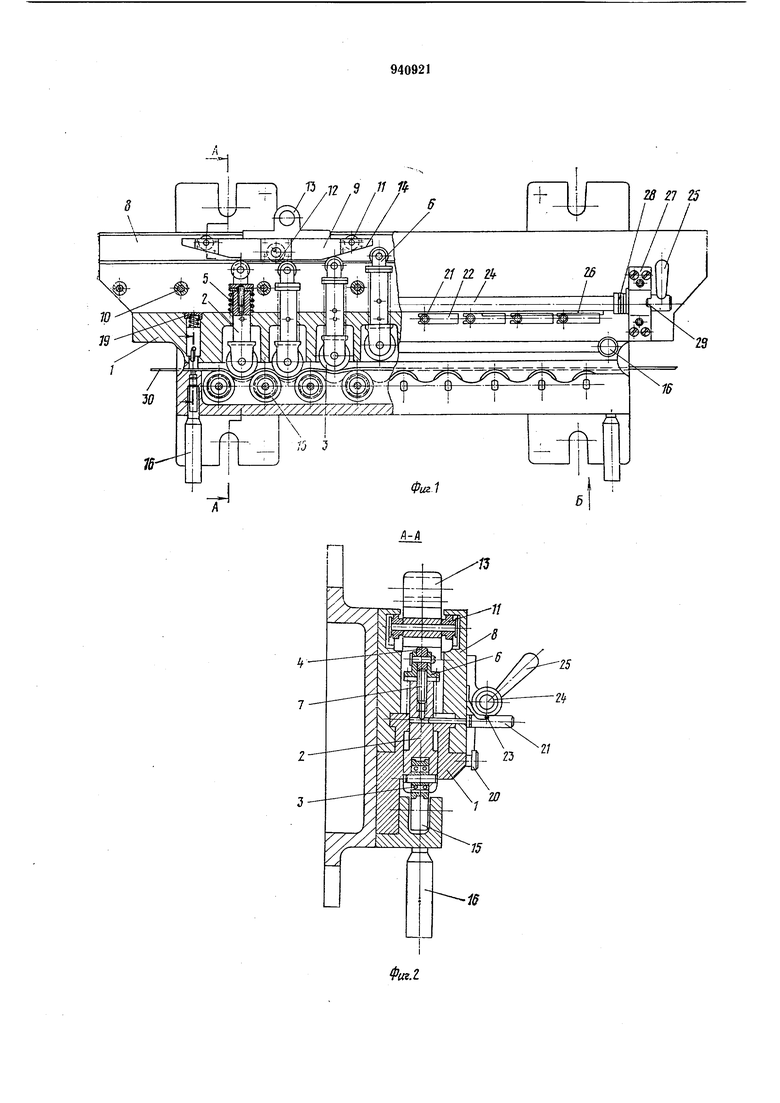
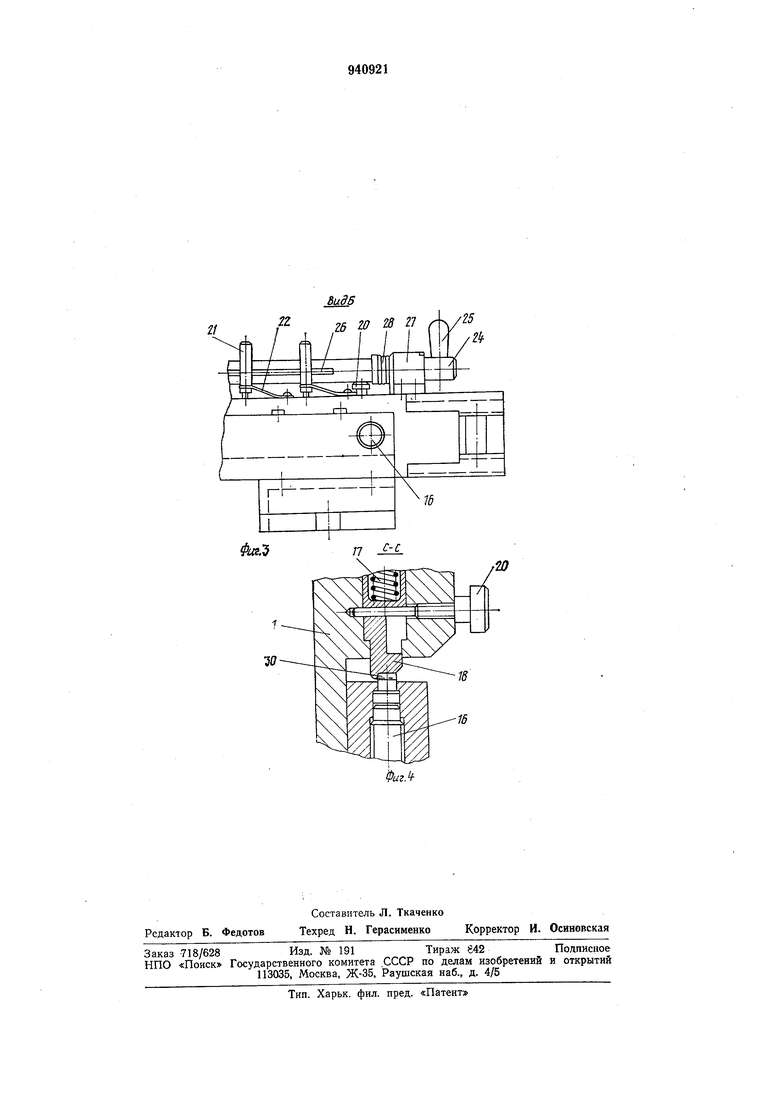
На фиг. 1 показан общий вид устройства; на фиг. 2 - разрез по А-А фиг. 1; на фиг. 3 - вид Б, фиг. 1; на фиг. 4 - сечение С-С фиг. 1.
