со j
Изобретение относится к испытательной технике, а именно к способам контроля качества.адгезии пленок, нанесенных на подложки.
Целью изобретения является повышение точности при контроле качества адгезии вакуумно-напыленных металлических пленок.
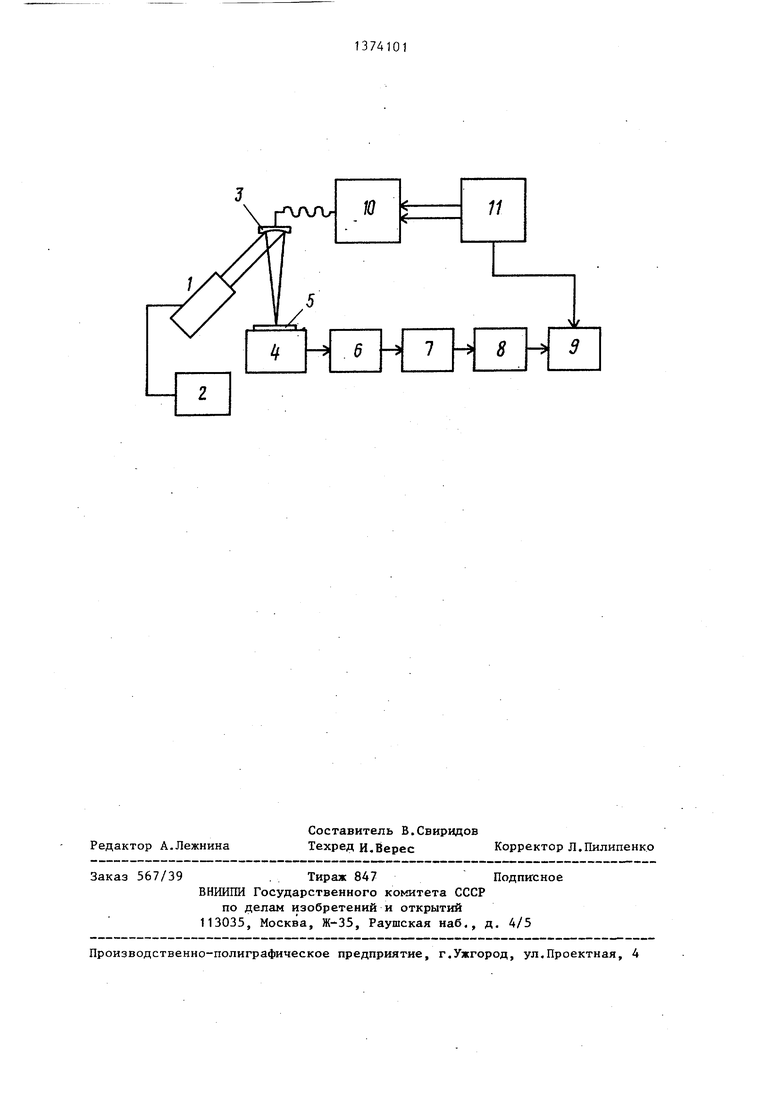
На чертеже показана схема устрой- ства для реализации предлагаемого дпособа.
Устройство содержит импульсный на- носёкундньш лазер 1 с блоком 2 накачки, фокусирующее сферическое зерка- ло 3, пьезоприемник 4, предназначенный для связи с контролируемым соединением 5, предварительный 6 и основной 7 усилители, нормализатор 8 импульсов, частотомер 9, связанный со сферическим зеркалом 3 механизм 10 развертки луча лазера по Х-У и генератор 11 строчной и кадровой разверток луча лазера.
Способ осуществляют следующим об- разом.
Сформированный в блоке 2 накачки луч лазера 1 плотностью мощности 10 - 10 Вт/см направляют на. сферическое зеркало 3, которое фокусирует луч и направляет на пленку контролируемого соединения, выполненного из вакуумно-напыленных металлических пленок, например Сг, Си, Аи и др. на поликадровых подложках. Луч лазера 1 непрерывно сканирует с помощью генератора 11 и механизма 10 разверток по поверхности пленки со скоростью, равной скорости распространения звука в материале пленки. При сканиро- вании лучом лазера 1 по поверхности пленки в соединении генерируются термоупругие напряжения, которые сопровождаются генерацией акустоэмис-
СИОННЫХ импульсов и регистрируются
пьезоприемником 4. Пьезоприемник 4 может быть подключен для регистрации акустических колебаний в зоне воздействия нагрузки как непосредственно к пленке, так и к подложке. Плотность мощности луча лазера 1 10 -10 Вт/см обеспечивает неразрушающий контроль соединения, т.е. без нарушения контакта пленки с подложкой, при этом в адгезионном соединении генерируются
наибольшие амплитуды напряжений. При
5
0 с Q
с
5
плотности мощности менее 10 Вт/см амплитуда напряжений в адгезионном соединении недостаточна для ее регистрации. Если плотность мощности больше 10 Вт/см, в адгезионном соединении возникают изменения физико-химического состояния поверхности пленки. Скорость сканирования лучом лазера, равная скорости распрсгст- ранения звука в материале пленки, реализует акустоупругий режим генерации акустических колебаний, соответствующий наносекундному импульсному методу их возбуждения. При уменьшении скорости сканирования накапливается тепло в соединении, приводящее в нарушение адгезии пленки.
