(БЮ ФИДЕР СТЕКЛОВАРЕННОЙ ПЕЧИ
| название | год | авторы | номер документа |
|---|---|---|---|
| ФИДЕР СТЕКЛОВАРЕННОЙ ПЕЧИ | 1992 |
|
RU2034803C1 |
| Фидер стекловаренной печи | 1981 |
|
SU1021662A1 |
| Устройство для получения струй расплава | 1979 |
|
SU850624A1 |
| Устройство для выработки штапельного волокна | 1982 |
|
SU1135721A1 |
| Фидер стекловаренной печи | 1988 |
|
SU1530584A1 |
| Фидер стекловаренной печи | 1982 |
|
SU1044606A1 |
| Фидер для выработки волокна из горных пород | 1980 |
|
SU958338A1 |
| Устройство для выработки волокна | 1988 |
|
SU1544728A1 |
| Способ изготовления стеклянных труб | 1983 |
|
SU1174390A1 |
| Устройство для выработки стекломассы | 1978 |
|
SU837946A1 |
1
Изобретение относится к промышленности строительных материалов, в частности к оборудованию заводов стеклянного волокна.
Известен фидер стекловаренной печи, оборудованный вставками из расплавостойких жаропрочных материалов. .Вставки выполняются в виде тела, снабженного сквозными отверстиями для поступления расплава на выработку из фидера печи. Они монтируются в проем пода фидера и служат для уменьшения градиента температуры струи расплава по высоте, а также для создания дополнительного гидростатического напора в фильерах питателя.
Процесс формирования струй расплава с применением вставок в фидере печи осуществляется за счет пропускания расплава через фильерные отверстия пластины питателя. С целью поддержания расплава заданной вязкости через пластину пропускают электрический ток 1.
Однако в установках с такими фидерами качество получаемых изделий с течением времени ухудшается, так
5 как фильеры питателя в результате химического, механического и теплового воздействий расплава на металл увеличиваются в диаметре. Ввиду хорошей смачиваемости расплавом материала питателя фильеры заплывают,т.е. несколько струй соединяются в одну, приводит к вынужденным остановкам в работе. .
Кроме того расплав, поступающий
5 на питатель для формования струй, уже успевает значительно потерять температуру. Вследствие этого вязкость расплава становится несоответствующей условиям формирования
