Изобретение относится к валяльно-войлочной промышленности. Q частности к оборудованию для изготовления основы валяной обуви, и является усовершенствованием известной поточной линии, описанной в основном авт.св. N: 1488375.
Известная поточная линия для изготовления основы валяной обуви содержит размещенные, вдоль конвейера, имеющего последовательно расположенные подпружиненные поддоны, устройства формирования частей заготовки, смонтированные за ними плиточные свойлачивающие машины периодического действия, формировочный стол, установленный за первой плиточной свойлачивающей машиной, при этом каждый поддон снабжен смонтированным посредством шарнира шаблоном по форме готовой основы валяной обуви.
Недостатком является невозможность получения основы валяной обуви больших .размеров без увеличения габаритов линии и сохранении производительности. Это объясняется тем, чТо развертка частей заготовки основы валяной обуви больших размеров по типовым технологическим нормативам имеет значительные размеры идля их обработки требуется увеличение габаритов всех входящих в линию машин, что ведет к увеличению производственных площадей, занимаемых линией. и стоимости оборудования. Для сохранениягабаритов
линии и ее унификации отдельные части заготовки делают утолщенными по сравнению с типовыми нормативами, в свою очередь полученную заготовку невозможно уплотнить до требуемой плотности на плиточных свойлачивающих машинах, входящих в известную линию без оснащения их дополнительными средствами.
Целью изобретения является расширение технологических возможностей за счет получения валяной обуви больших размеров без увеличения габаритов линии.
Поставленная цель достигается тем, что поточная линия для изготовления основы валяной обуви/содержащая размещенные вдоль конвейера, имеющего последовательно установленные подпружиненные поддоны, устройства формирования частей заготовки, смонтированные за ним плиточные свойлачивающие машины периодического действия и формировочный стол, установленный за первой плиточной свойлачивающей машиной, при этом каждый поддон снабжен смонтированным посредством шарнира шаблоном по форме основы валяной обуви, плиточная свойлачивающая машина, установленная непосредственно за формировочным столом, дополнительно снабжена средством для удержания и уплотнения заготовки по контуру шаблона, размещенным между плитами, а последующая-плиточная свойлачивающая машина средством для сообщения шаблону возвратно-поступательного перемещения перпендикулярно направлению перемещения верхней плиты, выполненным в виде шарнирного многозвенника, звенья которого последовательно соединены между собой с возможностью относительного углового перемещения в горизонтальной плоскости, и дополнительным штампом, смонтированным с возможностью размещения на поддоне и кинематически связанным с приводом колебательного перемещения верхней плиты, при этом один из свободных концов многозвенника связан с верхней плитой, а другой установлен с возможностью взаимодействия с шаблоном.
Средство для удержания и уплотнения заготовки по контуру шаблона выполнено в виде гибкого эластичного элемента, кинематически связанного с приводом колебательного У1еремещения верхней плиты.
Каждый шаблон смонтирован на поддоне посредством подпружиненных тяг.
Последующая Млиточная свойлачивающая машина дополнительно снабжена прижимами в виде- гибких эластичных ремешков, размещенных соответственно в аонах носочной и пяточной части шаблона.
Плиточная свойлачивающая машина, установленная непосредственно за формировочным столом, дополнительно снабжена средством для удержания и уплотнения заготовки по контуру шаблона, а последующая плиточная свойлачивающая машина - средством для сообщения шаблону возвратно-поступательного перемещения перпендикулярно направлению перемещения верхней плиты и дополнительным штампом, смонтированным с возможностью размещения на поддоне и кинематически связанным с приводом колебательного перемещения верхней плиты.
Сущность изобретения заключается в следующем. Ватные заготовки основы валяной обуви закладываются в два раза меньшими по площади, чем рекомендуемые для каждого размера, а толщина (поверхностная масса) соответственно увеличивается при сохранении заданной массы волокна, требуемой для определенного размера валяной обуви, т.е. образует утолщенные ватные заготовки. Для сокращения времени уплотнения таких заготовок до требуемой плотности и толщины по типовым технологическим нормативам без нарушения временного цикла изготовления основы валяной обуви уплотнение производят на плиточных свойлачивающих машинах, оснащенных дополнительными средствами, позволяющими уплотнять сформированную заготовку по наружным и внутренним поверхностям и по контуру без применения перекладок, которые производят вручную.
Поточная линия позволяет при сохранении габаритов линии изготовлять основу валяной обуви больших размеров, использовать уже имеющуюся оснастку (лекала, штампы и т.д.), и как следствие унифицировать оборудование для изготовления валяной обуви различного размера и ассортимента.
