Изобретение относится к неразрушающему контролю качества паяных и сварных соединений в изделиях и может быть применено при производстве и эксплуатации изделий электронной техники, радиоэлектронной аппаратуры, а также в приборостроении.
Цель изобретения - повышение точности и информативности контроля за счет определения и запаса прочности паяных и сварных соединений изделий.
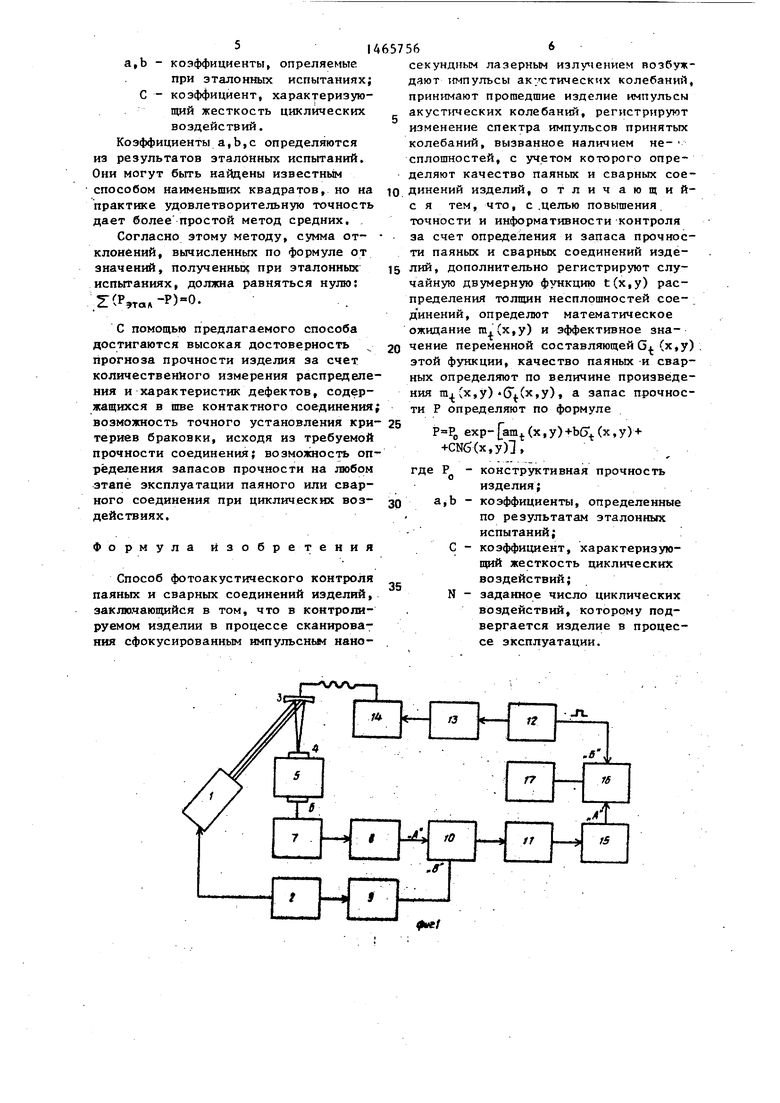
На фиг. I представлена блок-схема устройства, реализующего способ фотоакустического контроля изделий; на фиг. 2 - зависимость прочности первой партии паяных соединений керамики 22хс-АМц (припой ПОС-61) от величины исходного значения произведения габ; на фиг. 3 - зависимость исходной и
термоциклической прочности второй партии паяных соединений керамики 22хс-ЛМц (со свинцовой прокладкой) от величины начального значения произведения m(j.
