Изобретение относится к области механической обр аботки камней, а именно к /инструментам для. обработки изделий типа тел вращения (вазы, рюмки) на стадии предварительного формообразования из цилинздрической заготовки - стакана.
Известно кольцевое сверло, включающее составной ступенчатый корпус с концентрично расположенными на нем одна в другой режущими коронками 1.
Наиболее близким техническим решением к изобретению является алмазное кольцевое сверло, включающее составной ступенчатый корпус с кондентрично расположенными на нем «дна в другой режущими коронками и центральньш промывочным каналом 2.
Недостатком известных сверл является то, что при изготовлении изделий тина стаканов, рюмок много кампя приходится скалывать, т. е. увеличивается расход камня и, кроме того, снижается производительность.
Целью настоящего изобретения является увеличение коэффициента использования сырья и повыщение производительности.
Поставленная цель достигается тем, что алмазное кольцевое сверло, включающее составной ступенчатый корпус с концентрично расположенными на нем одна в другой режущими коронками и центральным промывочным каналом, снабжено закрепленной на корпусе направляющей ци линдрической втулкой, длина которой равна высоте обрабатываемой заготовки, причем режущие коронки расположены внутри направляющей цилиндрической втулки и смещены по вертикали друг относительно друга на 0,1-0,9 высоты обрабатываемой заготовки.
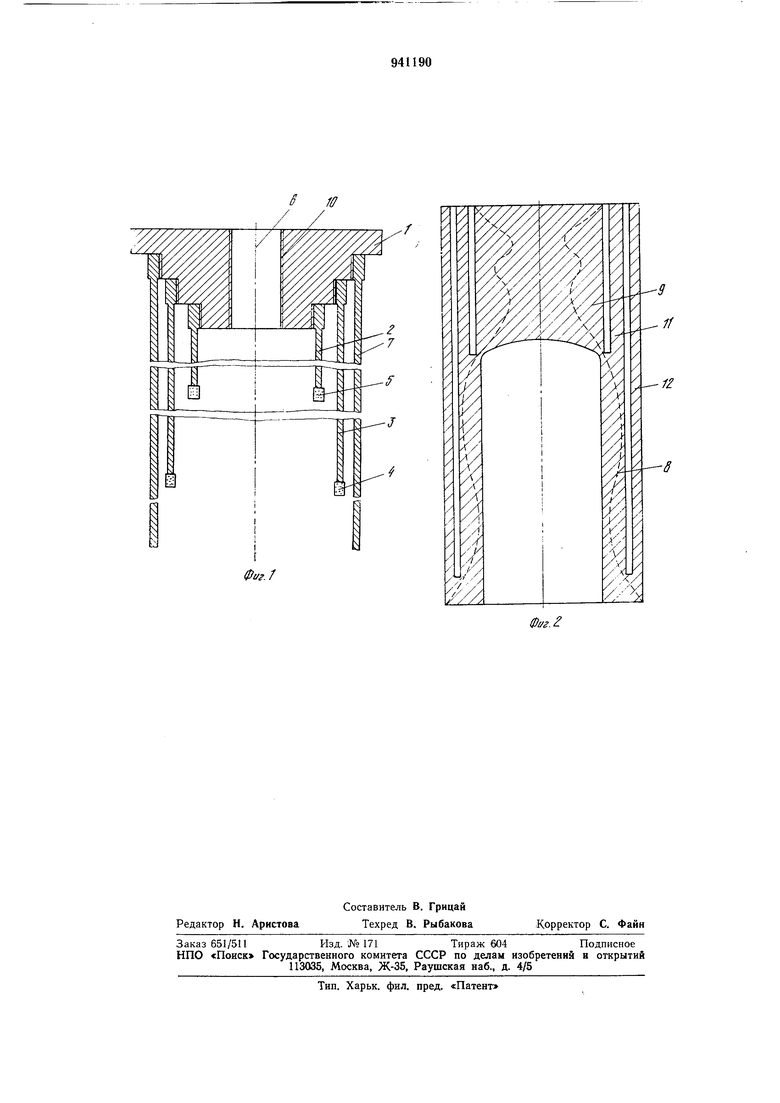
На фиг. 1 изображено описываемое сверло; на фиг. 2 - обрабатываемая цилиндрическая заготовка, разрез.
