Изобретение относится к обработке металлов давлением и может быть использовано для изготовления со--, тового, заполнителя.
Известно устройство для изготовления сотового заполнителя из полосового материала, состоящее, из последовательно установленных механизм для производства рядов продольных прорезей, выполненного в виде дисковых ножей механизма для поперечного гофрирования полосового материала, выполненного в виде профилированных роликов, осуществляющих одновременно и перемещение материала, механизма последоьлтельной гибки по линиям прорезей до образования сотовых ячеек, представляющего собой систему гибочных роликов, установленных на поперечных относительно материала валах и постепенно увеличивающихся по количеству от вала к валу, и для окончательного формования сотовых ячеек 1.
На известном устройстве могут быть получены только плоские сотовы заполнители.
Известно устройство для изготовления сотового заполнителя трубчато формы из полосового материала, содержащее последовательно установленные на станине механизм подачи материала, блок ножей, механизм фиксации полосового материала и механизм гибки 2 ,
Это устройство позволяет изготавливать сотовый заполнитель трубчатой формы ограниченной длины, так как длина получаемой трубчатой форoмы образуется шириной материала.
Цель изобретения - изготовление сотового заполнителя трубчатой формы неограниченной длины.
Для достижения этой цели усг5ройство снабжено механизмом фиксации гофрированного материала, кинематически связанным с механизмом подачи, размещенным за штампом и выполненным в виде пары зубчатых валиков с 0 профилем зуба, соответствующим форме полуячеек сотового заполнителя, режущие кромки блока ножей установлены вдоль направления подачи материала, при этом штамп снабжен фик5сирующим пуансоном, подпружиненным в направлении его хода, и фиксирующей матрицей, жестко связанной с матрицей для гофрирования посредством профилированной перегог)одки в ; 0 единый блок, установленный с возможностью осевого перемещения, а механизм гибки выполнен в виде осей с роликами, установленными с возможностью вращения, из которых две оси изогнуты по дуге ц размещены концентрично, а одна изогнута по окружности, при этом оси размещены в плоскостях, перпендикулярных направлению подачи.
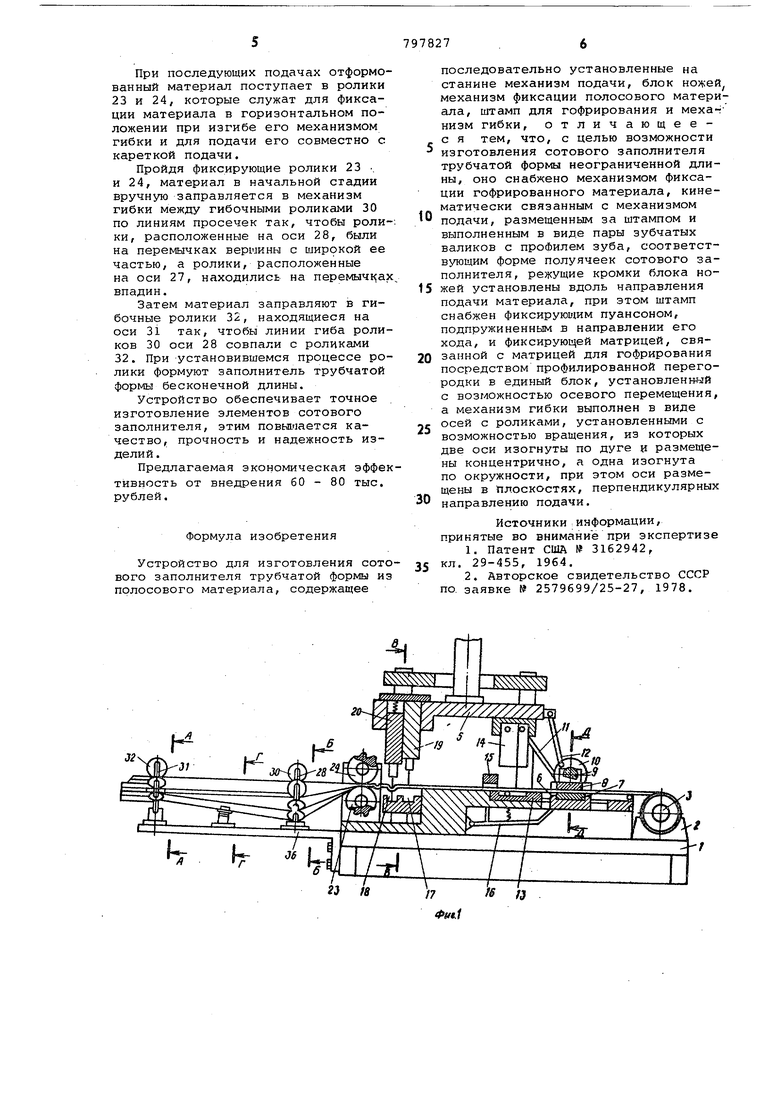
На фиг. 1 изображена схема предлагаемого устройства; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1;; на фиг. 4 разрез В-В на фиг. 1; на фиг. 5 разрез Г-Г на фиг. 1 (опорные ролики механизма гибки); на фиг. б - , разрез Д-Д на фиг. I; на фиг. 7 кинематическая схема устройства.
