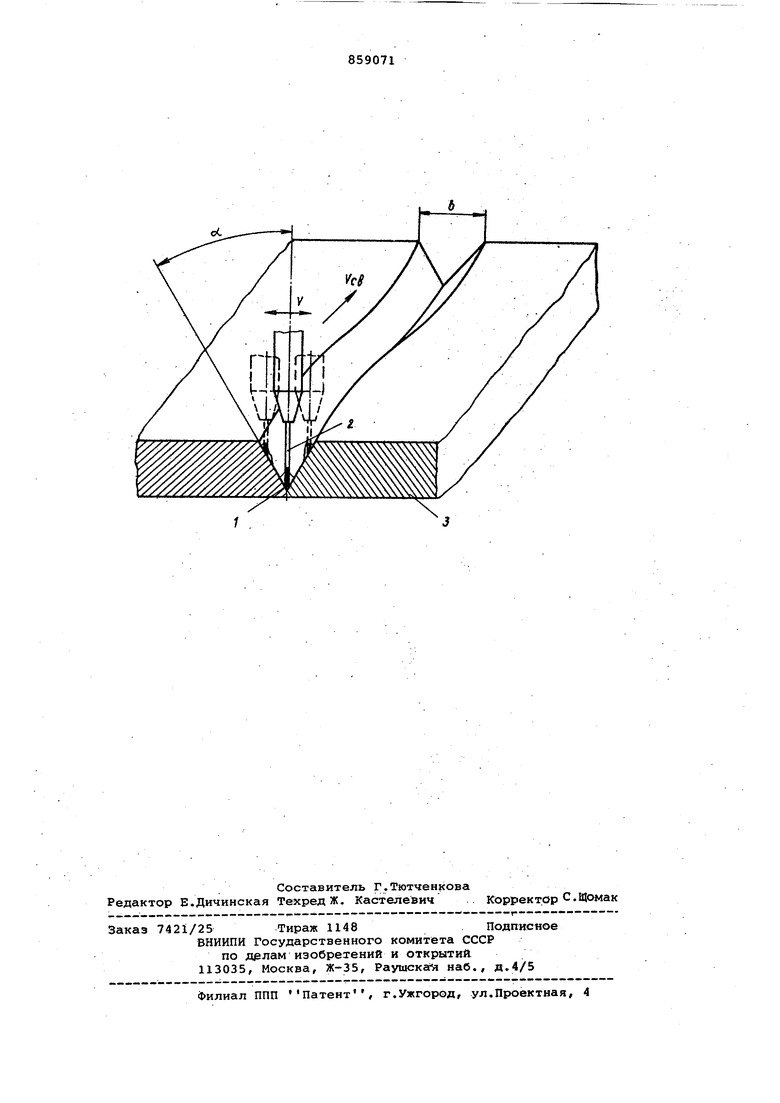
электрода используют сварочный ток, а направление перемещения меняют пр изменении тока на величину . где Л1 V величина изменения тока, А скорость возвратно-поступа тельного перемещения электрода, м/ч; угол скоса Кромки стыка,гра диаметр электродной проволо ки, мм; удельный вес электродной проволоки, г/см ; коэффициент расплавления, г/А ч в течение более 0,03 с, при этом скорость сварки изменяют обратно пропорционально амплитуде возвратно-поступательного перемещения электрода. Отклонение тока от заданного на величину ДЭ при наезде электрода на кромку стыка происходит в результате изменения л уменьшения), длины дугового промежутка и увеличения ско рости плавления электрода за счет явления саморегулирования дуги, что равнозначно увеличению скорости по дачи электродной проволоки. Длитель ность отклонения тока от заданного должна быть более 0,03 с, чтобы исключит1Ь возможность изменения напра ления возвратно-поступательного перемещения электрода от отклонений тока, вызванных капельным переносом электродного металла. Равномерное заполнение разделки по длине шва .до стигается за счет изменения скорост сварки обратно пропорционально ё1мпл туде возвратно-поступательного пере мещения электрода поперек шва (ширине разделки). На чертеже .изобразкена схема, поясняющая предлагаемый способ. Схема содержит электрическую дугу Л, электрод 2 и свариваемую конструкцию 3 с переменной разделкой . кромок; d-угол скоса кромки свариваемой конструкции, N - скорость во вратно-поступательного перемещения электрода, - скорость сварки, 6 - ширина разделки кромок cBiapHBa емой конструкции. Предлагаемый способ сварки осуществляется известными техническими решениями, состоящими из сварочного аппарата, механизма возвратно-посту пательного перемещения сварочного электрода с блоком управления и бло ка измерения сварочного тока. После возбуждения электрической дуги 1 между электродом 2 и свариваемой конструкцией 3 электроду 2, рдновременио с перемещением вдоль стыка, сообщают возвратно-поступательное перемещение в поперечном на правлении со скоростью V . В проЦессе сварки производится измерение сварочного тока и при отклонении его от заданного, вследствие изменения длины дугового промежутка при наезде электрода 2 на кромку свариваемой конструкции 3, на величину дл (рассчитывается по вышеприведенной формуле) и длительности этого отклонения более 0,03 с. Изменяют направление возвратно-поступательного перемещения электрода 2. Используя этот принцип представляется возможным осуществить достаточно точибе направление электрода 2 по шву и равномерное заполнение перштенной разделки свариваемой конструкции 3 по ширине. Кроме того. При наложении сварного шва производят изменение скорости сварки сб обратно пропорционально амплитуде возвратно-поступательного перемещения электрода 2 (ширине разделки в), благодаря чему обеспечива- . ется заполнение разделки свариваемой конструкции 3 по длине шва, Пример . Сварка криволинейного стыкового соединения толщиной 20 мм с nepeMeHHClJ шириной (от 16 до 24 мм) С V -образной разделкой кромок плавящимся электродом диаметром 1,4 мм в защитной среде. сМесей газов аргона и кислорода (Аг+5% Ог) . Сварку производят при заданном постоянном токе Од 290-ЗООА) обратной ползрности и напряжении дугиКд 26-27В. После возбуждения дуги, электроду, одновременно с пё1рёмещением вдоль стыка, сообщают возвратно-поступательное перемещение поперек стыка со скоростью 50 м/ч. В процессе сварки производят измерение сварочного тока и при отклонении его от заданного (290-ЗООА) на величину : «-v.«fi-. где V 50 м/ч, « -ггкзхЗ , oLl,4 мм, Т7,8 г/см, dp 15 г/А,ч, ctgcL d 4l/32; Д1 50,10 -см/ч 1,32 3iii-liU-ioi3:gM3u2i§ E c« 38 А, 4,15 г/А.