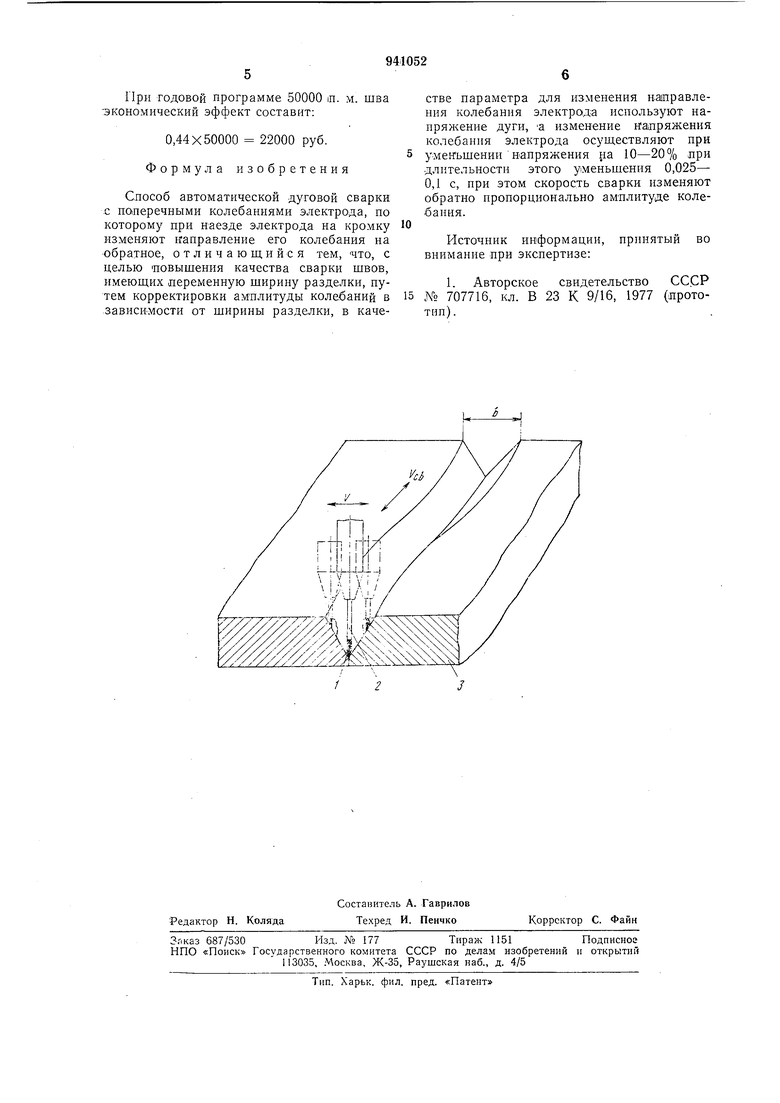
Предлагаемый способ сварки осуществляется известным устройством, состоящим из сварочного аипарата, механизма возвратно-постунательного перемещения электрода с блоком управления и блока, выделещш и обработки си1гналов управления. После возбуждения электрической дуги 1 между электродом 2 и свариваемой конструкцией 3, электроду 2, одновременно с перемещением вдоль стыка, сообщают возвратно-постунательное перемещение в поперечном направлении со скоростью V.
В процессе сварки производится измеpeirne иапряжеиия дуги и при умеиьщенни его от заданного на 10-20% при длительности этого отклонения 0,025-0,1 с, вследствие изменения длины дугового про.межутка при наезде электрода 2 на кромку свариваемой конструкции 3, изменяют направление перемещения электрода 2. Используя этот .принцип, представляется возможным осуществить достаточно точное направление электрода 2 по шву и равномерное заполнение ;1еременной разделки свариваемой конструкции 3 по щирине.
Кроме того, при наложении еварного шва производят изменение екорости сваркн УСЙ обратно иропорциоиально .амллнтуде возвратно-иостуиательного перемещения электрода 2, благодаря чему обесиечив:ается равномерное заполнение разделки по длине шва.
Рассмотрим осуществление предлагаемого способа на примере сварки криволинейного стыкового соединения толид,иной 20 мм с иеременной ширииой в (от 16 до 24 мм) V-образной разделки кромок плавящимся электродом диаметром 1,4 мм в защитной ервде Омесей газов аргона и кислорода АгЧ-5% 02. Сварка производилась при постоянном токе. ( 290-300 А) обратной полярности и заданном напряжении дуги Uj. 26-27В. После возбул дения дуги электроду, одновременно с перемещением вдоль стыка, сообщали возвратно-поступательное неремещение поперек стыка со скоростью 50 м/ч. В процессе аварки произвадили нзмеренне напряжения сварочной дуги и при его уменьшении на 4-5 В от заданного, т. е. при Мд 21-23 В и длительности этого отклонения 0,1 с. измеияли направление возвратно-поступательного перемещеиия электрода.
Кроме того, при иаложении каждого валика (сварка стыка производилась за 4 прохода) производилось автоматическое изменение скорости сварки УСВ в пределах ог 10 до 25 м/ч обратно пропордионально амплитуде возвратнонпоступательного перемещения электрода, т. е. щирине разделки.
Проведенные технолгические работы по проверке предлагаемого способна показали возможность его применения при сварке плавящимся и неплавящимся электродом с присадкой стыковых и угловых типов соеЛ11нения с разделкой кро-мок, угловых, нахлесточных из малоуглераднстых, легированных конструкционных сталей, цветных металлов и их сплавов в защнтпых газах 5 и под флюсом.