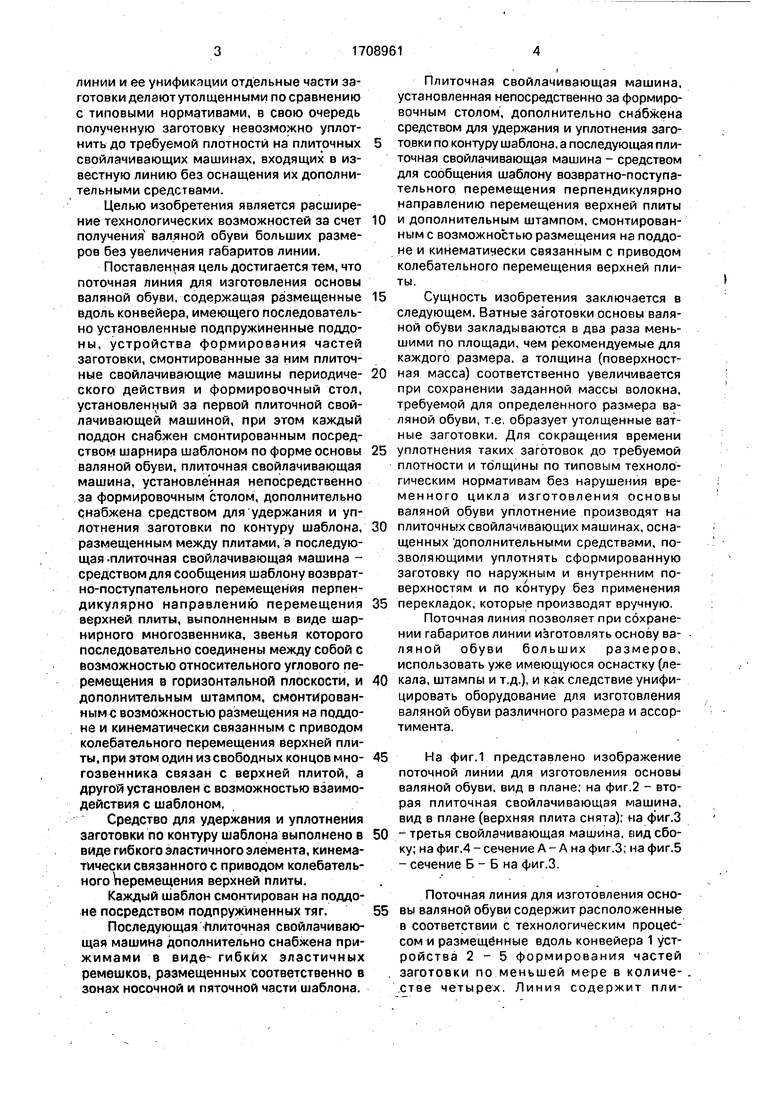
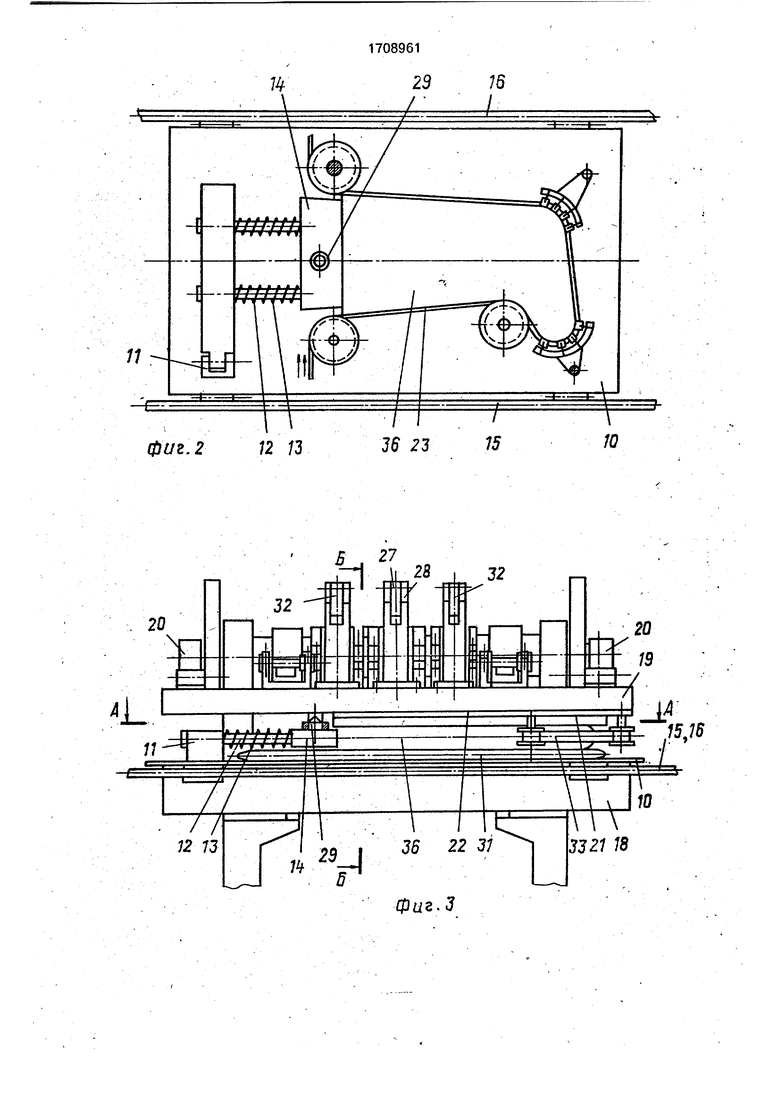
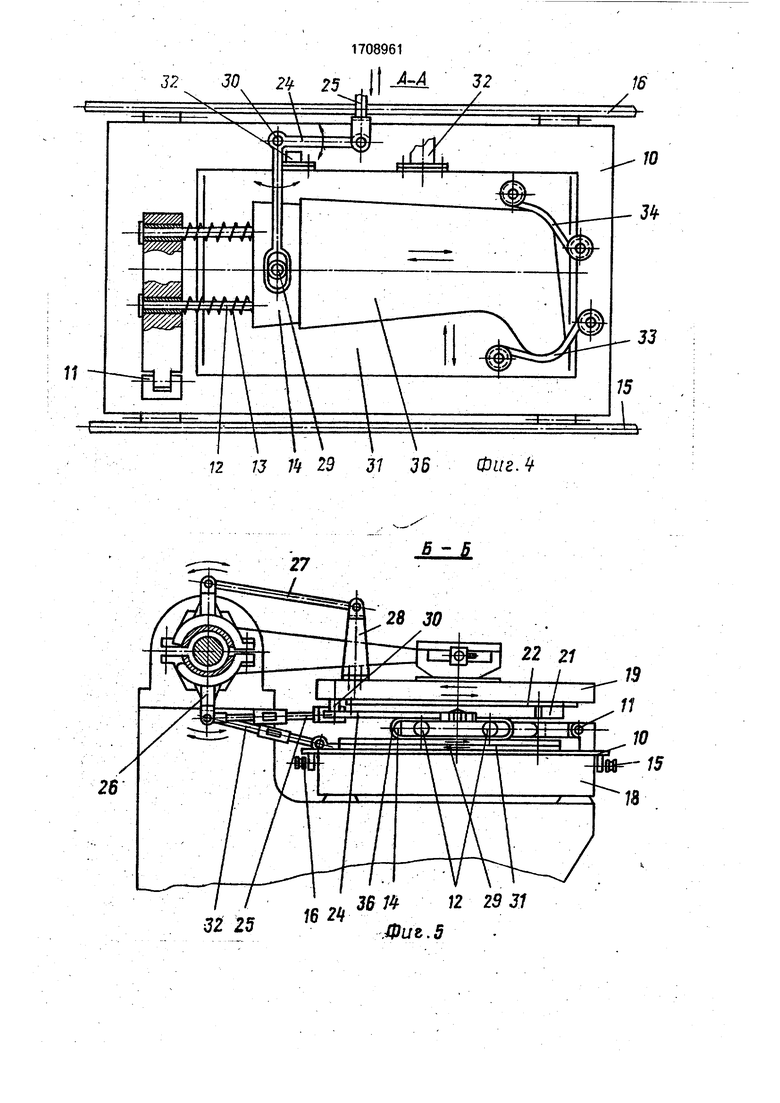
На фиг.1 представлено изображение поточной линии для изготовления основы валяной обуви, вид в плане; на фиг.2 - вторая плиточная свойлачивающая машина, вид в плане (верхняя плита снята); на фиг.З -третья свойлачивающая машмна. вид сбоку; на фиг.4 - сечение А - А на фиг.З; на фиг.5 - сечение Б - Б на фиг.З.