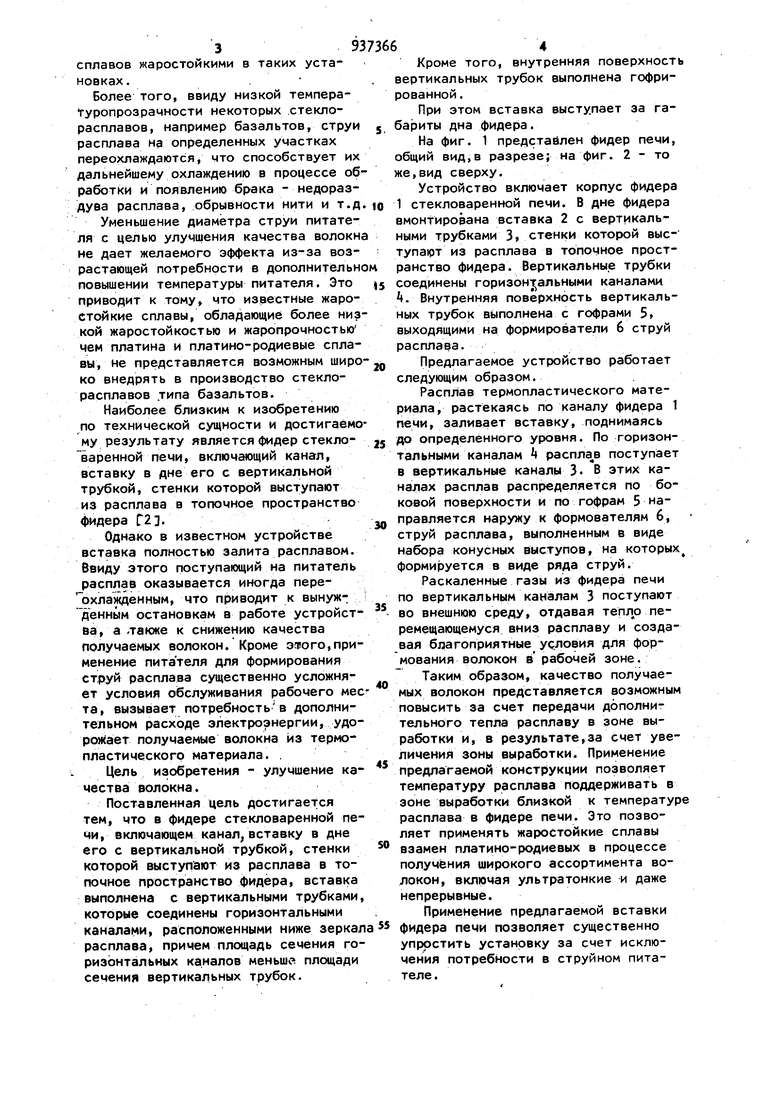
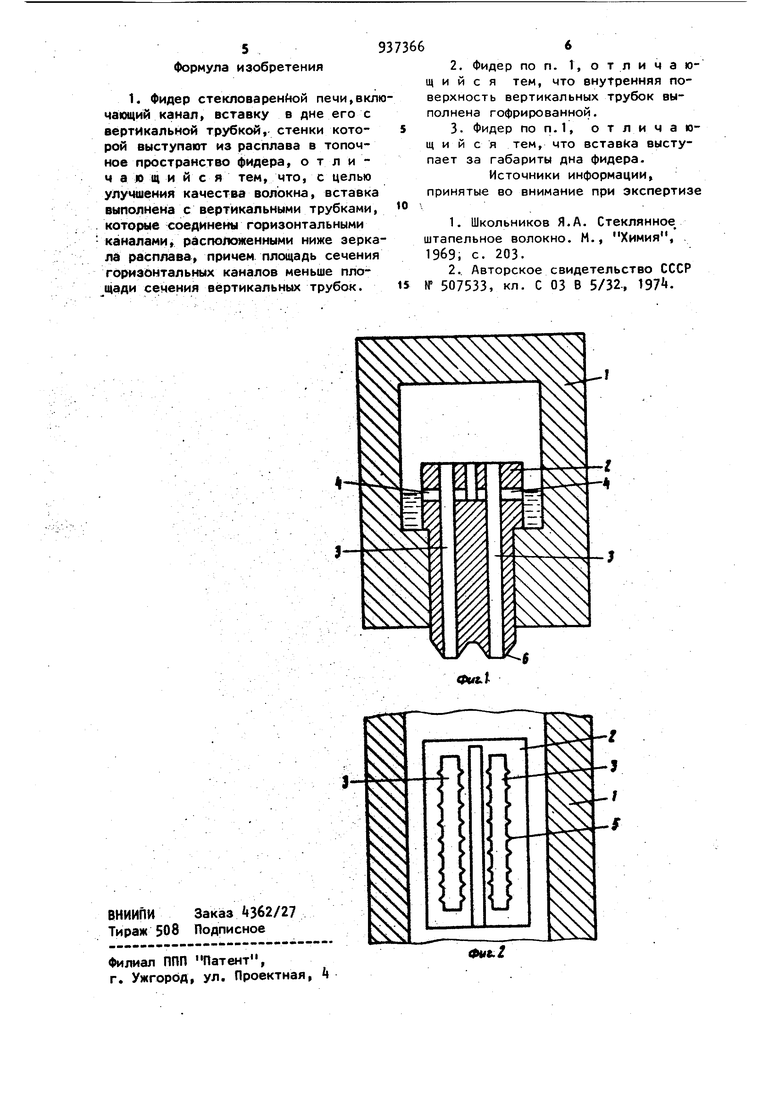
20 волокон. Попытки исправить положение за счет увеличения температуры нагрева питателя серьезно затрудняет замену платины и платино-родиевых 393 сплавов жаростойкими в таких установках. Более того, ввиду низкой темпераtypoпpoзpaчнocти некоторых стеклорасплавов, например базальтов, струи расплава на определенных участках переохлаждаются, что способствует их дальнейшему охлаждению в процессе обработки и появлению брака - недораздува расплава, обрывности нити и т.д. ю Уменьшение диаметра струи питателя с целью улучшения качества волокн не дает желаемого эффекта из-за возрастающей потребности в дополнительн повышении температуры питателя. Это приводит к тому, что известные жаростойкие сплавы, обладающие более низ кой жаростойкостью и жаропрочностью чем платина и платино-родиевые сплавы, не представляется возможным широ ко внедрять в производство стеклорасплавов типа базальтов. Наиболее близким к изобретению по технической сущности и достигаемо му результату является фидер стекло варенной печи, включающий канал, вставку в дне его с вертикальной трубкой, стенки которой выступают из расплава в топочное пространство фидера Г2. Однако в известном устройстве вставка полностью залита расплавом, ввиду этого поступающий на питатель расплав оказывается иногда пере охлажденным, что приводит к вынуж денным остановкам в работе устройства, а .также к снижению качества получаемых волокон. Кроме эиого,применение питателя для формирования струй расплава существенно усложняет условия обслуживания рабочего мес та, вызывает потребностьв дополнительном расходе электроэнергии, удорожает получаемые волокна из термопластического материала. . Цель изобретения - улучшение качества волокна. Поставленная цель достигается тем, что в фидере стекловаренной печи, включающем канал/вставку в дне его с вертикальной трубкой, стенки которой выступают из расплава в топочное пространство фидера, вставка выполнена с вертикальными трубками, которые соединены горизонтальными каналами, расположенными ниже зеркал расплава, причем площадь сечения горизонтальных каналов меньше площади сечения вертикальных трубок. 