1
Изобретение относится к измерительной технике и может быть использовано для контроля качества изделий электронной промышленности. .
Известен способ ультразвукового контроля материалов, заключающийся в том, что в изделие излучают ультразвуковые частотно-модулированные колебания, принимают отраженные от дефектов сигналы, анализируют спектральный соо- ,о тав этих сигналов и по огибающей спектра судят о характере дефектов tl .
Недостатками известного способа явл5потся сложность и низкая точность расшифровки характера дефектов введу is многообразия спектральных характериотвк дефектов и низкая производительность отработки спектров вследствие большого количества измеряемых параметров.
Наиболее близким по технической20
сущности является способ контроля качества материалов, заключающийся в том, что в образце материала возбуждают акустические колебания с помощью
сфокусированного электромагнитного излучения, регистрируют возбужденные колебания при сканировании точки воэ-, буждения по поверхности кс«тропируемого образца и по их амплитуде судят о качестве материала 123 .
Недостатками указанного способа я&ляются низкая чувствительность ofeapyжения микронеоднородностей внутренней структуры и сложность регистрации малых амплитуд в широком спектре частот принимаемых продольных типов колебаний.
Цель изобретения - повышение чувствительности и разрешения при обнаружении микронеоднородностей внутренней Структуры и объема получаемой ин- формации.
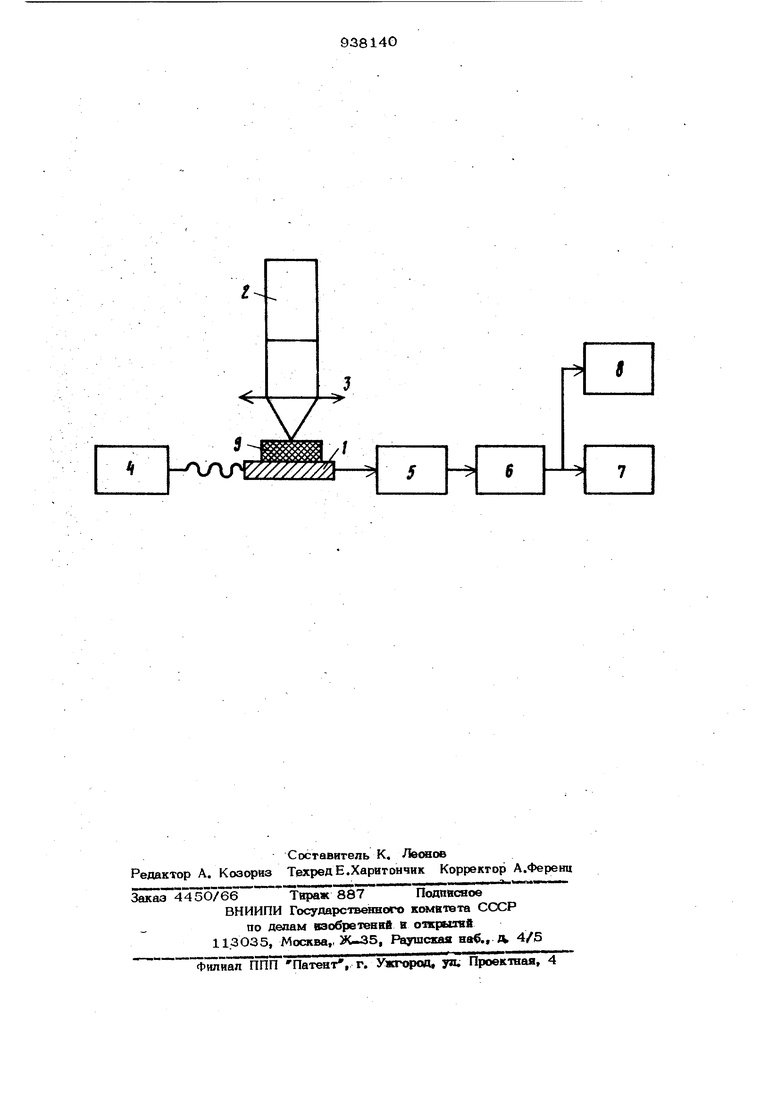
Цель изобретения достигается тем, что , согласно способу контроля качества материалов, заключающемуся в том, что в образце материала возбуждают акустические колебания -с помощью сфокусированного электромагнитного нэпучения, регистрируют возбужденные колебания при сканировании точки возбуждс 1ия по поверхности кситролируемого образца и по их амплитуде судят о, каHocTEje материала, принимают колебания, частоты которьк соответствуют собст. пенным поперечным колебаниям образца, а о наличии и величине микронеоднород- ностей внутренней структуры судят по изменению среднего значения амплитуды гфинятых акустических колебаний. На чертеже изображена блок-схема устройства, реализующего способ контроля качества материалов. Устройство содержит пьезопрйемник 1, лазер 2, линзу 3, фокусирующую излучение лазера 2, сканирующий блок 4, усилитель 5, связанньШ с пьезоприе шиком 1, перестраиваемый полосовой фильт 6, соединенный с выходом усилителя 5 двухкоординатаый самописец 7 и осциллог раф 8, соединенные с выходом перестраиваемого Полосового фильтра 6. Способ контроля качества материалов осуществляется следующим образом. Акустические колебания в образце 9 контролируемого материала возбуждают с помощью лазера 2, излучение которого фокусируется линзой 3, Сканирующий бло 4 перемещает пьезопрйемник 1 Л образцом 9 контролируемого материала, лежащим на его поверхности, относителыю положения фокуса из,мерення лазера 2. Возбужденные в образце 9 контролируемого материала поперечные колебания воспринимаются пьезоприемником 1, элек трический сигнал с которого поступает на вход усилителя 5 и после усиления - на вход перестраиваемого полосового фильтра 6, предназначенного для измерения частоты возбукденньк акустических колебаний. Сигнал с выхода перестраиваемого полосового фильтра 6 поступает на вход двуххоординатного самописца 7, который управляет сигналами, пропорцио нальными координате местоположения фокуса излучения лазера 2 на образце 9 контролируемого материала. Осциллограф 8 позволяет измерять амплитуду электри ческих сигналов, пропорциональную амплитуде акустических колебаний в образце 9 контролируемого материала, а са- мописетт 7 - записывать топограммы pac пределения амплитуд акустических кол. баний в образце 9 контролируемого мат&риала, по которым судят о наличии и величине микронеоднородностей внутренней структуры. При исследовании материалов, обладающих пьезосвойствами, необходимость в пьезоприемнике 1 отпадает, и сигналы с образца 9 контролируемого ма териала поступаю т; непосредственно на вход усилителя 5. Благодаря выбору из спектра возбужденных колебаний собственных поперечных типов колебаний образца 1 контролируемого материала, имеющих болыиую по сравнению с продольными типами колебаний амплитуду и лежащими в узкой тголосе частот, достигается повышение чувствительности известного способа к наличию и величине микронеоднородностей внут. ренней структуры и повышение объема получаемой информации. Форму л аи 3 обретения Способ контроля качества материалов, заключающейся в том, что в образце ма- ттериала возбуждают акустические колейная с помощью сфокусированного электромагнитного излучения, регистрируют возбужденные колебания при сканирований точки возбуждения по поверхности ксжтролируемого обрает1а и по их амплитуде суаят о качестве материала, отличающийся тем, что, с целью поеьппения чувствительности и разрешения при ой аруЛении микронеоднородностей внут ренней структуры И обьема полученной информации, гфинимают колебания, чаототы которых соответствуют собстветплм поперечным колебаниям образца, а о наличии и величине микронеоднородностей внутренней структуры судят по изменению среднего значения амплитуды принятых акустических колебаний. Источники информации, принятые во внимание при экспертизе l.McHeriae EvoEuiton, 911, №а9,РрМв1-(89. 2. Патент США № 3978.713, кл. G01N 29/04, 07.08.76 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2214590C2 |
| СПОСОБ ЛАЗЕРНО-АКУСТИЧЕСКОГО КОНТРОЛЯ ТВЕРДЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2232983C2 |
| Устройство для лазерно-акустического контроля твердых и жидких сред | 2018 |
|
RU2732470C2 |
| Способ определения структурных характеристик изделий из полимерных композиционных материалов и устройство для его осуществления | 2023 |
|
RU2809932C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ УЗЛОВ ТЕЛЕЖЕК ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2480741C1 |
| Способ контроля качества адгезии пленок | 1986 |
|
SU1374101A1 |
| Акустический способ дефектоскопии | 1977 |
|
SU655961A1 |
| Способ фотоакустического контроля паяных и сварных соединений изделий | 1986 |
|
SU1465756A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2021 |
|
RU2769080C1 |
| Способ импульсно-периодического лазерно-ультразвукового контроля твердых материалов и устройство для его осуществления | 2017 |
|
RU2653123C1 |