мигут изменяться за пределами допуска, что снижает качество намотки.
Целью изобретения является повышение качества намотки, т.е. производство нити с заданным на диаметр элементарных волокон.
Указанная цель достигается тем, что устройство имеет задатчик интервалов угловой скорости, состоящий из приводного цилиндра с размещенными на его боковой поверхности
10 двумя токопроводящими шинами, каждая из которых электрически связана с приводом переключателя, и привода установки цилиндра в исходное положение, связанного с источником по15стоянного тока, и смонтированный соосно с валом маховика тахометр, муфта которого снабжена щупом, установленным с возможностью взаимодействия с боковой поверхностью привод20ного цилиндра.
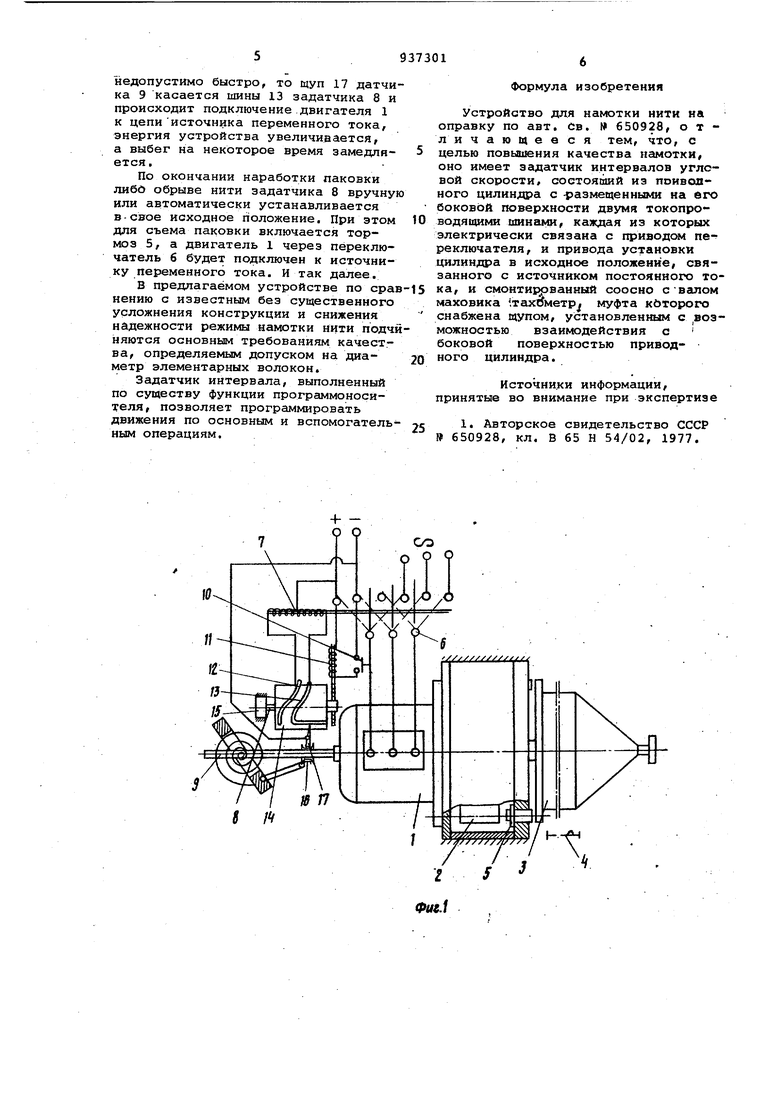
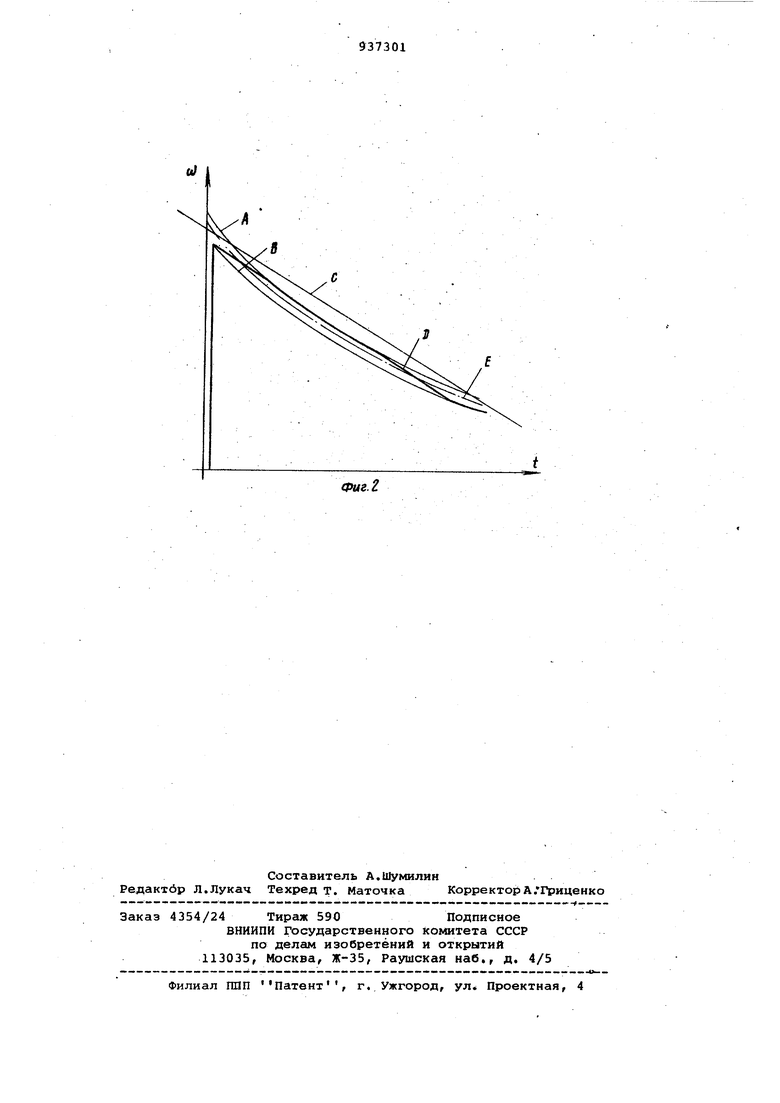
Таким, образом, за счет зтих признаков осуществляется задание интервала угловой скорости вала оправки (и оправки), что обеспечивает тре 25 буемый допуск на диаметр элементарных волокон и позволяет удовлетворить основные требования качества, На фиг.1 схематично представлено устройство; на фиг.2 - графики 30 функции угла поворота эадатчика интёрвЕша угловой скорости вала оправки .
На фиг.2 графики А и В - верхняя и нижняя границы заданного интервала угловой скорости вала оправки. Вертикальный участок графика В соответствует периоду разбега устройства при неподвижном задатчике, величина &Ш - допуску на диаметр элементарного волокна, С и D - угловой скорости- вала оправки в известном и предлагаемом устройствах (участки перехода графика D между графиками А и В параллельны гранику С). Б - график угловой скорости оправки, рассчитанный из условия постоянства заданной скорости приема нити.