Поточная линия для изготовления основы валяной обуви содержит расположенные в соответствии с технологическим процессом и размещённые вдоль конвейера 1 устройства 2-5 формирования частей заготовки по меньшей мере в количе.стве четырех. Линия содержит плиточные- свойлачивающие машины 6 - 8 и формировочный стол 9.
Конвейер 1 выполнен из последовательно расположенных подпружиненных поддонов 10. На каждом поддоне 10 шарнирнона оси 11 посредством тяг 12, подпружиненных пружинами 13, смонтированы шаблоны 14, имеющие форму готовой основы валяной обуви. Поддоны 10 шарнирно закреплены между двух параллельно расположенных цепей 15 и 16, которые связаны кинематически с приводом 17 для их шагового перемещения.
Каждая свойлачивающая машина 6-8 имеет неподвижную нижнюю плиту 18, верхнюю плиту 19, связанную с приводом 20 колебательного перемещения. К верхней плите 19 прикреплен штамп 21, имеющий конфигурацию основы с площадью, превышающей площадь готовой основы на величину, равную толщине шаблона 14. Между плитами 18 и 19 помещен трафарет 22 с вырезом под штамп 21с зазором между их кромками, равным амплитуде колебаний верхней плиты,
Свойлачив,ающая машина 7 (фиг.2) снабжена дополнительно средством длд удержания и уплотнения заготовки по контуру шаблона, размещенным между плитами. 18 и 19, которое включает гибкий элемент 23 из профильной армированной резины, охватывающий шаблон 14 по наружному контуру, исключая торцовую часть
, голенища и закрепленный по периметру выреза трафарета 22. Один конец гибкого элемента 23 кинематически связан с приводом 20 колебательного перемещения верхней плиты (связь не показана).
Свойлачивающая машина 8 (фиг.З - 5} снабжена дополнительно средством для сообщения шаблону 14 возвратно-поступательного перемещения перпендикулярно направлению перемещения верхней плиты 19, выполненным в виде шарнирного многозвенника, звенья которого 24 - 28 последовательно соединены между собой. При этом один свободный конец многозвенника звена 28 связан с верхней плитой 19, на другом конце звена 24 выполнена серьга с отверстием для взаимодействия с пальцем 29, установленным на шаблоне 14. Ось 30 многозвенника закреплена на верхней плите 19. На нижней плите 18 свойлачивающей
, машины 8 помещен дополнительный штамп 31, кинематически связанный через систему рычагов 32 с приводом 20 колебательного перемещения верхней плиты. В зонах носочной и пяточной части шаблона стационарно на трафарете 22 закреплены прижимы
соответственно 33 и 34 в виде гибких зластичных ремешков.
На формировочном столе 9 шарнирно с возможностью углового перемещения закреплен подпариватель 35 в виде контура
шаблона 14.
,Для обеспечения последовательной работы всех элементов предусмотрена система электроавтоматики.
0 Поточная линия работает следующим образом.
Из рулонной заданной поверхности массы на устройствах 2 - 5 формирования частей; заготовки происходит формирование утолщенных отдельных частей заготовки в виде развертки основы на плоскости, конфигурация которых определена расчетным, и экспериментальным путем, меньшими по площади, но с сохранением
0 требуемой массы для определенного вида обуви. С устройства 2 определенная часть заготовки укладывается на поддон 10 кон; вейера 1. При шаговом перемещении конвейера 1 с каждого последующего
5 устройства 3-5 определенные части заготовки Закладываются друг на друга с получением заготовки основы валяной обуви требуемой переменной толщины. Следующим шагом конвейер 1 перемещает поддон
0 10с сформированной заготовкой 36 на пер. вую свойлачивающую машину 6, где ее часть уплотняется штампом 21. Затем поддон 10 поступает на формировочный стол 9, на котором накладывают шаблон 14 на уплотнённое место заготовки 36, а остальную неуплотненную часть складывают на шаблоне вручную или с помощью механических приспособлений (не показаны). После этого заготовку 36 передают вместе с поддоном
0 на нижнюю плиту 18 плиточной свойлачивающей машины 7. При опускании верхней плиты 19 до контакта штампа 21с заготовкой 36 последняя оказывается внутри гибкого элемента 23, который удерживает
