городаси выполнены с пазами, расположенными поочередно у внутренней поверхности- корпуса и у сердечника шнека.
Кроме того, пазы выполнены с возрастающей глубиной в направлении от сере1Шны поперечной перегородки к ее боковой поверхности и размещены на половине длинь поперечной перегородки, причем на смежных перегородках пазы расположены по разные стороны от середины перегородки.
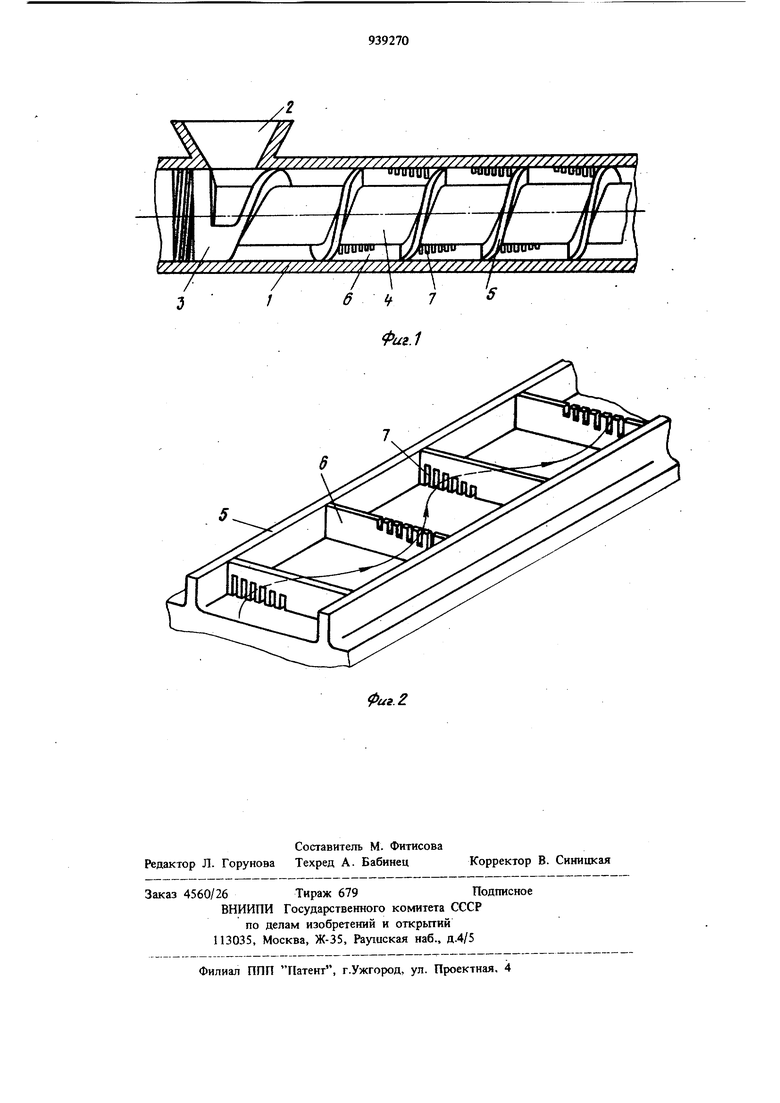
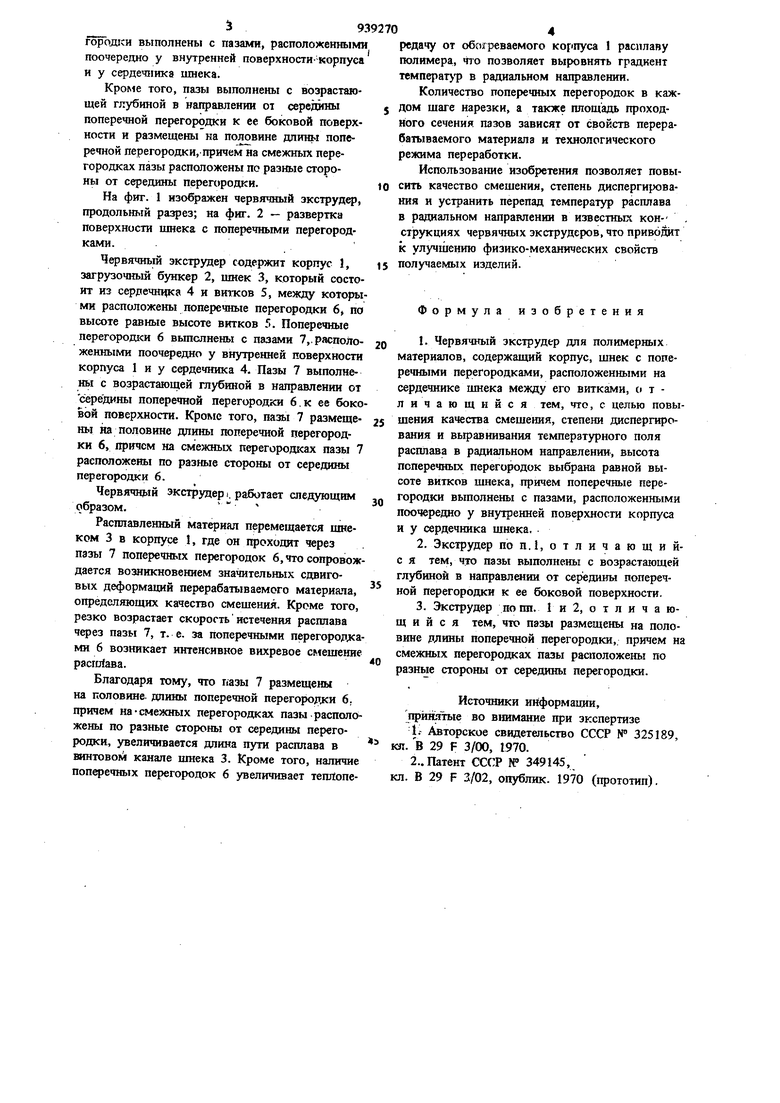
На фиг. 1 изображен червячный экструдер, продольный разрез; на фиг. 2 - развертка поверхности шнека с поперечными перегородками.
Червячньга экструдер содержнт корпус I, загрузочный бункер 2, щнек 3, который состоит из сердечника 4 и витков 5, между которыми расположены поперечные перегородки 6, по высоте равные высоте витков 5. Попере 1Ные перегородки 6 выполнены с пазами 7,.расположенными поочередно у внутренней поверхности корпуса 1 и у сердечника 4. Пазы 7 выполнены с возрастающей глубиной в направлении от середины поперечной перегородки 6.к ее боковой поверхности. Кроме того, пазы 7 размещены на половине длины поперечной перегородки 6, причем на смежных перегородках пазы 7 расположены по разные стороны от середины перегородки 6.
Червячной экструдер i, работает следующим образом.
Расплавленный материал перемещается щнеком 3 в корпусе 1, где он проходит через пазы 7 поперечных перегородок 6, что сопровождается возникновением значительных сдвиговых деформаций перерабатываемого ма1ериа1а, определяющих качество смещения. Кроме того, резко возрастает скорость истечения расплава через пазы 7, т. е. за поперечными перегородаамн 6 возникает интенсивное вихревое смешение pacrirfaBa.
Благодаря тому, что пазы 7 размещены на половине, длины поперечной перегородки 6. причем на-смежных перегородках пазы-расположены по разные стороны от середины перегородки, увеличивается длина пути расплава в винтовом канале шнека 3. Кроме того, наличие поп ечных перегородок 6 увеличивает тепйоперсдачу от об(креваемого корпуса расплаву полимера, что позволяет выровнять градиент температ р в раднальиом направлении.
Количество поперечных перегородок в каждом щаге нарезки, а также площадь проходного сечения пазов зависят от свойств перерабатываемого материала и технологического режима переработки.
Использование изобретення позволяет повысить качество смещения, степень диспергирования и устранить перепад температур расплава в радиальном направлении в известных кон-струкциях червячных экструдеров, что приводит к улучшению физико-механических свойств получаемых изделий.
Формула изобретения
1.Червячный экструдер для полимерных материалов, содержащий корпус, щнек с поперечными перегородками, расположенными на сердечнике щнека между его витками, ci т личающийся тем, что, с целью повышения качества смещения, степени диспергирования и вьфавнивания температурного поля расплава в радиальном направлении-, высота поперечных перегородок выбрана равной высоте витков шнека, причем поперечные перегородки выполнены с пазами, расположенными поочередно у внутренней поверхности корпуса и у сердечника щнека.
2.Экструдер поп.1,отличающийс я тем, что пазы выполнены с возрастающей глубиной в направлении от середины поперечной перегородки к ее боковой поверхности.
3.Экструдер попп. 1 и 2, о т л и ч а ющ и и с я тем, что пазы размещены на половине длины поперечной перегородки,, причем на смежных перегородках пазы расположены по разные стороны от середины перегородки.
Источники информации, пришлые во В1шманне при зкспертизе i.- Авторское свидетельство СССР N 325189,
кя. в 29 F 3/00, 1970.
2.. Патент СССР № 349145,
кл. В 29 F 3/02, опублик. 1970 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1972 |
|
SU349145A1 |
| ЭКСТРУДЕР | 1997 |
|
RU2118258C1 |
| Червячный экструдер для полимерных материалов | 1980 |
|
SU925653A1 |
| Червячный экструдер для полимерных материалов | 1980 |
|
SU889461A1 |
| Червячный экструдер для полимерных материалов | 1980 |
|
SU897554A1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2005 |
|
RU2329895C2 |
| Червячная машина для переработки полимерных материалов | 1983 |
|
SU1144893A1 |
| Экструдер для переработки полимерных материалов | 1980 |
|
SU937206A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖИДКОГО ТОПЛИВА ИЗ ТВЕРДЫХ ГОРЮЧИХ ИСКОПАЕМЫХ И МЕХАНОТЕРМОХИМИЧЕСКИЙ РЕАКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2396303C2 |
| 5И6ЛИСТЕКА | 1973 |
|
SU361893A1 |