Устройство включает приводной 1Э:пектродвигатель 1,сидящий на его валу жестко маховик 2, обеспечивающий наилучшее приближение скорости вытягивания нити к требуемой постоянной величине, связанную с валом электродвигателя 1 оправку 3, нитераскладчик 4, гидравлический тормоз 5, трехпозиционный переключатель б рода токов, привод 7 переключателя (например электромагнит), .задатчик 8 интервала угловой скорости вала оправки, датчик 9 скорости вала оправки, кнопка 10 Пуск, привод 11 установки эадатчика в исходное положение (например, электромагнит). Задатчик 8 интервала угловой скорости вала оправки выполнен в виде двух-включенных в цепь привода 7 переключателя б сменных, проводящих ток шин 12 и 13, изготовленных, например, из меди и уложенных спиралеобразно соответственно границам интервала угловой скорости оправки, отвечающим допуску да аметра элементарных волокон на боковую поверхность изолирующего, изготовленного, например, из резины цилиндра 14, жестко насаженного,на вал независимого привода 15 .(например часового механизма), а задатчик 8 угловой скорости вала оправки представляет смонтированный соосно с валом маховика 2 механизм тахометра, ; например, инерционного типа, у которого подвижная муфта 16 несет на себе щуп 17, включенный, как и шины 12 и 13, в цепь управления приводом 7 переключателя 6 рода токов. На щупе 17 либо на муфте 16, в свою очередь, могут быть смонтированы концевые выключатели начала и конца периода наработки паковки, управляющие тормозом 5, механизмом установки задатчика 8 в исходное положение, механизмами подачи нити в зону раскладки и перезаправки ее на другую оправку.