6 Кроме того, внутренняя поверхность вертикальных трубок выполнена гофрированной . При этом вставка выступает за габариты дна фидера. На фиг. 1 предстайлен фидер печи, общий вид,в разрезе; на фиг. 2 - то же,вид сверху. Устройство включает корпус фидера 1 стекловаренной печи. В дне фидера вмонтирована вставка 2 с вертикальными трубками 3, стенки которой выступают из расплава в топочное пространство фидера. Вертикальны.е трубки соединены горизонтальными каналами . Внутренняя поверхность вертикальных трубок выполнена с гофрами 5, выходящими на формирователи 6 струй расплава. Предлагаемое устройство работает следующим образом. . Расплав термопластического материала, растекаясь по каналу фидера 1 печи, заливает вставку, поднимаясь до определенного уровня. По горизонтальными каналам распла в поступает в вертикальные каналы 3. В этих каналах расплав распределяется по боковой поверхности и по гофрам 5 направляется наружу к формователям 6, струй расплава, выполненным в виде набора конусных выступов, на которых формируется в виде ряда струй. Раскаленные газы из фидера печи по вертикальным каналам 3 поступают во внешнюю среду, отдавая перемещающемуся вниз расплаву и создавая благоприятные условия для формования волокон в рабочей зоне. Таким образом, качество получаемых волокон представляется возможным ПОВЫСИТЬ за счет передачи дополнительного тепла расплаву в зоне выработки и, в результате,за счет увеличения зоны выработки. Применение предлагаемой конструкции позволяет температуру расплава поддерживать в зоне выработки близкой к температуре расплава в фидере печи. Это позволяет применять жаростойкие сплавы взамен платино-родиевых в процессе получения широкого ассортимента волокон, включая ультратонкие и даже непрерывные. Применение предлагаемой вставки фидера печи позволяет существенно упрюстить установку за счет исключения потребности в струйном питателе.
