Изобретение относится к получению пористых теплоизоляционных изделий и может быть использовано в строительстве, химической промышленности и других областях народного хо зяйства. Известна установка для непрерывного формования трубчатых изделий из пенопласта, содержащая узел подачи компонентов, камеру смешения и камеру формования в виде трубы с дорном 1 к недостаткам этой установки отно сится невысокая производительность и сложность ее обслуживания из-за нали чия набора сменных, отличающихся по длине формующих частей (трубы и дор на)f необходимых для получения изделий с различной объемной массой, а также при использовании различных видов исходного сырья с отличающимися значениями индукционного периода вспенивания и отверждения. Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является установка для непрерывного формования пенопласта, содержащая узел подачи компонентов, камеру смешения компонентов, камеру выдержки и камеру формования t2J. К недостаткам этой установки следует отнести то, что при переходе от одной смеси к другой, отличающихся между собой по вязкости, индукционному периоду вспенивания, реакционной способности и периоду отверждения, требуются трудоемкие работы по подбору длины камеры выдержки, выполненной в виде отрезка гибкой цилиндрической трубы, а также невозможность ее регулирования непосредственно в ходе технологического процесса. Цель изобретения - расширение технологических возможностей установки за счет регулирования длины камеры
выдержки и повышение качества получаемого пенопласта.
Указанная цель достигается тем, что в установке для непрерывного формования пенопласта, содержащей узел подачи компонентов, камеру смешения компонентов, камеру выдержки и камеру формования, камера выдержки выполнена в виде телескопически соединенных между собой неподвижной и подвижной в осевом направлении втулок
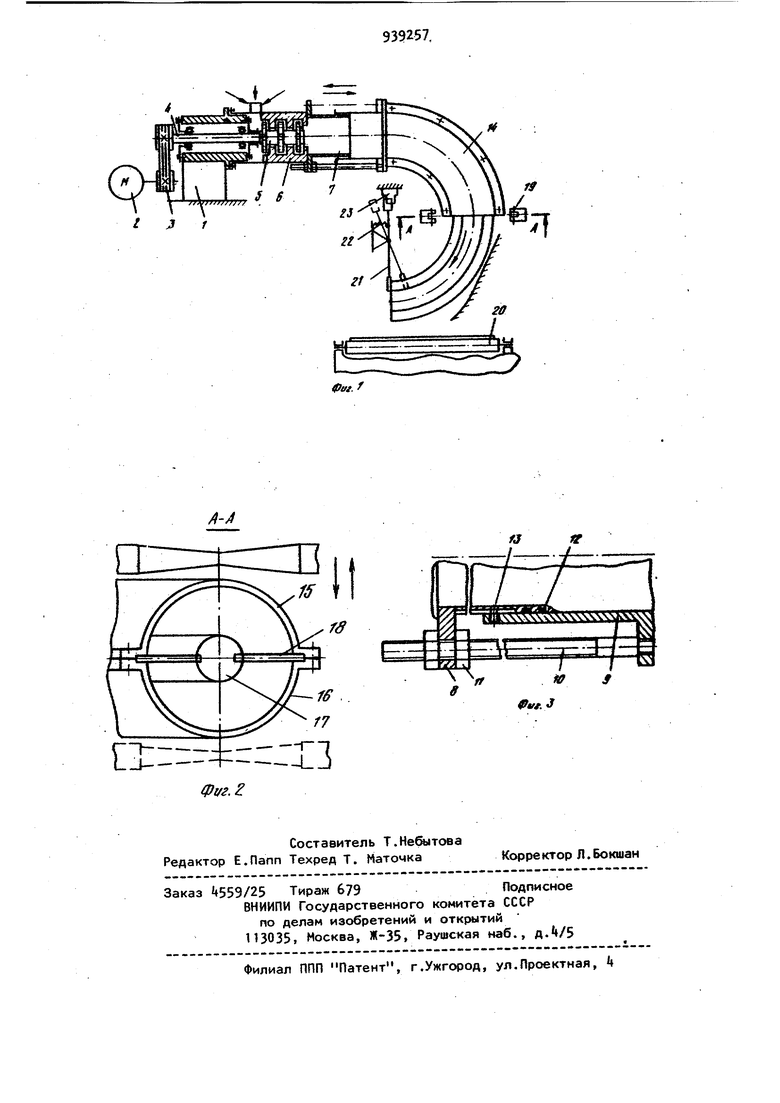
На фиг.1 представлена принципиальная схема установки; на фиг.2 - разрез А-А на фиг.1; на фиг.З - узел регулирования длины камеры выдержки.