Ч при длительности этого отклонения О,1с, изменяют направление возвратно-поетулатеяьного перемещения электрода. Кроме того, при наложении каждого валика (саарка стыка за 4 прохода) производят автоматическое изменение скорости сварки cg в пределах от 10 до 25 м/ч обратно пропорционально амплитуде возврйтно-поступательного nep teieeHtitfl электрода, т.е. ширине разделки. Предлагаемый способ сварки возможно применя7ь при сварке плавящимся элек/родом стыковьос и угловых типов соединений с разделкой кромок, стыковых без с зазором не менее 2,0 MM, угловых, нахлесточных из малоуглеродистых, низколегированных и высоколегированных конструкционны сталей, цветных металлов и их сплавов в среде зёицитных Газов и под флюсом. Предлагаемый способ сварки целесообразно испбльзовать при изготовлении конструкций специального назн чения, когда не представляется возможным обеспечить подготовку крснхОк под сварку в соответствии с ГОСТ 1477Д.-76 в силу определенных положений, например из-за отсутствия не обходимого механического оборудован плохой обрабатываетлости материала, повышенной трудоемкости обработки кромок я др. причин, Предлагаемый способ обеспечивает оптимальное распределение наплавлен ного металла в разделке с переменно шириной, что повышает качество и улучшает формирование сварного соед нения, снижает расход сварочных материалов, повышает производительнбс процесса сварки. . За базовый в расчете технико-экономического эффекта принят способ ав томатической дуговой сварки плавящим ся, электродом швов с переменной шириной разделки кромок стыка с возвратно-поступательным перемещением электрода поперек стыка ипостоянной .амплитудой к олебания, соотве ствующей максимальной ширине раз делки стыка, который, в настоящее время применяется в промышленности . 1 Расчет затрат на сварку 1 п«м« ш соединения, тип, размеры и режим сварки которого приведены в примере осуществления предлагаемого способа представлены в таблице. Время на сварку 1 п.м шва, мин основная зарплата, коп.33,6 Стоимость сварочной провопоки, коп,81,4 Стоимость ЗсЦДИТНОГО газа, коп.72,0 Продолжение таблицы Затраты на электроэнергию из .расчета 0,02 руб. за 1 кВт-ч коп.70,0 257,0 коп. 213,0 коп. Экинимическии э рфект от внедрения предлагаемото способа сварки на 1 п.м шва составляет Щ..1Ы,,.,. При годовой програк е 50 000 п.м шва экономический эффект составит 0,44 х X 50000 22000 руб. Формула изобретений Способ автоматической дуговой сварки швов с переменной шириной разделки кромок, с розвратно-поступательн перемещением электрода, при котором изменение направления возвратно-поступательного перемещения электрода производят при его на кромку, о т л и ч а ющ и и с я тем, что, с целью повьаиения качества сварки путем корректировки амплитуды колебаний в зависимсоти от щирины разделки, в качестве параме.тра для изменения направления перемещения электрода используют сварочный ток, а; направление перемещения меняют при изменении тока на величину AJ tV-ci A. гдед7- величина изменения тока,А; V - скорость возвратно-поступатель ного перемеще н ия элек трода, м/ч; :, . угол скоса кромки стыка, грйд; - oL 1- диаметр электродной проволоки. Мм; - удельньй вес электродной проволоки, г/см ; Ы,р - Коэффициент расплавления, Течение более 0,03 с, при этом скоость сварки изменяют обратно пропорионально амплитуде воЗвратТчо-постуательйого перемещения электрода. Источники информации, ринятые во внимание при экспертизе 1.Авторское свидетельство СССР 460133г кл, В 23 К 9/00, 1973. 2.Авторское свидетельство СССР 580959, кл. В 23 К 9/10, 1976 (проотип) ..
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической дуговой сварки | 1980 |
|
SU941052A1 |
| Способ дуговой сварки плавящимся электродом | 1987 |
|
SU1530374A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Способ автоматической электродуговой сварки стыковых соединений | 1980 |
|
SU963757A1 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |
| Способ регулирования процесса дуговой сварки | 1982 |
|
SU1134327A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |