(54) УСТРОЙСТВОдля НАМОТКИ НИТИ НА ОПРАВКУ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки нити на оправку | 1980 |
|
SU937301A2 |
| Устройство для намотки нити на оправку | 1979 |
|
SU918227A1 |
| Устройство для намотки на оправку | 1977 |
|
SU650928A1 |
| Устройство для раскладки нитей на паковках | 1989 |
|
SU1675179A1 |
| Устройство для намотки нити | 1989 |
|
SU1818292A1 |
| Устройство для намотки нити на оправку | 1979 |
|
SU821369A2 |
| Устройство для раскладки нити | 1985 |
|
SU1326527A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПАКОВКИ РАЦИОНАЛЬНОЙ СТРУКТУРЫ ПОД КРАШЕНИЕ | 1996 |
|
RU2144492C1 |
| Устройство для намотки нити | 1978 |
|
SU745840A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ НИТИ | 1997 |
|
RU2118937C1 |
1
Изобретшие относится к автоматичес КИМ. устройствам для регулирования процесса намотки нити в паковки и может быть использовано в намоточных механизмах технологического оборудования текстильных производств, а также синтетических и минеральных волокон.
По осьговному авт. св. № 937301 известно устройство для намотки нити на оправку, содержащее держатель оправки, связанный с асинхронным двигателем, подключенным к источнику переменного тока, нитерасклацчик и механизм изменения скорости вращения оправки, вьшолиенный в виде маховика, установленного на валу двигателя, гидравлический тормоз, задатчик угловой корости, состоящий из приводного цилиндра с размещенными на его боковой пове рхности двумя токопроводящими шинами, каждая из.которых электрически связана с приводом переключателя, и привода установки цилиндра в исходное положение, связанного с источником пос-.
тоянного тока, и смонтированный соосно с валом маховика тахометр, муфта которого снабжена щупом, установленным с .возможностью взаимодействия с боковой поверхностью приводного цилиндра . Недостатком известного устройства является то, что оно позволяет наматывать паковки только с прямолинейными , торцами.
Целью изобретения является расшире ние технологических возможностей устройства за счет обеспечения намотки паковок со скошенными торцами.
Эта цель достигается за счет того, что предложенное устройство имеет дополнительный асинхронный электродвигатель, ротор которого кинематически связан с приводом нитераскладчика, а статор кинематически связан с держателем оправки.
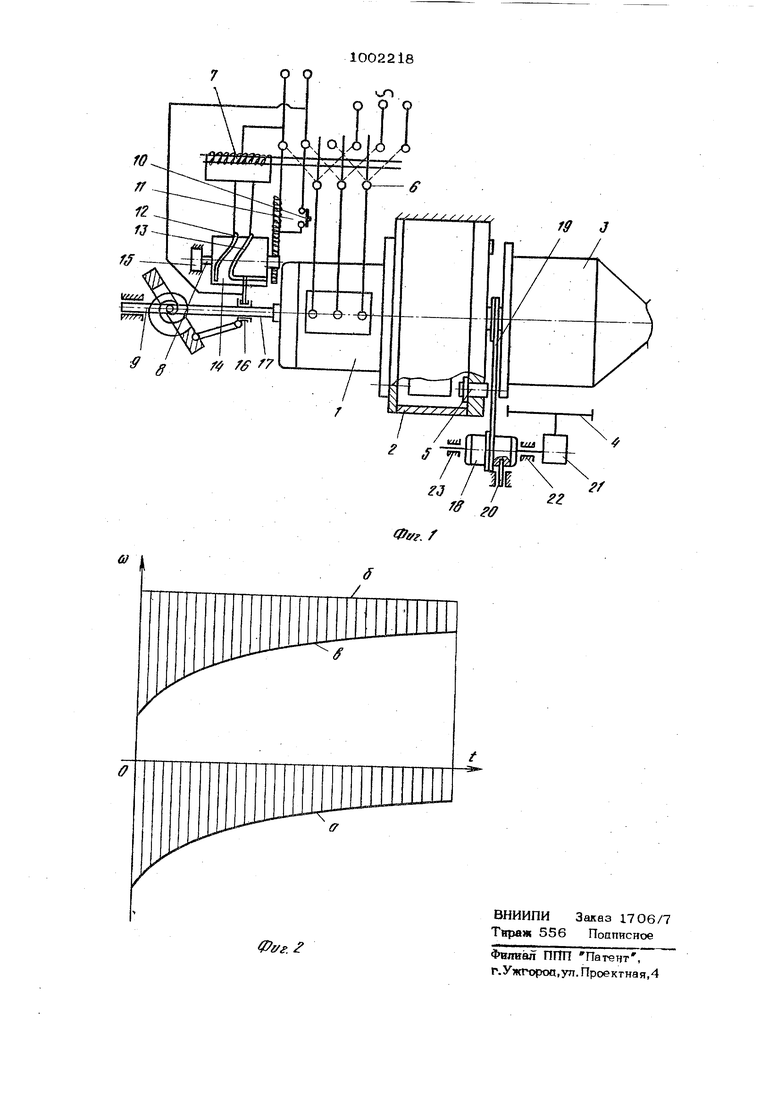
На фиг. 1 предст лено устройство для намотки на цилиндрическую бобину дилинарических паковок с прямолинейны3100ми и скошенными торцами; на фиг. 2 - П афики работы. Устройство содержит приводной электродвигатель 1, закрепленный на его валу жестко маховик 2, обеспечивающий наилучшее приближение скорости вытягивания нити к требуемой постоянной величине, держатель оправки 3, нитераскладчик 4, гидравлический тормоз б, трехпозиционный переключатель рода тока б с приводом 7 (например, электромагнитом), задатчик интервала угловой скорос ти вала оправки 8, датчик скорости вала оправки 9, кнопку Пуск 10, привод установки задатчика в исходное положеHHBji (например электромагнит) 11. Задатчик интервала угловой скорости вала оправки 8 выполнен в виде двух включенных в цепь привода 7 переключателя 6 сменных токопроводящих шин 12 и 13, закрепленных спиралеобразно соответственно границам интервала угловой скорости оправки на боковую поверхность кзготовленного, например, из резины цилиндра 14, жестко насаженного на вал независимого привода 15 (например, часового механизма). Датчик угловой скорости вала оправки 9 представляет собой смонтированный соосно с валом маховика 2 механизм тахометра, например, инерционного типа, у которого подвижная муфта IG-- несет на себе щуп 17, включенный как и шины 12 и 13 в цепь управления приводом 7 переключателя рода токов 6. На щупе 17 либо на подвижной муфте 16, могут быть смонтированы концевые выключатели начала и конца перибда наработки паковки, управляющие гидравлическим тормозом 5, механизмом установки зайатчика 8 интервала угловой скорости Вала оправки в исходное положение, а также механизмами подачи нити в зону раскладки и перезаправки ее на другую оправку. Устройство снабжено дополнительным асинхронным электродвигателем 18 с ременной передачей 19 и стопором 20. Ременная передача 19 связьтает стагор электродвигателя 18- с держателем эправки 3, а стопор 20 блокирует его :;о станиной устройства. Устройство снабжено также приводом 21 нитераскладчика 4, связью ающим . нитераскладчик 4 с ротором электродвигателя.18, установленным в станине посредством подшипников 22 и 23. Работает устройство следующим образом. 84 После нажатия кнопки 10 Пуск замыкается цепь привода 11, устанавливающего задатчик 8 в исходное положение, при котором шуп 17 входит в зацепление с шиной 13 на участке ее укладки по образующей цилиндра 14, а независимый привод 15 получает первоначальный запас потенциальной энергии (например, взводится пружина часового механизма). При соприкосновении щупа 17 с шиной 13 замыкается та цепь управления приводом 7 переключателя рода тока 6, которая подключает электродвигатель 1 к цепи источника переменного тока, и устройство начинает разбег. В период разбега устройства шуп 17 датчика 9 проскальзьтает по участку шины 13, проложенному по образующей цилиндра 14 задатчика 8 и удерживает последний в исходном состоянии. Одновременно к держателю оправки 3 на участке минимального радиуса его вращения поступает нить. По окончании разбега устройства щуп 17 датчика 9 соскальзьюает с шины 13, При этом обесточивается цепь, управляющая приводом 7 переключателя рода тока 6, последний устанавливается в нейтральное положение, при котором электродвигатель 1 оказьтается отключенным от источника переменного тока и устройству предоставляется возможность свободного выбега. Одновременно нить по переходному коническому участку держателя оправки 3 подается к нитераскладчику 4 для ее раскладки на оправке. В процессе свободного выбега устройства