В корпусе I размещены плавающие пуансоны 2 с формирующими ролнками 3, имеющими направляющие канавки, нажимными роликами 4 и пружиной 5. Ролики 4 установлены в вилках 6, зафиксированных винтами 7. На корпусе 1 установлены направляющие 8 для каретки 9, соединенные болтами с раапорными втулками 10. На каретке установлены ролики 11 и 12 и кронштейн 13, связанный с приводом («а чертеже не показан), и выполнены копирные плоскости 14. Корпус содержит также матрицу в виде неподвижно установленных формующих роликов 15 « механизмы фиксации заготовки, размещенные по обе стороны от ряда пуансонов, содержащие тарировочный прижимной элемент с вкладышем 16, подпружиненный пружиной 17 упор 18 с гайкой 19 и фиксатор 20.
На корпусе установлен также механизм последовательной фиксации пуансонов 2, содерлощий фиксаторы 21 с пружинами 22, имеющие упорную выемку 23, валик 24 с рукояткой 25 и продольным ребром 26, закрепленный в кронштейнах 27 и снабженный пружиной скручивания 28. На валике 24 установлен ограничитель поворота 29.
Устройство работает сле,дующим образом. Перед формова;нием устанавливают устройство на один из станков (фрезерный, строгальный), закрепляя на столе станка, и связывают суппорт с кронштейном 13.
Закладывают заготовку 30 (присадочную проволоку, например, Н-образного профиля) в щель между упором 18, прижимным элементом с вкладышем 16 и роли 3 и 15. Затем фиксируют упор 18 винтом 7, определяя положение заготовки, и затягивают тарировочным прижимным элементом с вкладышем 16 присадочную проволоку 30 с учетом натяжения ее в процессе формования, исключающего закрутку. В это время все пуансоны 2 находятся в .поднятом положении, каретка 9 - в крайнем правом или левом, а фиксаторы 21 выведены из пуансонов 2. Затем перемещают каретку 9 по направляющим 8. При этом копирная плоскость воздействует на пуансон 2, -который начинает формовать присадочную -проволоку 30. Проволока входит
в направляющ}ю канавку ролика 3. По окончании хода пуансона в его отверстие заскакивают фиксаторы 21 под действием пружины 22, фиксируя пуансон 2 и образовавшийся гофр.
При дальнейшем перемещении каретки 9 последовательно опускается следующий пуансон 2, формуя следующий гофр, и т. д. После окончания фор.мования рукояткой
25 поворачивают валик 24 ограничителя 29, который своим продольным ребром 26 вытаскивает все фиксаторы 21, возвращая все пуансоны 2 в исходное положение. Отжимая прижимной элемент с вкладышем 16 и расфиксировав упор 18 винтом 7, можно вынуть изделие. Цикл после этого повторяется, только каретка перемещается уже в обратном направлении.
Формула изобретения
Устройство для гофрирования длинномерных заготовок, содержащее установленные на корпусе неподвижную матрицу и
ряд пуансонов с приводом в виде подвижной -каретки с копирной поверхностью, отличающееся тем, что, с целью предотвращения скручиваяия заготовки при гофрировании .проволоки, оно снабжено механизмом последовательной фиксации пуансонов в их крайнем положении, выполненным в виде подпружиненных фиксаторов, каждый из которых закреплен на корпусе против соответствующего пуансона и имеет
выемку на боковой поверхности, и установленного на корпусе вдоль пуансонов валика с рукояткой и продольным ребром, входящим в выемки фиксаторов, в пуансонах выполнены отверстия для размещения
фиксаторов, а также механизмами фиксации заготовки, установленными на корпусе и выполненными каждый в виде тарированного прижимного элемента и соосно с ним остановленного подпружиненного упора, при этом рабочие части матрицы и пуансонов выполнены в виде тел вращения.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 541536, кл. В 21 D 11/06, 1973.
2.Авторское свидетельство СССР № 242106, кл. В 21 D 13/02, 1968 (прототи/п).
2S 27 25
buds F26 20 28 27
10
25
2t
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1992 |
|
RU2050216C1 |
| Устройство для получения гофрированных деталей из ленты | 1980 |
|
SU899199A2 |
| РОТОРНО-ЦЕПНАЯ МАШИНА | 1970 |
|
SU259717A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля ТРубчАТОй фОРМы | 1979 |
|
SU797827A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Станок для соединения витков бортового кольца из стальной ленты | 1981 |
|
SU1022771A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| Штамп для вытяжки | 1989 |
|
SU1773532A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |