Положение А J /
(Л
СП
оо
О
оо
правленными на противоположные кромки и распо.юженными в нлоскости, нерпенди- кулярной оси шва, с точкой их схождения выше концов электродов 5. Горелке 1 одновременно со сварочным перемещением сообщают возвратно-ноступательные движения вдоль шва и по вертикали с результирующей скоростью 1,3 (60-г1чв; : кр;;5;60+1Чв, где счв - скорость сварки, м/ч. При колебательном движении горелки 1, противоположном направлению сварки, ее опускают с уменьшением вылета электродов 5 и наплавкой валиков 6 по стыкуемым кромкам до момента схождения концов электродов 5 с образованием одной дуги 9 и обп1ей сварочной ванны 7. При колебательном движении горелки 1 но направлению сварки ее поднимают и разводят электроды 5 с образованием двух дуг 10, горящих по кромкам, до момента по- лучения заданного сигнала но току или напряжению от свариваемых кромок. Слежение за стыком и корректировку положения электродов 5 в процессе сварки проводят в момент максимального разведения электродов при возвратно-ноступательном перемещении сварочной горелки 1 по разности значений сварочных токов или напряжений двух дуг 10, горящих по кромкам, при их смещении относительно оси стыка в сторону л до момента их выравнивания. 1 ил.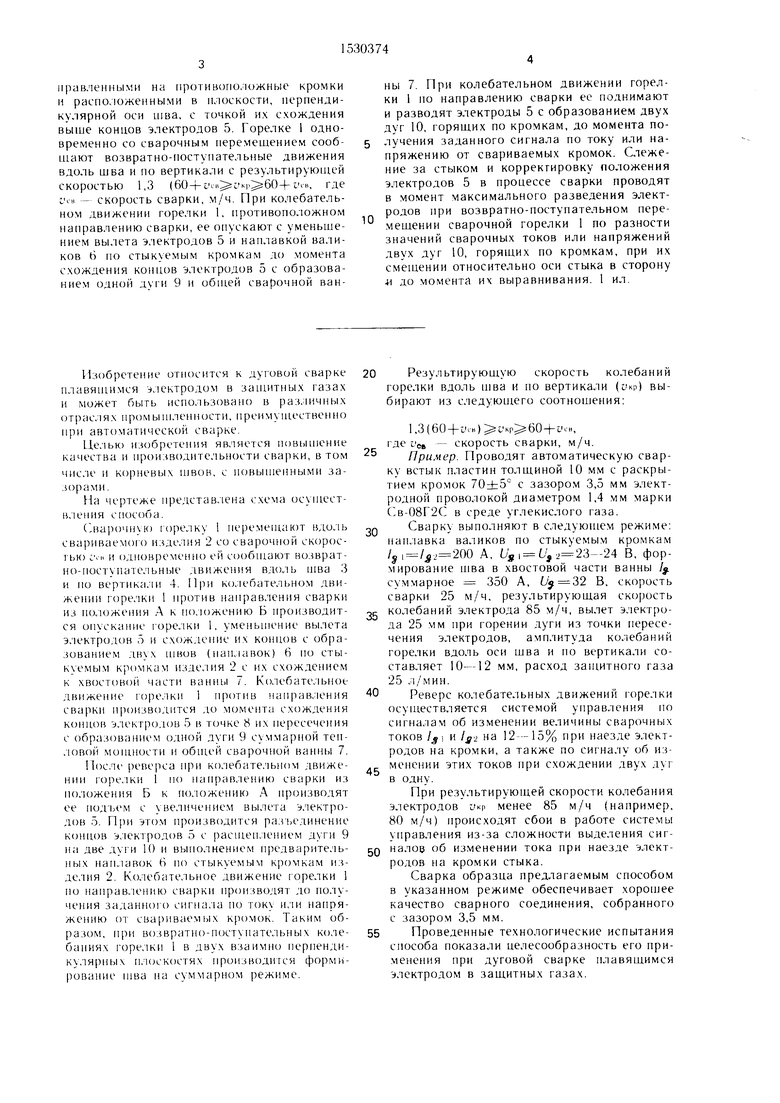
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МНОГОПРОХОДНЫХ СОЕДИНЕНИЙ | 2003 |
|
RU2252116C2 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
Изобретение относится к сварке и может быть использовано в различных отраслях промышленности в соединениях, собранных с зазором 3,5 мм. Цель изобретения - улучшение качества сварного соединения и повышение производительности. При сварке преимущественно корневых швов стыковых соединений с увеличенными зазорами в стыке сварку выполняют двумя дугами 10, горящими по кромкам соединения 2 сходящимися электродными проволоками 5, направленными на противоположные кромки и расположенными в плоскости, перпендикулярной оси шва, с точкой их схождения выше концов электродов 5. Горелке 1 одновременно со сварочным перемещением сообщают возвратно-поступательные движения вдоль шва и по вертикали с результирующей скоростью 1,3 (60+Vсв)≥Vкр≥60 + Vсв, где Vсв - скорость сварки, м/ч. При колебательном движении горелки 1, противоположном направлению сварки, ее опускают с уменьшением вылета электродов 5 и наплавкой валиков 6 по стыкуемым кромкам до момента схождения концов электродов 5 с образованием одной дуги 9 и общей сварочной ванны 7. При колебательном движении горелки 1 по направлению сварки ее поднимают и разводят электроды 5 с образованием двух дуг 10, горящих по кромкам, до момента получения заданного сигнала по току или напряжению от свариваемых кромок. Слежение за стыком и корректировку положения электродов 5 в процессе сварки производят в момент максимального разведения электродов при возвратно-поступательном перемещении сварочной горелки 1 по разности значений сварочных токов или напряжений двух дуг 10, горящих по кромкам, при их смещении относительно оси стыка в сторону и до момента их выравнивания. 1 ил.