5 заготовку от развертывания. Одновременно с включением привода 20 колебательного перемещения верхней плиты приводится в возвратно-поступательное перемещение гибкий элемент 23. Таким образом, при сращивании примыкающих друг к другу краев сложенной на шаблоне заготовки последняя уплотняется и по контуру. В Машины 7 поддон 10 с заготовкой 36 поступает на машину 8. При этом шаблон с заготовкой раз5 мещается на дополнительном шаблоне 31. Опускают верхнюю плиту 19, серьга рычага 24 взаимодействует с пальцем 29. Включают привод 20 колебательного перемещения верхней плиты. Через многозвенник 28, 27, 26, 25 и 24 передается возвратно-поступательное перемещение шаблону 14. Одновременно через систему рычагов 32 приводится в движение дополнительный штамп 31. После окончания цикла заготовка снимается с шаблона и передается на дальнейшую обработку Использование предложенной поточной линии позволяет унифицировать оборудование для изготовления основы валяной обуви различных размеров и ассортимента. Формула изобретения 1. Поточная линия для изготовления основы ааляной обуви по авт,св.№ 1488375. Отличающаяся тем, что, с целью расширения технологических возможнойтёй за счет получения валяной обуви больших размеров при сохранении габаритов линии, плиточная свойлачивающая машина, установленная непосредственно за формовочным столом, дополнительно снабжена размещенным между плитами средством для удержания и уплотнения заготовки по контуру шаблона, а последующая плиточная Свойлачивающая м ашина - средством для сообщения шаблону возвратно-поступаtёльИofO перемещения перпендикулярно Направлению перемещения плиты, выполуйённым в виде Шарнирного многозвенника, звенья которого последовательно соединены между собой с возможностью относительного углового перемещения в горизонтальной плоскости, и дополнительным штампом, смонтированным с возможностью размещения на соответствующем поддоне и кинематически связанным с приводом колебательного перемещения верхней плиты, при этом один конец многозвенника связан с верхней плитой, а другой установлен с возможностью взаимодействия с шаблоном. 2.Линия по п.1, о т ли ч а ю щ а я с я тем, что средство для удержания и уплотнения заготовки по контуру шаблона выполнено в виде гибкого эластичного элемента, кинематически связанного с приводом колебательного перемещения верхней плиты. 3.Линия по П.1, отличающаяся тем, что каждый шаблон смонтирован на соответствующем поддоне посредством подпружиненных тяг. 4.Линия по П.1, о т л и ч а ю щ а я с я тем, что последующая плиточная свойлачивающая машина дополнительно снабжена прижимами в виде гибких эластичных ремешков, размещенных соответственно в зонах носочной и пяточной частей шаблона. .фуг. 7 фиг. 2 П /3


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для уплотнения волокнистой заготовки основы валяной обуви | 1989 |
|
SU1737050A1 |
| Устройство для уплотнения заготовки основы валяной обуви | 1990 |
|
SU1701765A1 |
| Способ уплотнения заготовки основы валяной обуви | 1989 |
|
SU1730272A1 |
| Способ получения основы валяной обуви | 1985 |
|
SU1341291A1 |
| Установка для изготовления заготовок строительного войлока | 1988 |
|
SU1553587A1 |
| Устройство для уплотнения войлочных заготовок | 1989 |
|
SU1666599A1 |
| Способ получения основы валяной обуви | 1985 |
|
SU1300051A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСНОВЫ ВАЛЯНОЙ ОБУВИ | 1993 |
|
RU2051232C1 |
| Устройство для уплотнения войлочных заготовок | 1990 |
|
SU1754817A1 |
| Устройство для уплотнения заготовки основы валяной обуви | 1990 |
|
SU1778203A1 |
Изобретение относится к валяльно-вой- лочной промышленности, касается механизации технологического процесса производства валяной обуви и является усовершенствованием известной поточной линии по авт.св. № 1488375, позволяет расширить технологические возможности путем изготовления основы валяной обувибольших размеров при сохранении габаритов линии. Для этого ватные заготовки основы валяной обуви закладываются в два раза меньшими по площади, но с сохранением заданной массы волокна, т.е. образуют утолщенные ватные заготовки. Для уплотнения утолщенных заготовок до требуемой ве- личины без увеличения времени на изготовление основы плиточная свойлачивающая машина для сращивания краев заготовки, сложенной на шаблоне, дополнительно имеет средство для удержания и уплотнения заготовки по контуру шаблона, а последующая свойлачивающая машина для окончательного уплотнения заготовки на шаблоне имеет средство для сообщения шаблону возвратно-поступательного перемещения перпендикулярно направлению перемещения верхней плиты и допол-. нитёльный шлам, установленный с возможностью колебательного перемещения. 3 з.п.ф-лы. 5 ил.'СПс
JJ27 78
фаг. 3
| Авторское свидетельство СССР Мг 1488375, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
