(54) ПОЛУАВТОМАТ ДЛЯ ОБРЕЗАНИЯ ВЕРХА ГОЛЕНИЩ ВАЛЯНОЙ ОБУВИ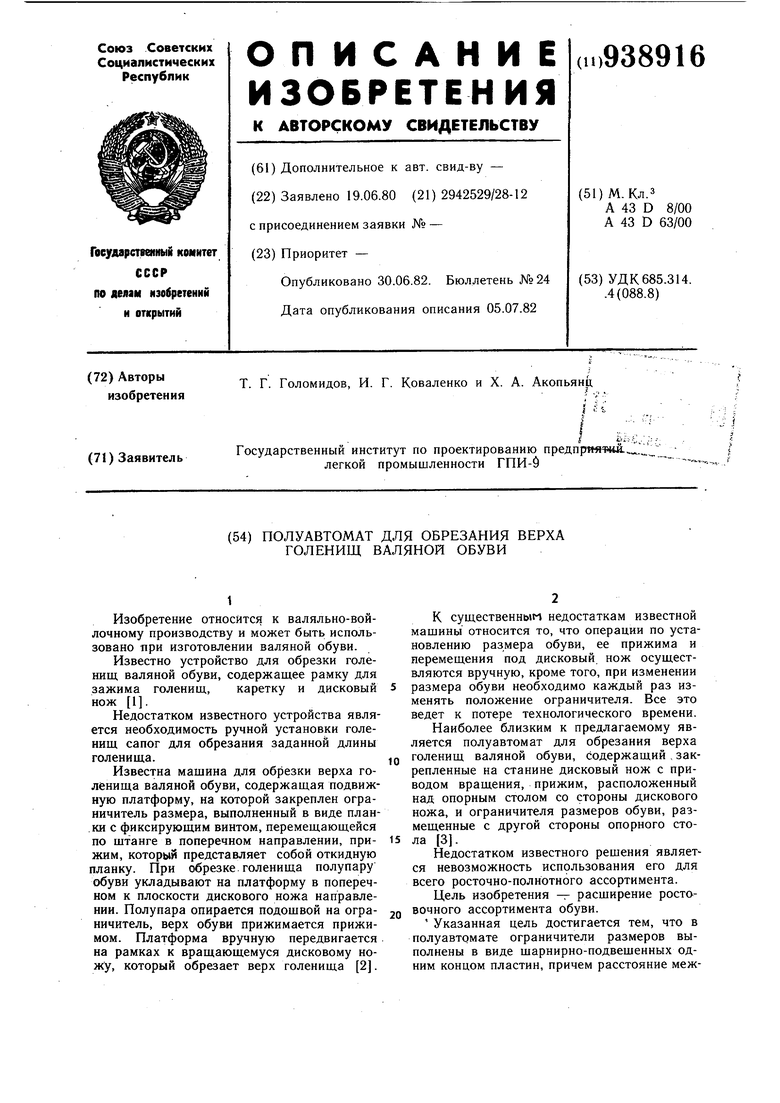

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обрезки верха голенища валяной обуви | 1989 |
|
SU1622405A1 |
| Способ изготовления валяной обуви | 1985 |
|
SU1326676A1 |
| Устройство для уплотнения конической заготовки основы валяной обуви | 1988 |
|
SU1513052A1 |
| Способ формования основы валяной обуви | 1990 |
|
SU1708962A1 |
| Прибор для определения гибкости обуви | 1981 |
|
SU1000841A1 |
| Пресс для закрепления влагозащитного бортика на валяной обуви | 1978 |
|
SU780833A1 |
| Способ уплотнения заготовки основы валяной обуви | 1989 |
|
SU1730272A1 |
| Устройство для оправки валяной обуви на механических колодках после насадки | 1985 |
|
SU1286152A1 |
| Поточная линия для изготовления основы валяной обуви | 1990 |
|
SU1708961A2 |
| Устройство для определения гибкости обуви | 1989 |
|
SU1716378A1 |

1
Изобретение относится к валяльно-войлочному производству и может быть использовано при изготовлении валяной обуви.
Известно устройство для обрезки голенищ валяной обуви, содержащее рамку для зажима голенищ, каретку и дисковый нож 1.