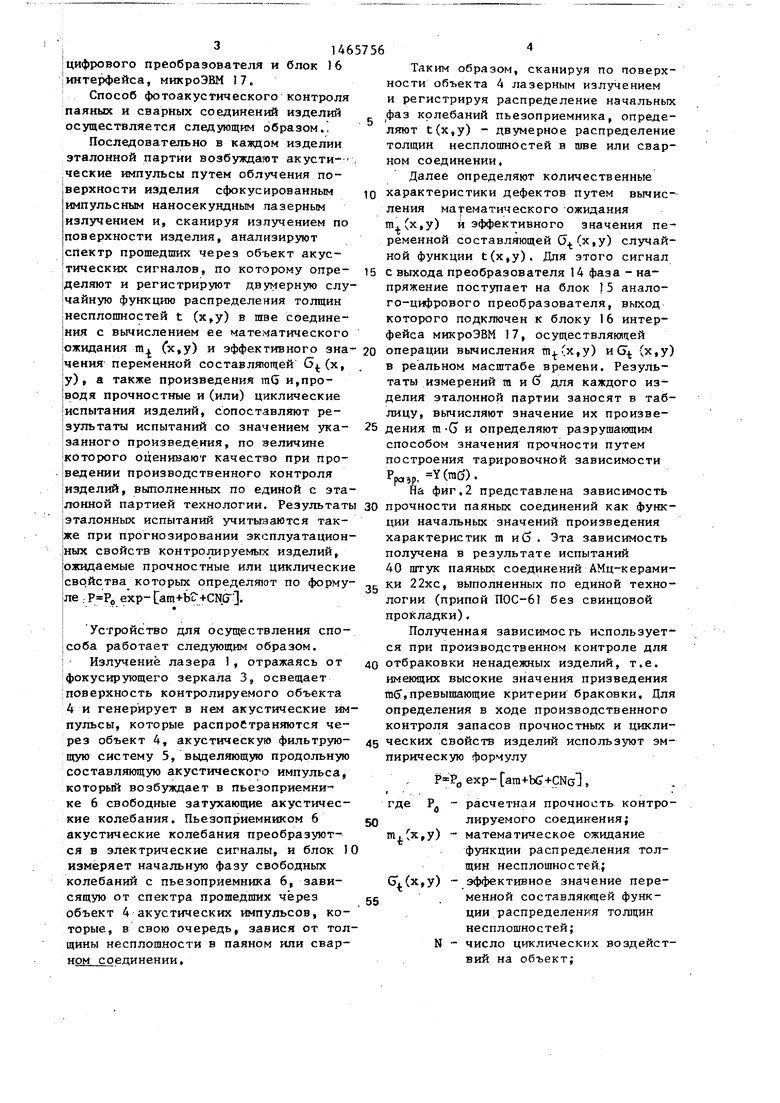
Устройство содержит импульсный наносекундный лазер 1 с блоком 2 питания, фокусирующее зеркало 3, контролируемый объект 4, акуст1-1ческую фильтрующую систему 5, пьезоприемник 16, предусилитель 7, детектор 8 нуля, одновибратор 9, блок 10 измерения начальной фазы сигнала, преобразователь 11 фаза - напряжение, блок 12 генераторов строчной и кадровой разверток, схему 13 управления опт1{ческой разверткой, блок 14 магнитоэле стри- ческих вибраторов, блок 15 аналоге05С71 vl
СЛ
05
I3146
I цифрового преобразователя и блок J6 Iинтерфейса, микроЭВМ 17.
Способ фотоакустического контроля паяных и сварных соединений изделий осуществляется следующим образом,
Последовательно в каждом изделии эталонной партии возбуждают акусти- ческие импульсы путем облучения поверхности изделия сфокусированным импульсным наносекундным лазерным излучением и, сканируя излучением по поверхности изделия, анализируют спектр прошедших через объект акустических сигналов, по которому определяют и регистрируют двумерную случайную функцию распределения толщин несплошностей t (х,у) в шве соединения с вычислением ее математического
ременной составляющей (5 (х,у) случайной функции t(x,y). Для этого сигнал с выхода преобразователя 14 фаза - напряжение поступает на блок |5 аналого-цифрового преобразователя, выход которого подключен к блоку 16 интерфейса микроэвм 17, осуществляю1цей
ожидания га, Сх,у) и эффективного зна- 20 операции вычисления т, (х,у) и Gi. (х,у)
. м. /Т f.Vь
чения переменной составляющей G(x, у), а также произведения inG и,проводя прочностные и(или) циклические испытания изделий, сопоставляют ре- зультаты испытаний со значением указанного произведения, по величине которого оценивают качество при проведении производственного контроля |изделий, выполненных по единой с зтав реальном масштабе времени. Результаты измерений га и б для каждого изделия эталонной партии заносят в таблицу, вычисляют значение их произве- 25 дения m -G и определяют разрушающим способом значения прочности путем построения тарировочной зависимости Рр Y(raC3).