Установка состоит из основания 1, в котором размещен электродвигатель 2, соединенный посредством ременной передачи 3с валом k, на котором закреплен перемешивающий элемент;й5, установленный в камере 6 смешения. К камере смешения жестко крепится камера 7 выдержки, выполненная в виде телескопически соединенных между собой неподвижной 8 и подвижной 9 в осевом направлении втулок.
Подвижную и неподвижную втулки .соединяет регулировочный винт 10 с гайками И, а также уплотнения 12 и упорный винт 13. Подвижная втулка 9 камеры выдержки соединена с камерой 1 формования, состоящей из наружных формообразующих поверхностей 15 и 16, соединенных с внутренней формообразующей поверхностью 17 при помощи перегородки 18, разделяющей камеру формования на две половины. Камера формованияможет и|.ет ь прямолинейную или.крутоизогнутую форму.
Кроме того, на выходе из камеры формования могут быть размещены нож 19, транспортер 20 и механизм контроля длины изделия, состоящий из рычага 21, пружины 22 и конечного выключателя 23.
Установка работает следующим образом.
Движение от электродвигателя 2 через ременную передачу 3 подается на вал 4 с перемешивающим элементом 5. Компоненты подаются в камеру 6 смешения и далее, перемещаясь через камеру 7 выдержки, где начинается процесс вспенивания и отверждения, смесь поступает, в камеру 1 формования в вязко-эластичном состоянии. Реакционная смесь разделяется перегородкой 18 на два потока и окончательно отверждается7 Поступающие в камеру формования 1 компоненты выталкивают отформованный участок, который воздействуя на рычаг 21, растягивает пружину 22. Рычаг поворачивается и замыкает контакт конечного выключателя, по сигналу которого нож 19 отрезает готовое изделие, поступающее на транспортер 20,
Регулировку камеры 7 выдержки по длине производят при помощи смещения подвижной 9 относительно неподвижной 8 втулки при помощи винтов 10 и гаек 11.
Использование предлагаемой установки дает возможность формовать изделия /из различных видов исходного сырья, отличающихся между собой как по составу, так и по качеству, а также непосредственно в ходе технологического процесса в любой момент времени оперативно регулировать длину камеры выдержки, что позволяет подавать смесь в камеру формования с неизменными параметрами и тем самым значительно повысить качество готовых из,делий.
Формула изобретения
Установка для непрерывного формования пенопласта, содержащая узел подачи компонентов, камеру смешения компонентов, камеру шйдержки и камеру формования,отличающая ся тем, что, с целью расширения технологических возможностей путем регулирования длины камеры выдержки и повышения качества получаемого пенопласта, камера выдержки выполнена в виде телескопически соединенных между собой неподвижной и подвижной в осевом направлении втулок.
Историки информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № , кл. В 29 О 27/00, 1976.
2.Авторское свидетельство СССР № 361892, кл. 8 29 D 27/00, 1970 (прототип).
fS

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения изделий сложной формы на основе углеродных синтактных пеноматериалов и установка для осуществления способа | 2017 |
|
RU2665775C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОПЛАСТА ИЗ ПЕНООБРАЗУЮЩЕЙ И СМОЛЯНОЙ КОМПОЗИЦИИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2139191C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2494870C1 |
| ЛОПАСТЬ ВОЗДУШНОГО ВИНТА ЛЕТАТЕЛЬНОГО АППАРАТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2749051C1 |
| ПЕРЕНОСНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ВСПЕНЕННЫХ САМООТВЕРЖДАЮЩИХСЯ КОМПОЗИЦИЙ | 1999 |
|
RU2167060C2 |
| Устройство для формования изделий из вспенивающихся материалов | 1983 |
|
SU1122520A1 |
| Способ формования полуцилиндров из пенопласта Данильченко | 1989 |
|
SU1766699A1 |
| СПОСОБ ТЕПЛОГИДРОИЗОЛЯЦИИ ТРУБ НА ОСНОВЕ ПЕНОПЛАСТОВ И ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2140039C1 |
| СПОСОБ ФОРМОВАНИЯ КРУПНОГАБАРИТНЫХ НЕСУЩИХ КОНСТРУКЦИЙ ИЗ СТЕКЛОАРМИРУЮЩЕГО МАТЕРИАЛА И ФОРМОВОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2405710C1 |
| СТАНОК ДЛЯ ПРОИЗВОДСТВА ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 2003 |
|
RU2236350C1 |
4RKr.J