Недостатком известного устройства является необходимость ручной установки голенищ сапог для обрезания заданной длины голенища.
Известна мащина для обрезки верха голенища валяной обуви, содержащая подвижную платформу, на которой закреплен ограничитель размера, выполненный в виде план.ки с фиксирующим винтом, перемещающейся по штанге в поперечном направлении, прижим, который представляет собой откидную планку. При обрезке, голенища полупару обуви укладывают на платформу в поперечном к плоскости дискового ножа направлении. Полупара опирается подощвой на ограничитель, верх обуви прижимается прижимом. Платформа вручную передвигается на рамках к вращающемуся дисковому ножу, который обрезает верх голенища 2.
К существенным недостаткам известной машины относится то, что операции по установлению размера обуви, ее прижима и перемещения под дисковый нож осуществляются вручную, кроме того, при изменении S размера обуви необходимо каждый раз изменять положение ограничителя. Все это ведет к потере технологического времени.
Наиболее близким к предлагаемому является полуавтомат для обрезания верха ,Q голенищ валяной обуви, содержащий , закрепленные на станине дисковый нож с приводом вращения, прижим, расположенный над опорным столом со стороны дискового ножа, и ограничителя размеров обуви, размещенные с другой стороны опорного сто15 ла 3.
Недостатком известного рещения является невозможность использования его для всего росточно-полнотного ассортимента.
Цель изобретения -г- расщирение росто2Q ночного ассортимента обуви.
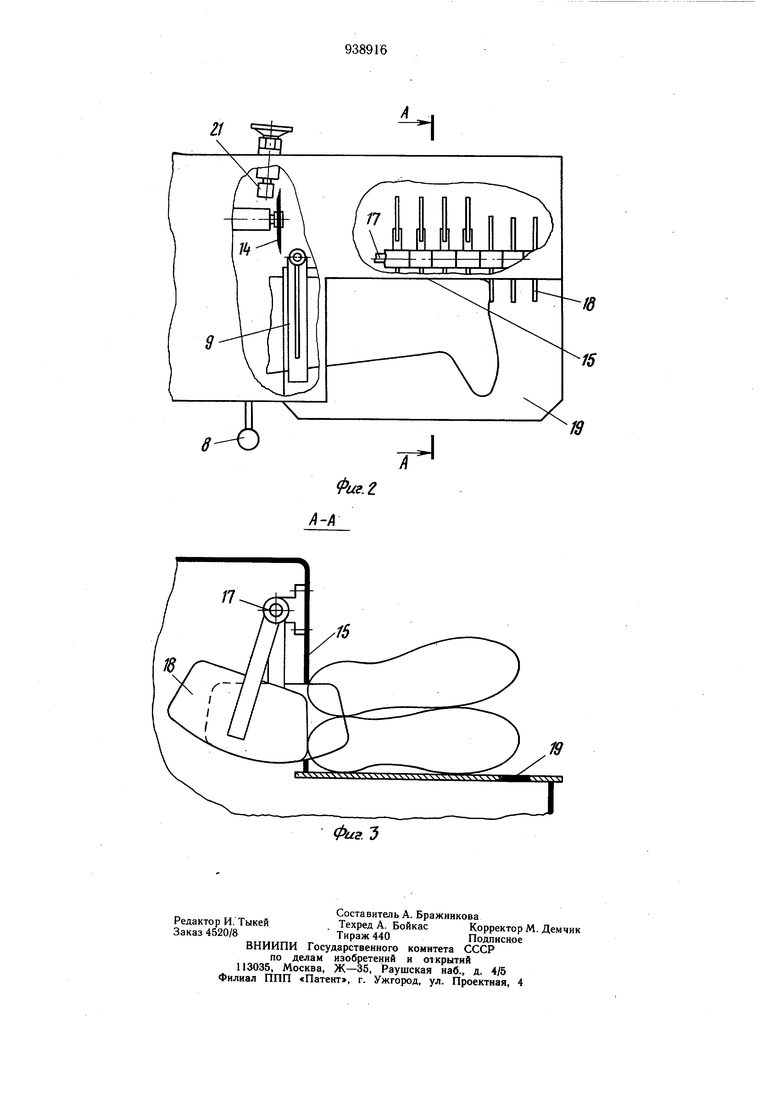
Указанная цель достигается тем, что в полуавтомате ограничители размеров выполнены в виде щарнирно-подвещенных одним концом пластин, причем расстояние между двумя соседними пластинами равно разнице длин стопы двух соседних номеров обуви. На фиг. 1 показан полуавтомат, общий вид; на фиг, 2 - схема установки обуви; на фигг 3 - разрез А-А на фиг. 2. Полуавтомат для обрезания верха голенищ валяной обуви содержит электродвигатель 1, кинематически связанный цепной передачей 2 с однооборотной муфтой 3 распределительного вала 4, имеющего кулачки 5 и 6. Однооборотная муфта 3 тягой 7 связана с рычагом 8 управления. Распределительный вал 4 управляет прижимом 9, выполненным в виде упора со щтоком, снабженным пружиной 10. На коромысле 11 закреплен электропривод 12, связанный передачей 13 с дисковым ножом 14. Внутри корпуса полуавтомата к панели 15, имеющей размеров 16, на оси 17 свободно подвешены ограничители 18 размеров выполненные в виде шарнирно закрепленных пластин, каждая из которых соответствует заданному размеру. Расстояние между двумя соседними пластинами равно разнице длин стопы двух соседних номеров обуви. Опорный стол 19 расположен под прижимом и снабжен постом 20 управления электродвигателями, а периодическая заточка дискового ножа 14 осуществляется устройством 21 заточки. Полуавтомат работает следующим образом. С поста 20 управления запускаются в работу электропривода 1 и 12. От электропривода 1 через цепную передачу 2 получает вращение муфта 3, а от электропривода 12 через ременную передачу 13 получает вращение дисковый нож 14. Для обрезки голенища пару валяной обуви укладывают на опорном сТоле 19 в поперечном к плоскости дискового ножа 14 направлении под прижим 9. При этом отклоняются ограничители 18, не соответствующие заданному размеру, до упора в панель 15, а пяточную часть упирают в один из ограничителей 18, соответствующий данному размеру обуви. Затем рычагом 8 через тягу 7 включается однсоборотная муфта 3, передающая вращение на распределительный вал 4. На валу вращается кулачок 5, который контактирует с подпружиненным штрком с упором прижима 9, осуществляя при этом прижатие голенища к столу. От кулачка 6 через передачу 13 коромысло 11 перемещает дисковый нож 14 в поперечном направлении. Осуществляется обрезка голенища и возврат дискового ножа 14 в исходное положение. Прижим 9 поднимается, освобождая при этом голенище. Обрезанная пара снимается с опорного стола 19, на который укладывается следующая пара. При необходимости с помощью устройства заточки 21 в исходном положении осуществляется заточка ножа 14. .Применение предлагаемого полуавтомата ликвидирует ряд ручных операций при обрезке верха голенищ валяной обуви, что способствует повыщению производительности труда. Наиболее эффективно можно использовать полуавтомат в валяльно-войлочной промышленности. Формула изобретения Полуавтомат для обрезания верха голенищ валяной обуви, содержащий закрепленные на станине дисковый нож с приводом вращения, прижим, расположенный над опорным столом со стороны дискового ножа, и ограничители размеров обуви, размещенные с другой стороны опорного стола, отличающийся тем, что, с целью расширения ростовочного ассортимента обуви, ограничители размеров выполнены в виде шарнирно-подвешенных одним концом пластин, причем расстояние между двумя соседними пластинами равно разнице длин стопы двух соседних номеров обуви. Источники информации, принятые во внимание при экспертизе 1.Кузьмичев Ф. И., Левин М. И. Технология валяльно-войлочного производства. М., «Легкая индустрия, 1973, с. 406. 2.Пухакк В. К. Производство валяной обуви методом горячей вулканизации на прессах ПГВВ-2.М., Легкая индустрия, 1975, с. 25-26. 3.Авторское свидетельство СССР № 101472, кл. А 43 D 27/02, 1955 (прототип).
фиг.1
Фиг. 2.