Изобретение относится к дуговой сварке плавящимся электродом в защитных газах и может быть использовано в различных отрас. 1ях промьпплеппости, преимуществепно при автоматической сварке.
Целью изобретения является 11()В1)|щение качества и производительности сварки, в том
числе и корневых швов, с повьипенными зазорами.
На чертеже представ.1ена схема ocyniecT- ления )ба.
(л арочнук) орелку 1 перемещают вдо;1ь свариваемого изделия 2 со сварочной скоростью с ч, и одновременно ей сообщают возвратно-поступательные движения вдоль шва 3 и по вертика. 1и 4. При колебательном движении горелки 1 против направления сварки из положе|щя А к положению Б производится опускание | орелки 1, уменьшение вылета электродов о и схождение их концов с образованием двух швов (наплавок) 6 по стыкуемым KjioMKaM изделия 2 с их схождением к XBOCTt)Boii части ванны 7. Колебате;|ьное движение горелки 1 против направ.менпя сварки 11|1()изводится до момента схождения концов электрсхюв 5 в точке 8 их пересечения с образованием одной дуги 9 суммарной тен- .lOBoii мощности и общей сварочной ванны 7.
После реверса при колебате.чьном движении горелки 1 но направлению сварки из по.южения Б к положению А н|)оизводят ее подъем с увеличением вылета электродов 5. При этом производится раз ьединение концов э.тектродов 5 с расп1енлением дуги 9 на две дуги И) и выполнением предварительных наплавок 6 по стыкуемым кромкам изделия 2. Колебательное движение горелки 1 но направлению сварки производят до получения заданною сигнала по току или напряжению от свариваемых к)()мок. Таким образом, П1)и возвратно-поступательных колебаниях 1 орелкп 1 в двух взаимно перпенди- куля)пы плоскостях производигся формирование П1ва на суммарном режиме.
0 Результирующую скорость колебаний горелки вдоль шва и но вертикали (1кр) выбирают из следующего соотношения:
1 ,3 (60 + игв) 1 кг5 60 + 11о,,
где L c, - скорость сварки, м/ч.
Пример. Проводят автоматическую сварку встык пластин толщиной 10 мм с раскрытием кромок 70±5° с зазором 3,5 мм электродной проволокой диаметром 1,4 мм марки Св-08Г2( в среде углекислого газа.
Q Сварку выполняют в следующем режиме; наплавка валиков по стыкуемы.м кромкам /ji .200 А, , 23-24 В, формирование шва в хвостовой части ванны / суммарное 350 А, В, скорость сварки 25 м/ч, результирующая скорость
с колебаний электрода 85 м/ч, вылет электрода 25 мм при горении дуги из точки пересечения электродов, амплитуда колебаний горелки вдоль оси щва и по вертикали составляет 10-12 мм, расход заиштного газа 25 л/мин.
0 Реверс колебательных движений горелки осуществляется системой управления по сигналам об изменении величины сварочных токов /J i и 1у2 на 12-15% при наезде электродов на кромки, а также по сигналу об из- менении этих токов нри схождении двух дуг в одну.
При результирующей скорости колебания электродов I Kf менее 85 м/ч (напри.мер, 80 м/ч) происходят сбои в работе системы управления из-за сложности выделения сигQ налов об изменении тока нри наезде электродов на кромки стыка.
Сварка образца предлагаемым способом в указанном режиме обеспечивает хорошее качество сварного соединения, собранного с зазором 3,5 мм.
5 Проведенные технологические испытания способа показали целесообразность его применения при дуговой сварке плавящимся электродом в защитных газах.
Применение способа позволит повысить производительность сварки корневых ILIBOB счет использования повышенных режимов сварки, обеспечивающих требуемое качество корневь х швов и исключающих трудоемкость на исправление дефектов сварки в виде прожегов.
Формула изобретения
Способ дуговой сварки плавящимся электродом, при котором сварочному электроду одновременно со сварочным перемещением сообщают поперечные и продольные возвратно-поступательные перемещения с одновременной модуляцией сварочного тока, отличающийся тем, что, с целью улучп ения качества сварного соединения при сварке преимущественно корневых щвов стыковых соединений с увеличенными зазорами в стыке и производительности, сварку выполняют двумя сходящимися электродными проволоками, направленными на противоположные кромки и расположенными в плоскости, перпендикулярной оси пша, с точкой их схождения выше концов электродов, при колебательном движении горелки, противополож0
0
ном направлению сварки, производят си сшус капие с умены11ен1;ем вылета электролоя и наплавкой валиков по стыкуемым кромкам до момента схождения концов электродов с образованием одной дуги и общей сварочной ванны, а при колебательном движении горелки по направлению сварки производят ее подъем с разведением электродов и образованием двух дуг, горящих по кромкам, до момента получения заданного сигнала по току или напряжению от свариваемых кромок, при этом в момент максимального разведения электродов при наличии разности в значениях сварочных токов или напряжений двух дуг, производят корректировку положения электродов относительно оси стыка до момента выравнивания этих токов или напряжений, а результирующую скорость колебаний горелки вдоль шва и по вертикали выбирают из следующего соотношения:
I,3(60+t e4 )L Kp 60+l oH,
где L cB - скорость сварки, м/ч;
Окр - результирующая скорость колебаний горелки вдоль шва и по ве(1- тикали.
| Солесос | 1922 |
|
SU29A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