Принятые пьезоприемником 4 акусто- эмиссионные сигналы преобразуются в усилителях 6 и 7 в электрические и поступают на вход нормализатора 8 импульсов, который преобразует их в видеоимпульсы с частотой, соответствующей числу принятых пьезоприемником 4 акустоэмиссионных импульсов. С выхода нормализатора 8 импульсов сигналы поступают на частотомер 9, работающий в режиме счета импульсов и управляемый синхроимпульсом о-т генератора 11 кадровой развертки. За время окончания кадра развертки луча лазера 1 на поверхности пленки на цифровом частотомере 9 формируется число, характеризующее качество адгезии пленки, и чем оно меньше, тем лучше качество адгезии пленки.
Формула изобретен и я
Способ контроля качества адгезии пленок, по которому на соединение со стороны пленки воздействуют нагруз-: кой, регистрируют акустические колебания в зоне воздействия и по их величине судят о качестве адгезии, отл.и чающийся тем, что, с целью повьш1ения точности при контроле вакуумно-напьтенных металлических пленок, нагрузку создают путем сканирования непрерывным лучом лазера, имеющего плотность мощности от 10 до 10 Вт/см, со скоростью сканирования, равной скорости распространения звука в материале пленки. .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОУРОВНЕВОЙ КОММУТАЦИИ ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 1992 |
|
RU2017353C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЕРИОДИЧЕСКИХ МИКРОСТРУКТУР НА ВТСП ПЛЕНКАХ С ДЖОЗЕФСОНОВСКИМИ СВОЙСТВАМИ | 2004 |
|
RU2275714C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПЛАСТИНЫ ИЗ ЦИРКОНИЕВОГО СПЛАВА | 2016 |
|
RU2633688C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКИСНЫХ ПЛЕНОК | 1991 |
|
RU2110604C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2260786C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ВОЛОКОННЫХ МАТЕРИАЛОВ | 1992 |
|
RU2023690C1 |
| СПОСОБ ХИМИЧЕСКОГО ОСАЖДЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПЛЕНОК ХАЛЬКОГЕНИДОВ МЕТАЛЛОВ | 1990 |
|
SU1766210A1 |
| СПОСОБ ОДНОВРЕМЕННОГО ФОРМИРОВАНИЯ НА ДВУХСТОРОННИХ ДИЭЛЕКТРИЧЕСКИХ ПОДЛОЖКАХ ТОНКИХ ПЛЕНОК YBaCuO | 2013 |
|
RU2539749C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ПЛЕНОК КАРБИДА КРЕМНИЯ МЕТОДОМ ВАКУУМНОЙ ЛАЗЕРНОЙ АБЛЯЦИИ | 2007 |
|
RU2350686C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ЭПИТАКСИАЛЬНЫХ СЛОЕВ β-SIC НА КРЕМНИИ МОНОКРИСТАЛЛИЧЕСКОМ | 2013 |
|
RU2524509C1 |
Изобретение относится к испытательной технике, предназначено для контроля качества адгезии пленок и позволяет повысить точность при контроле качества адгезии вакуумно-напы- ленных металлических пленок. При сканировании лучом лазера, имеющего плотность мощности от lO до 10 Вт/см , по поверхности пленки со скоростью сканирования, равной скорости распространения звука в материале пленки, в- соединении генерируются термоупругие напряжения, которые сопровождаются генерацией акустозмиссионных импульсов. При этом в соединении не происходит нарушения контакта пленки с подложкой, а генерируемая амплитуда напряжений максимальна. В случае плотности мощности более 10 Вт/см в адгезионном соединении возникают изменения физико-химического состояния поверхности пленки. При уменьшении скорости сканирования в соединении накапливается тепло, приводящее к нарушению адгезии пленки. За время окончания кадра развертки луча лазера на поверхности пленки на цифровом частотомере формируется число, характеризующее качество адгезии пленки, и чем .оно меньше, тем лучше качество адгезии. 1 ил. Ш (Л
| Способ контроля соединений твердых тел | 1980 |
|
SU911325A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