Предлагаемое устройство содержит станину 1, на которой установлены кронштейн 2 с осью 3 для материала и колонки 4 для направления верхней плиты 5, каретка 6 механизма подачи материала с зажимными элементами в виде неподвижной губки 7 и подвижной в вертикальном направлении подпружиненной губки 8, которая зажимается эксцентриковым валиком 9. На одной оси с валиком 9 закреплен кулачок 10. Каретка 6 перемещается от верхней плиты 5 рычагом 11, кулачок 10 получает перемещение от верхней плиты через рычаг 12.
На станине 1 установлен нижний блок 13 ножей, на верхней плите 5 закреплен верхний блок 14 ножей. Блоки ножей режущими кромками установлены вдоль направления подачи материала в два ряда, второй ряд ножей смещен относительно первого так, что лезвия ножей располагаются в шахматном порядке.
Рядом с блоком ножей размещен механизм 15 фиксации, зажимающий материал при просечке блоками ножей представляющий собой губку, которая кинематически связана с кареткой б механизма подачи подпружиненным рычагом 16, который в свою очередь получает перемещение от кулачка 10. На станине 1 на колонках 4 также ycTjaHOBjieHH выполненные в едином блоке матрица 17 для гофрирования и матрица 18 для фиксирования, а на плите 5 закреплены пуансон 19 для гофрирования и подпружиненный в направлении хода пуансон 20 для фиксирования.
Блок матриц с помощью рычагов 21 и 22 связан с плитой 5, соединяющее матрицы ребро выполнено профилированным.
Механизм фиксации- гофрированного материала состоит из пары зубчатых валиков 23 и 24, зуб которых имеет профиль, соответствующий профилю полуячеек. Верхний валик 24 связан через рычаг 25 и 26 с кареткой б.
На станине установлен также механизм гибки, состоящий из осей 27 и 28, расположенных на опорах 29 концентрично одна другой в плоскости перпендикулярной направлению подачи - на которых установлены с возможностью вращения гибочные ролики 30, и расположенной параллельно им и выполненной по окружности оси 31, на которой расположены гибочные ролики 32. Ось 31 закреплена на опоре 33. Между осями 27, 28 и 31 установлены опорные ролики 34 на опорах 35. Опоры 29, 33 и 35 закреплены на кронштейне 36, в свою очередь закрепленном -на станине 1. 5 Устройство работает следующим образом.
В исходном положении верхняя плита 5 находится в нижнем положении, а каретка 6 подачи - в крайнем 0 правом. Материал заправляют в каретку, продвигая его до упора на линии Влока 14 ножей. После этоговключают привод устройства, плита 5 идет вверх, а каретка б перемещает зажатый материал влево на шаг.
При последующем ходе плиты 5 вниз блоки 13 и 14 ножей выполняют два ряда расположенных в шахматном порядке просечек. При последующей Q подаче материала на шаг материал входит в механизм 15 фиксации и при ходе плиты 5 вниз зажимается им, одновременно с этим выполняются следующие два ряда прорезей. Фиксация . с материала механизмом 15 осуществляется в результате поворота подпружиненного рычага 16 от кулачка 10. Кулачок 10 разворачивается на определеннйй угол при нажатии на него рычагом 12.
После зажатия материала механизмом 15 каретка б под действием рычага 11 перемещается вправо. При последующем подъеме плиты 5 механизм 15 фиксации освобождает материал, 5 а каретка б подает его на шаг. При последующих подачах материал поступает в расположение матриц 17 и пуансона 19, при ходе плиты вниз рычаги 21 и 22 перемещают блок матриц 0 вверх, а пуансон 19 опускается, осущёствляя йеформирования по всей ширине материала..
При ходеПЛИТЫ 5 вверх блокматриц опускается вниз и дает возможность отформованной впадине, передвинуться на шаг. При последующем опускании плиты 5 вниз подпружиненный пуансон 20 фиксирует отформованную пуансоном 19 впадину по всей ее длине, а пуансон 19 штампует следующую впадину. В это же время материал, натягиваясь между пуансонами 19 и 20 на ребре блока матриц, принимает форму этого ребра, имеющую изменяющуюся на расстоянии прорезей 5 .высоту и ширину. При последующих подачах отформованный материал поступает в ролики 23 И 24, которые служат для фикса ПИИ материала в горизонтальном положении при изгибе его механизмом гибки и для подачи его совместно с кареткой подачи. Пройдя фиксирующие ролики J . и 24, материал в начальной стадии вручную заправляется в механизм гибки между гибочными роликами 30 по линиям просечек так, обы роли ки, расположенные на оси 2В, были на перемычках вершины с широкой ее частью, а ролики, расположенные на оси 27, находились на перемычка Затём материал заправляют в гибочные ролики 32, находящиеся на оси 31 так, чтобы линии гиба роли ков 30 оси 28 совпали с роликами 32 при установившемся процессе ро лики формуют заполнитель трубчатой формы бесконечной длины. Устройство обеспечивает точное изготовление элементов сотового заполнителя, этим повы1 ается качество, прочность и надежность из делий ... Предлагаемая экономическая эфф тивность от внедрения 60 - 80 тыс рублей. Формула изобретения Устройство для изготовления со вого заполнителя трубчатой формы полосового материала, содержащее h fr Iri гз оследовательно установленные на танине механизм подачи, блок ножей, еханизм фиксации полосового матери ла, штамп для гофрирования и меха изм гибки, отличающеес я тем, что, с целью возможности изготовления сотового заполнителя трубчатой формы неограниченной длины: оно снабжено механизмом фиксации гофрированного материала, кине магически связанным с механизмом подачи, размешенным за штампом и выполненным в виде пары зубчатых валиков с профилем зуба, соответст: щим форме полуячеек сотового заполнителя, режущие кромки блока но жей установлены вдоль направления подачи материала, при этом штамп снабжен фиксирующим подпружиненным в направлении его xoSa и фиксирующей матрицей, с матрицей для гофрирования посредством профилированной перегородки в единый блок, установленный с возможностью осевого перемещения, а механизм гибки выполнен в виде осей с роликами, установленными с возможностью вращения, « которых две оси изогнуты по дуге цы кониентрично, а одна изогнута i .r направлению подачи. Источники информации, принятые во внимание при экспертизе 1.патент США № 3162942, кл. 29-455, 1964. 2.Авторское свидетельство ССС1: по заявке 2579699/25-27, 1978. 18
А-А
JO
28
Фн&З 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления сотовогозАпОлНиТЕля | 1978 |
|
SU806209A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля из пОлОСОВОгО МАТЕРиАлА | 1977 |
|
SU806204A1 |
| Устройство для изготовления сотового заполнителя | 1981 |
|
SU1013057A1 |
| Способ изготовления сотового заполнителя | 1977 |
|
SU722638A1 |
| Способ изготовления сотового заполнителя | 1978 |
|
SU770622A1 |
| Устройство для изготовления сот | 1976 |
|
SU806208A1 |
| Устройство для изготовления заполнителя трубчатой формы | 1978 |
|
SU747592A1 |
| Подающее устройство к штампу для изготовления сотового заполнителя | 1980 |
|
SU958021A1 |
| Устройство для изготовления деталей из длинномерного материала | 1983 |
|
SU1166868A1 |
| Штамп для изготовления полос с поперечными гофрами | 1982 |
|
SU1091962A1 |