15 Сверло включает составной ступенчатый корпус 1 с концентрично расположенными на нем одна в другой режущими коронками 2 и 3. Каждая из режущих коронок снабжена алмазными режущими
20 коронками 4 и 5.
Смазывающе-охлаладающая жидкость подводится через центральный канал 6 в корпусе 1. Сверло снабжено закрепленной на корпусе направляющей цилиндрической втулкой 7. Коронка 5 выступает на длину, составляющую, например, Чз высоты обрабатываемой заготовки, коронка 4 - 3/ высоты заготовки. Такое расположение соответствует сужению контура
30 формуемого изделия 8.
С помощью направляющей втулки 7 осуществляют контроль глубины сверления. Длина направляющей втулки 7 равна длине заготовки - стакана, а ее внутренний диаметр соответствует наружному диаметру заготовки 9.
Ра ботает сверло следующим образом.
В собранном виде сверло с помощью резьбы 10 крепится к щпинделю бурового или сверлильного станка. Цилиндрическую заготовку закрепляют неподвижно на державке и со стороны дна заготовки - стакана осуществляют сверление. В результате того, что сверла внутри направляющей втулки расположены ступенчато, а зазор между режущими коронками не перекрывается, на внещней поверхности цилиндрической заготовки происходит образование полых цилиндров 11 и 12. Процесс сверления прекращают, как только торцовые поверхности направляющей втулки 7 и заготовки 9 будут совмещены в одной плоскости.
По окончании сверления полученные на нижней части заготовки - стакана полые цилиндры И и 12 надрезают у основания, получая таким образом дополнительно трубкообразные элементы, которые могут быть использованы, например, для 1гзготовления светильников, корпусов щкатулок и т. д.
Наличие наружной направляющей втулки, соответствие ее внутреннего диаметра внещнему диаметру цилиндрической заготовки дает возможность производить строго центрированное сверление, а соответствие ее длины длине заготовки позволяет производить контроль за глубиной сверления.
Ступенчатое расположение внутренних коронок обеспечивает возможность формообразования нижней части ваз, рюмок и др. без необходимости длительного процесса сощлифовывания (точения) камня, что повыщает производительность за счет сокращения времени, а получение трубкоабразных элементов обеспечивает увеличение коэффициента использования дорогостоящих камней.
Формула изобретения
Алмазное кольцевое сверло, включающее составной ступенчатый корпус с концентрично расположенными на нем одна в другой режущими коронками, и центральным промывочным каналом, отличающееся тем, что, с целью увеличения коэффицента использования сырья и повыщения производительности, оно снабжено закрепленной на корпусе направляющей цилиндрической втулкой, длина которой равна высоте обрабатываемой заготовки, причем режущие коронки расположены внутри направляющей цилиндрической втулки и смещены по вертикали друг
относительно друга на 0,1-0,9 высоты обрабатываемой заготовки.
Источники информации, принятые во внимание при экспертизе:
I. Авторское свидетельство СССР № 400487, кл. В 28 D 1/14, 1972.
2. Авторское свидетельство СССР № 582972, кл. В 28 D 1/.14, 1975. В fff
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазное сверло | 1981 |
|
SU996217A1 |
| Алмазное сверло для изготовления кольцевых деталей | 1981 |
|
SU1018853A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ БЛОКА КАМНЯ НА ШПИНДЕЛЬНОМ СТАНКЕ | 1992 |
|
RU2054993C1 |
| Алмазное кольцевое сверло | 1975 |
|
SU582972A1 |
| Алмазное кольцевое сверло | 1979 |
|
SU816759A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЛОШНОГО КОЛЬЦЕВОГО СВЕРЛА ДЛЯ КОЛОНКОВОЙ СВЕРЛИЛЬНОЙ КОРОНКИ | 2015 |
|
RU2667114C1 |
| Алмазное полое сверло для изготовления кольцевых деталей | 1976 |
|
SU585070A1 |
| Сверлильная коронка со сменным режущим участком | 2012 |
|
RU2607058C2 |
| СПОСОБ ИСПЫТАНИЯ АЛМАЗНОЙ БУРОВОЙ КОРОНКИ | 2013 |
|
RU2548583C1 |
| ШЛИФОВАЛЬНАЯ НАСАДКА И ДЕРЖАТЕЛЬ | 1996 |
|
RU2179106C2 |