Предметом изобретения является станов для намотки безындуктивных и безъемкостных проволочных сопротивлений, выполняемых из двух параллельных ветвей, намотанных перекрестно на общий каркас. Последний при намотке закрепляется в шпинделе, который приводится во вращение.
В отличие от известных станков подобного назначения в предлагаемом станке осуществляется одновременно намотка обеих ветвей перекрестной обмотки. Это достигается применением в станке пустотелого цилиндра с расположенной в его полости шпулей с наматываемой проволокой, приводимого во вращение в ту же сторону, что и шпиндель, но с вдвое большей скоростью. При таком выполнении станка одна ветвь обмотки наматывается проволокой, сматываемой с основной шпули (катушки), а вторая - со шпули, расположенной в указанном цилиндре. Одновременная намотка обеих ветвей сопротивления повышает производительность станка.
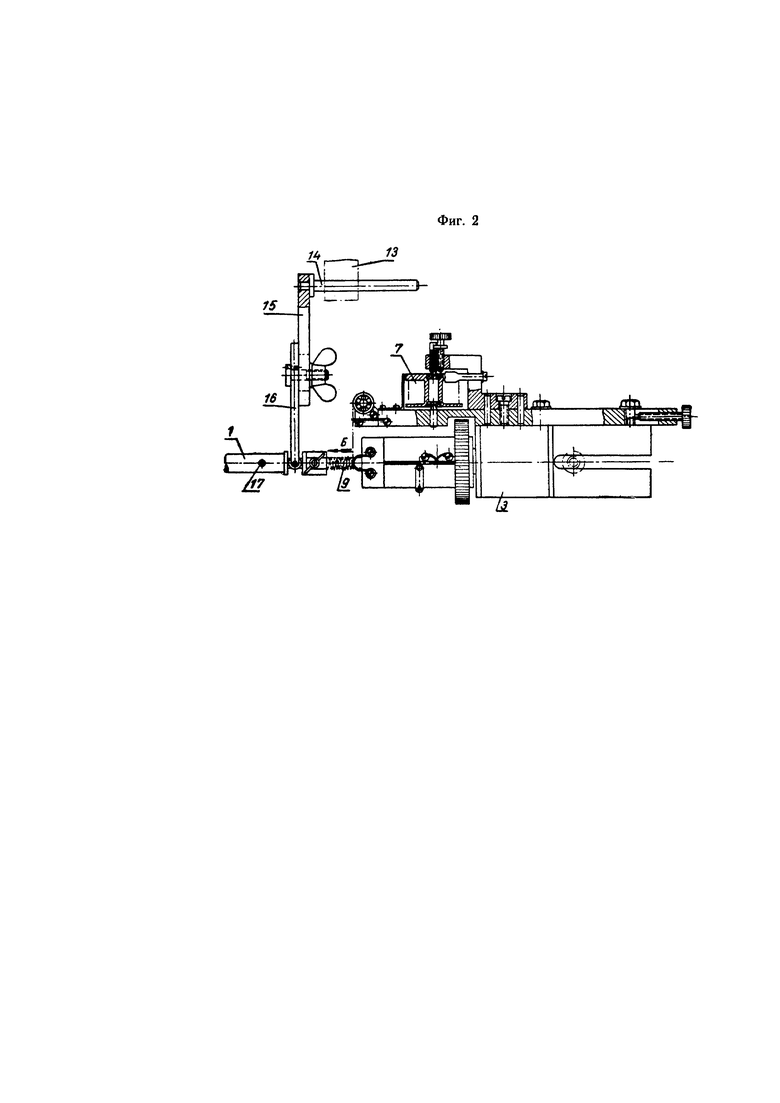
На фиг. 1 изображен вид станка сбоку и разрез по (АА); на фиг. 2 - вид в плане.
По одной оси со шпинделем (1) намоточного станка (на чертеже станок не изображен) устанавливается пустотелый цилиндр (2), могущий вращаться в подшипниках, установленных в корпусе (3), закрепленном на задней стойке (4) станка. При помощи зубчатой передачи (5-6) цилиндр (2) приводится во вращение от шпинделя (1) со скоростью, вдвое большей скорости шпинделя. Около цилиндра (2) расположена основная шпуля (7) (катушка) с проволокой, а внутри цилиндра (2) - вторая шпуля (8) с проволокой. Запас проволоки на шпулях берется из расчета намотки 100-150 сопротивлений.
Каркас (9) сопротивления вводится одним концом в гнездо шарикоподшипника (10), укрепленного в цилиндре (2), а другим закрепляется в зажиме (11) оправки (12), вставленной в осевое отверстие шпинделя (1). Концы проволок, выведенных от шпуль (7) и (8), закрепляются на каркасе (9).
При вращении шпинделя (1) и цилиндра (2) на каркасе (9) будут одновременно наматываться проволоки с обеих шпуль (7) и (8), но в противоположных направлениях, образуя наложенные перекрестно параллельные ветви сопротивления.
Продольное перемещение каркаса (9) в процессе намотки (для получения требуемого шага намотки) достигается путем продольного перемещения оправки (12) в отверстии шпинделя в направлении от цилиндра (2) (т.е. по стрелке Б). Каркас (9) при этом постепенно вытягивается из гнезда шарикоподшипника (10). Оправка (12) получает продольное перемещение от укладчика (13) намоточного станка при помощи стержня (14), рычага (15) и вилки (16). Величина перемещения оправки (12) в шпинделе (1) устанавливается винтом (17) соответственно длине сопротивления.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАМОТОЧНОЕ УСТРОЙСТВО | 1995 |
|
RU2096852C1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2348529C1 |
| Торовый опорный шпангоут из композиционного материала | 1982 |
|
SU1081309A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ ЭЛЕКТРИЧЕСКИХ КАТУШЕК | 1966 |
|
SU216144A1 |
| СТАНОК НАМОТОЧНЫЙ | 2015 |
|
RU2615478C1 |
| Устройство для намотки бескаркасных якорей электрических машин | 1980 |
|
SU936247A1 |
| Способ изготовления резисторов из микропровода в стеклянной изоляции | 1971 |
|
SU479158A1 |
| Малогабаритный высоковольтный импульсный трансформатор и способ его изготовления | 2021 |
|
RU2764648C1 |
| Челнок круглоткацкого станка | 1986 |
|
SU1467104A1 |

Станок для намотки безындуктивных и безъемностных сопротивлении на каркас, закрепляемый во вращающемся шпинделе, отличающийся тем, что, с целью обеспечения возможности одновременной намотки обеих ветвей перекрестной обмотки, он снабжен пустотелым цилиндром с расположенной в его полости второй шпулей с наматываемой проволокой, приводимым во вращение в ту же сторону, что и шпиндель, но с вдвое большей скоростью.