Предлагаемое устройство работает следующим образом.
Оператор нажатием кнопки 10 Пуск замыкает цепь привода 11, устанавливающего задатчик 8 в исходное положений, при котором щуп 17 входит в зацепление с шиной 13 н
участке ее укладки по образующей цилиндра 14, а источник 15 движения получает первоначальный запас потенциальной энергии (например взводится пружина часового механизма).
При соприкосновении щупа 17 с шиной 13 замыкается та цепь управления приводом 7 переключателя б рода токов, которая подключает электродвигатель 1 к цепи источника переменного тока, и устройство начинает разбег.
В период разбега устройства щуп 17 датчика 9 проскальзывает по участку шины 13, проложенному по образующей цилиндра 14 задатчика 8, и удерживает последний в его исходном состоянии. Одновременно к оправке на участке минимального радиуса ее вращения поступает грубое волокно.
По окончании разбега устройства щуп 17 датчика 9 скорости соскальзывает с шины 13 задатчика 8 на ее участке, проложенном по образующей цилиндра 14, задатчик, 8 приходит в
движение, а щуп 17 попадает в пространство между шинами 12 и 13, При этом обеспечиваются оба цепи, управляющие приводом 7 переключателя б рода токов, последний,устанавливается в нейтральное положение, при котором электродвигатель 1 оказывается отклю ченным от источника переменного тока, и устройству предоставляется возможность свободного выбега. Одновременно, нить по переходному
коническому участку оправки 3 подается к нитераскладчику 4 для ее раскладки на оправке 3.
В процессе свободного выбега устройства щуп 17 датчика 9 скорости располагается между шинами 12 и 13 задатчика 8 интервала, в то время как его цилиндр 14 приводится во вра,щенив от источника 15 движения. При этом статорная обмотка двигателя 1
полностью обесточена, поскольку переключатель б рода токов занимает свое нейтральное положение.
Если угловая скорость вала оправки 3 на том или ином участке иаработки паковки уменьшается недопустимо медленно, то щуп 17 датчика 9 касается шины 12 задатчика 8 и замыкает цепь, устанавливающую переключатель б в положение питания электродвигате
ля 1 от источника постоянного тока. При этом поглощается избыток кинема.тической энергии устройства и его выбег ускоряется. Если угловая скорость вала оправки 3 на том или ином
участке указанного пеоиодй падает недопустимо быстро, то щуп 17 датчи ка 9 касается шины 13 задатчика 8 и происходит подключение.двигателя 1 к цепиисточника переменного тока, энергия устройства увеличивается, а выбег на некоторое время замедляется , По окончании наработки паковки либо обрыве нити задатчика 8 вручну или автоматически устанавливается в-свое исходное положение. При этом для съема паковки включается тормоз 5, а двигатель 1 через переключатель 6 будет подключен к источнику переменного тока. И так далее. В предлагаемом устройстве по сра нению с известным без существенного усложнения конструкции и снижения надежности режимы намотки нити подч няются основным требованиям качества, определяемым допуском на диаметр элементарных волокон. Задатчик интервала, выполненный по существу функции программоносителя, позволяет программировать движения по основным и вспомогатель ным операциям. Формула изобретения Устройство для намотки нити на оправку по авт. Св. W 650928, отличающееся тем, что, с целью повышения качества намотки, оно имеет задатчик интервалов угловой скорости, состоящий из поивоаного цилиндра с -размещенными на его боковой поверхности двумя токопроводящими шинаш, каждая из которых электрически связана с приводом переключателя, и привода установки цилиндра в исходное положение, связанного с источником постоянного тока, и смонти рванный соосно с валом маховика .тахиметр муфта которого снабжена щупом, установленным с возможностью взаимодействия с боковой поверхностью приводного цилиндра. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 650928, кл. В 65 Н 54/02, 1977.