Предлагаемый способ сварки целесообразно попользовать нри изготовлении конструкций специального назначения, когда не иредставляется возможным обеспечить иодготовку кромок под сварку в соотзетстиии с ГОСТ 14771-76 в силу определепных по.ложеиий, например из-за отсутствия необходимого механического оборудоваиия, п;юхой обрабатываемости материала, новы5 шейной трудоемкости обработки кромок и других причин.
Предлагае.мый способ обеспечивает оптимальное расиределеиие паплавленного металла в разделке с иеремениой шириной,
что повышает качество и улучщает формирование свариого соединения, снижает расход сварочных материалов, иовыш-ает нронзводктельность.
За базовый вариант (прототип) в расче5 тс схнико-экономпческого эффекта принят способ авто матичсской дуговой сварки плавяЩИМСя электродом швов с перемеиной шириной разделки кромок стыка с возвратио-иоступательным перемещепием электрода йоиерек стыка и постоянной амплитудой колебания, соответствующей максимальной ширине разделки стыка, который, в настоящее время, применяется в промышленности.
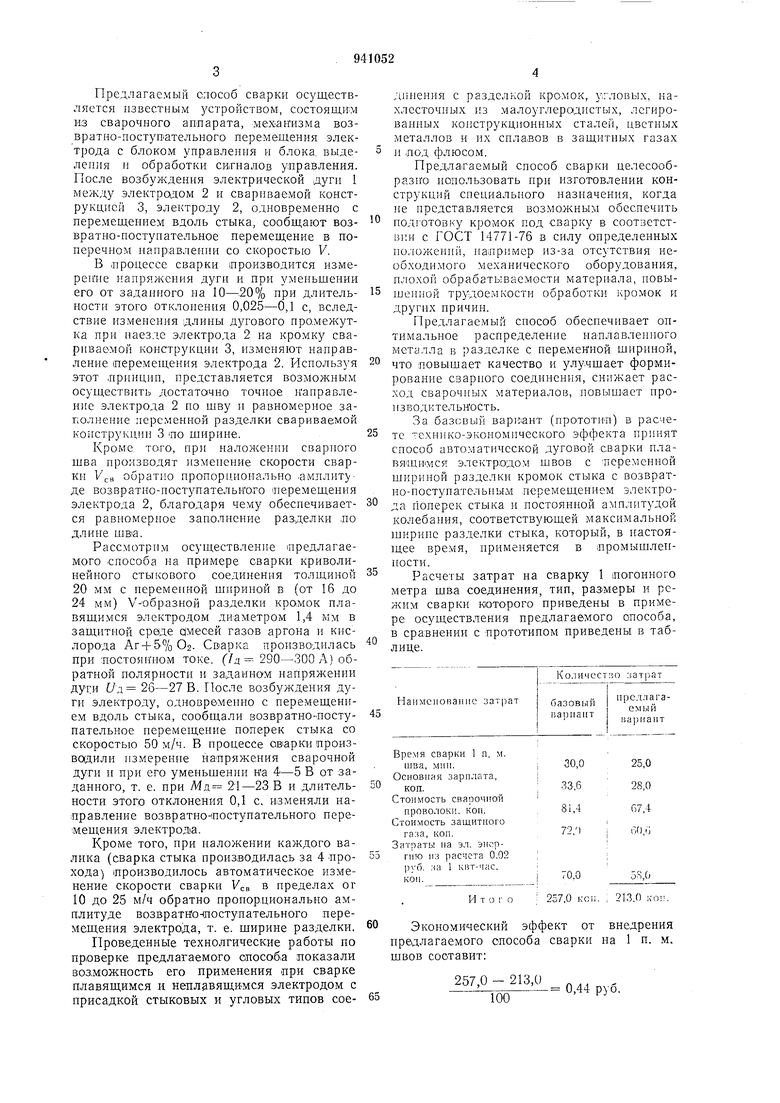
Расчеты затрат на сварку 1 погонного метра шва соединения, тип, раз-меры и режим сварки которого приведены в примере осуществления предлагаемого способа, в сравнении с прототипом приведены в таблице.
Время сварки 1 п. м.
25,0
30,0
шва, MLIII. Основная зарплата, 33,6 28,0
коп. Стоимость сваоочиой 81,4 67,4
проволоки, коп. Стоимость защитиого 72,) 60,0
газа, коп.
Затраты па эл, эпу- ргпю из расчета 0,02
руб, за 1 квт-час.
70,0
5S,0
кон.
60 Экономический эффект от внедрения предлагаемого способа сварки на 1 п. м. швов составит:
257,0-213,0 . , - 0,44 руо.
100
При годовой программе 50000 л. м. шва экономический эффект составит:
0,44X50000 22000 руб. Формула изобретения
Способ автоматической дуговой сварки с поперечными колебаниями электрода, но которому при наезде электрода на кромку изменяют канравление его колебания на обратное, отличающийся тем, что, с целью повышения качества сварки швов, имеюш,их переменную ширину разделки, путем корректировки амплитуды колебаний в зависИМости от ширины разделки, в качестве параметра для изменения направления колебания электрода используют напряжение дуги, а изменение напряжения колебания электрода осуш,ествляют при уменьшении напряжения на 10-20% при длительности этого уменьшения 0,025- 0,1 с, при этом скорость сварки изменяют обратно пропорционально амплитуде колебания.
10
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР 15 NO 707716, кл. В 23 К 9/16, 1977 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической дуговой сварки швов с переменной шириной разделки кромок | 1979 |
|
SU859071A1 |
| Способ дуговой сварки плавящимся электродом | 1987 |
|
SU1530374A1 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| Способ автоматической электродуговой сварки стыковых соединений | 1980 |
|
SU963757A1 |