На фиг,2 представлена зависимость
ia
лонной партией технологии. Результаты ЗО прочности паяных соединений как функ- эталонных испытаний учитываются так-ции начальных значений произведения
же при прогнозировании эксплуатационных свойств контролируемых изделий, ожидаемые прочностные или циклические
характеристик m иСэ . Эта зависимость
получена в результате испытаний
40 штук паяных соединений АМц-керамисвойства которых определяют по форму- ки 22хс, выполненных по единой техно- ле . ехр-Сат+ЬсЧ-CNff .
логии (припой ПОС-61 без свинцовой прокладки).
Устройство для осуществления спо- соба работает следующим образом. Излучение лазера 1, отражаясь от фокусирующего зеркала 3, освещает :поверхность контролируемого объекта 4 и генерирует в нем акустические импульсы, которые распространяются через объект 4, акустическую фильтрующую систему 5, ввделяющую продольную составляющую акустического импульса, который возбуждает в пьезоприемни ке 6 свободные затухающие акустические колебания. Пьезоприемником 6 акустические колебания преобразуются в электрические сигналы, и блок IО измеряет начальную фазу свободных колебаний с пьезоприемника 6, зависящую от спектра прошедших через объект 4 акустических импульсов, которые, в свою очередь, завися от толщины несплошности в паяном или свар- ном соединении,
Таким образом, сканируя по поверхности объекта 4 лазерным излучением и регистрируя распределение начальных фаз колебаний пьезоприемника, определяют t(x,y) - двумерное распределение толщин несплошностей в шве или сварном соединении,
Далее определяют количественные характеристики дефектов путем вычисления математического ожидания niiC ty) и эффективного значения пе
ременной составляющей (5 (х,у) случайной функции t(x,y). Для этого сигнал с выхода преобразователя 14 фаза - напряжение поступает на блок |5 аналого-цифрового преобразователя, выход которого подключен к блоку 16 интерфейса микроэвм 17, осуществляю1цей
операции вычисления т, (х,у) и Gi. (х,у)
.Vь
в реальном масштабе времени. Результаты измерений га и б для каждого изделия эталонной партии заносят в таблицу, вычисляют значение их произве- 25 дения m -G и определяют разрушающим способом значения прочности путем построения тарировочной зависимости Рр Y(raC3).
На фиг,2 представлена зависимость
ia
ЗО прочности паяных соединений как функ- ции начальных значений произведения
характеристик m иСэ . Эта зависимость
получена в результате испытаний
40 штук паяных соединений АМц-керами ки 22хс, выполненных по единой техно-
логии (припой ПОС-61 без свинцовой прокладки).
Полученная зависимость используется при производственном контроле для
40 отбраковки ненадежных изделий, т.е. имеющих высокие значения призведения шб,превышающие критерии браковки. Для определения в ходе производственного контроля запасов прочностных и цикли45 ческих свойств изделий используют эмпирическую формулу
ехр- ara+b&+CN01,
где Р. - расчетная прочность контролируемого соединения;
т,(х,у) - математическое ожидание
функции распределения толщин несплошностей; эффективиое значение переменной составлякщей функции распределения толщин несплошностей;
N число циклических воздействий на объект;
.У)
a,b - коэффициенты, опреляемьте
при эталонных испытаниях; С - коэффициент, характеризующий жесткость циклических воздействий.
Коэффициенты а,Ь,с определяются из результатов эталонных испытаний. Они могут быть найдены известным способом наименьших квадратов, но на практике удовлетворительную точность дает более простой метод средних.
Согласно этому методу, сумма отклонений, вычисленных по формуле от значений, полученньпс при эталонных испытаниях, должна равняться нулю:
ГСР тал-Р)
С помощью предлагаемого способа достигаются высокая достоверность прогноза прочности изделия за счет количественного измерения распределения и характеристик дефектов, содержащихся в шве контактного соединения; возможность точного установления кри- териев браковки, исходя из требуемой прочности соединения; возможность определения запасов прочности на любом этапе эксплуатации паяного или сварного соединения при циклических воз- действиях.
Формула изобретения
Способ фотоакустического контроля паяных и сварных соединений изделий, заключающийся в том, что в контролируемом изделии в процессе сканирования сфокусированным импульсным нано
секундр1ым лазерным излуюиием возбуждают импульсы акустических колебаний, принимают прошедшие изделие импульсы акустических колебаний, регистрируют изменение спектра импульсов принятых колебаний, вызванное наличием не- сплошностей, с учетом которого опре- деляют качество паяных и сварных соединений изделий, отличающий- с я тем, что, с .целью повышения, точности и информативности -контроля за счет определения и запаса прочности паяных и сварных соединений издеЛИЙ, дополнительно регистрируют случайную двумерную функцию t(x,y) распределения толщин несплошностей сое- д инений, определют математическое ожидание т,(х,у) и эффективное значение переменной составляющейG.(x,у). этой функции, качество паяных и сварных определяют по величине произведения mi (х,у) ) t SI запас прочнос- Р определяют по формуле
.(x,y)(x,y) + +CN6(x,y)l,
ти
где Р - конструктивная прочность
изделия;
а,Ь - коэффициенты, определенные по результатам эталонных испытаний;
С - коэффициент, характеризующий жесткость циклических воздействий;
N - заданное число циклических воздействий, которому подвергается изделие в процессе эксплуатации.
70
ffjimaB Mt W
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ПАЯНЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2545348C2 |
| Способ определения структурных характеристик изделий из полимерных композиционных материалов и устройство для его осуществления | 2023 |
|
RU2809932C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КАЧЕСТВА МОНТАЖА ПОДЛОЖЕК ВО ВРЕМЯ УЛЬТРАЗВУКОВОЙ МИКРОСВАРКИ | 2018 |
|
RU2721338C1 |
| Способ изготовления стенда сухой протяжки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2017 |
|
RU2653138C1 |
| Способ изготовления фланцевой вставки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2016 |
|
RU2625985C1 |
| СПОСОБ ДИАГНОСТИКИ КОНТАКТНОЙ СВАРКИ | 1998 |
|
RU2133179C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2214590C2 |
| Способ ультразвуковой дефектоскопии трубопровода | 2024 |
|
RU2834582C1 |
| СПОСОБ ДИАГНОСТИКИ КОНТАКТНОГО ОРЕБРЕНИЯ | 1998 |
|
RU2133180C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ УЗЛОВ ТЕЛЕЖЕК ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2480741C1 |
Изобретение относится к неразрушающему контролю качества паяных и сварных соединений в изделиях. Цель изовретения - повьшение точности- и информативности контроля за счет определения и запаса прочности паяных и сварных соединений. В процессе ске нирования изделия импульсным лазерным излучением регистрируют изменение спектра импульсов прошедших изделие акустических колебаний, вызванное наличием нёсплошностей, а также случайную двумерную функцию распределения толщин несплопшостей соединений, по которой находят математическое ожидание и эффективное значение переменной составляющей этой функции. Качество соединения определяют по величине произведения наеденного математического ожидания и эффективного значения переменной составляющей, а запас прочности - по расчетной формуле . 3 ил.
| Авторское свидетельство СССР № 1230403, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