щуп 17 датчика 9 располагается между шинами 12 и 13, в то время как его цилиндр 14 приводится во вращение от независимого привода 15. Если угловая скорость вала оправки 3 на том или ином участке наработки паковки будет уменьшаться очень мед- ,ленно, то щуп 17 датчика 9 коснется шины 12 и замкнет цепь, устанавливающую переключатель рода тока 6 в положение питания электродвигателя 1 от источника постоянного тока. При этом будет поглощен избыток кинетической энергии устройствами его выбег ускорится. Если, угловая скороеть вала держателя оправки 3 на том или ином участке указанного периода падает недопустимо быстро, то щуп 17 датчика 9 коснется шины 13j и произойдет подключение двигателя 1 к цепи источника
51ОО22
переменного тока и выбег на некоторое время замедлится.
В итоге оправка устройства имеет угловую скорость, убывающую согласно графику О на фиг, 2, что необходимоs
для постоянства скорости приема нити.
При изготовлении цилиндрических паковок со скошенными торцами стопор 2О выводится из зацепления со статором электродвигателя 18.
С подачей нити к нитераскладчику 4 статорная обмотка электродр.игателя 18 подключается к цепи источника.переменного тока. Связанный посредством ременной передачи 19 с держателем оп- равки 3 статор электродвигателя 18 совершает относительно станины вращение согласно графику q , и в то же время его ротор относительно статора совершает равномерное вращение в обратном направ- 20 лении согласно графику 5 . Таким образом, относительно станины устройства происходит постепенное возрастание угловой скорости ротора электродвигателя 18 (и скорости раскладки нити) соглас- 25 но графику В| что необходимодля получения- цилиндрических паковок со скошенными торцами.
Для намотки цилиндрических паковок с прямолинейными торцами снимается30
ремень роиенной передачи 19, а в зацепление со статором электродвигателя 18 вводится стопор 20, блокирующий этот,статор со станиной устройства. При этом скорость раскладки нити на бобине jj
8«
не изменяется, и описанный эффект не проявляется.
По окончании наработки паковки либо обрьгоа нити задатчик интервалов угловой скорости вала оправки 8 вручную или автоматически устанавливается в исходное положение. При этом для съема паковки, включается гидравлический тормоз 5.
Предложенное устройство дает возможность наматъшать цилиндрические паковки со скошенными торцами. Это позволяет устранить такие виды брака намотки, как спуски, увеличивать толщину тела паковки и расширить ассортимент прковок и вырабатьтаемых нитей.
фор.мула изобретения
Устройство для намотки нити на оправку по авт. св. № 937301, отличающееся тем, что, с целью расширения технологических возможностей за счет обеспечения намотки паковок со скошенными торцами, оно имеет дополнительный асинхронный электррлвигателц ротор которого кинематически связан с приводом нитераскладчика, а статор - с держателем оправки.
Источники информации, принятые во внимание при экспертизе
