Изобретение относится к механической обработке неметаллических материалов, а именно к инструментам для обработки отверстий и может быть использовано в приборостроении для получения пустотелых цилиндрических заготовок из силикатных и тому подобных материалов. Известно кольцевое сверло для образования отверстий в неметаллических материалах, включающее составной ступенчатый корпус с концентрично расположенными на нем одна в другой режущими коронкам 1.; Недостатком указанного алмазного сверла является то, что торцовые режущие поверхности коронок смещены друг относительно друга в осевом направлении, что увеличивает длину рабочего хода и, следовательно, снижает производительность. Наиболее близким техническим решением к предлагаемому является алмазное кольцевое сверло, включающее составной ступенчатый корпус с центральным отверстием в верхней части и с концентрично установленными на нем одна в другой режущими коронками, торцовые рабочие поверхности которых совмещены в одной плоскости 2. Недостатком известного инструмента является то, что подача СОЖ в зоны обработки осуществляется последовательно. Вначале СОЖ подается в режущую коронку меньшего диаметра, а из нее в режущую коронку большего диаметра. При этом СОЖ из зоны обработки коронки меньшего диаметра в зону обработки коронки большего диаметра поступает в нагретом состоянии со значительным насыщением продуктами обработки, образовавшимися в зоне обработки коронки меньшего диаметра. Это приводит к тому, что рабочая зона коронки большего диаметра охлаждается недостаточно, а рабочая (торцовая) поверхность коронки быстро засаливается находящимися в СОЖ продуктами обработки. В результате всего этого резко возрастает усилие резания и износ алмазной коронки большего диаметра. Кроме того, прокачка СОЖ по такому длинному пути требует значительного давления в системе ее подвода, делает эту систему сложной. Цель .изобретения - увеличение износостойкости сверла. Указанная цель достигается тем, что в алмазном кольцевом сверле, включаюшем соетавной ступенчатый корпус с центральным отверстием в верхней части и с концентрично установленными на нем одна в другой режущими коронками, торцовые рабочие поверхности которых совмещены в одной плоскости, нижняя часть составного ступенчатого корпуса выполнена с глухим центральным отверстием и двумя группами сквозных .-отверстий, одна из которых соединяет центральное отверстие верхней части составного ступенчатого корпуса с полостью между режущими коронками, а другая - глухое центральное отверстие в нижней части составного ступенчатого корпуса и полость внутренней коронки с окружающей средой.
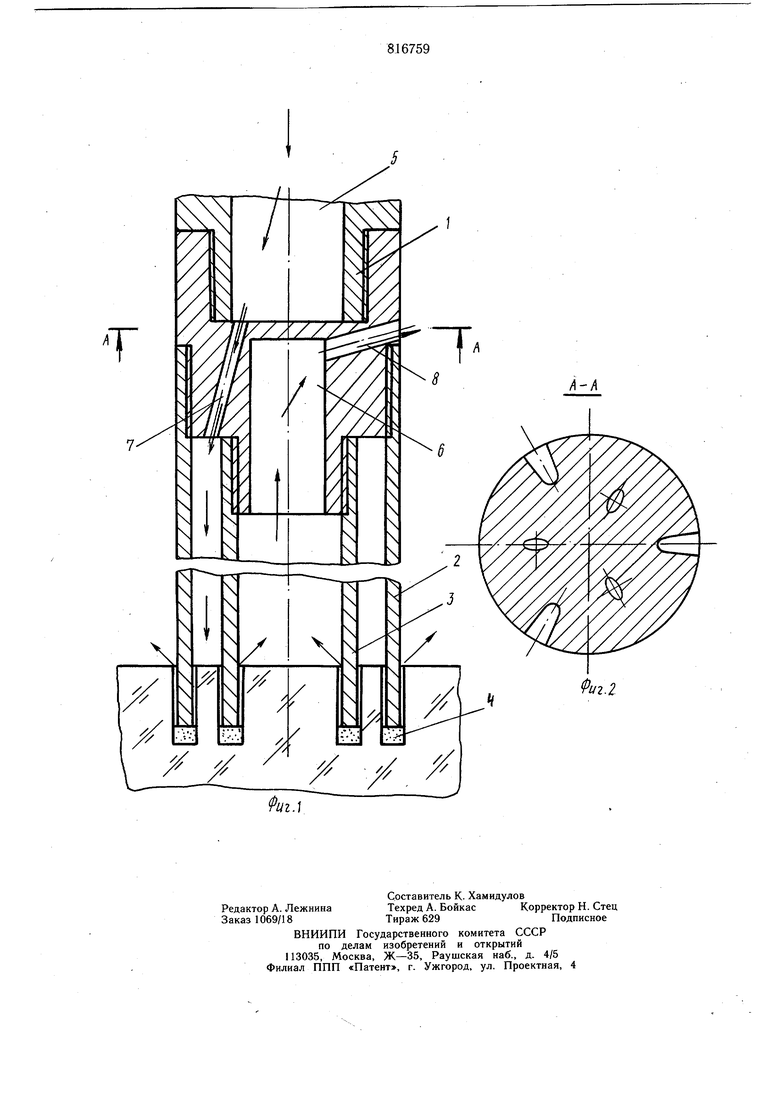
На фиг. 1 изображено алмазное кольцевое сверло, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Сверло включает составной ступенчатый корпус 1 с концентрично расположенными на нем одна в другой режущими коронками 2 и 3. Каждая из режущих коронок снабжена алмазоносным слоем 4. Верхняя часть составного ступенчатого корпуса 1 выполнена с центральным отверстием 5, а нижняя - с глухим центральным отверстием 6 и двумя группами сквозных наклонно расположенных отверстий 7 и 8 . Расстояние между режущими коронками 2 и Зв радиальном направлении определяется размерами толщины кольцевой части вырезаемой детали.
В зоны резания СОЖ подводится через центральное отверстие 5, наклонно расположенную группу отверстий 7 и полость между режущими коронками 2 и 3. Из полости между коронками 2 и 3 одна часть СОЖ поступает в рабочую зону коронки 2, охлаждает ее и вместе с продуктами обработки выбрасывается из кольцевого паза, образованного коронкой 2. Другая часть СОЖ поступает в рабочую зону коронки 3, охлаждает ее и, захватив продукты обработки, поступает в центральное глухое отверстие 6, затем через наклонно расположенную группу отверстий 8 выбрасывается из составного ступенчатого корпуса 1.
Использование изобретения позволяет обеспечить качественную очистку и охлаждение зон обработки, что, в свою очередь, увеличивает износостойкость инструмента.
Формула изоб ретения
Алмазное кольцевое сверло, включающее составной ступенчатый корпус с центральным отверстием в верхней части и с концентрично установленными на нем одна в другой режущими коронками, торцовые рабочие поверхности которых совмещены в одной плоскости, отличающееся тем, что, с
целью увеличения износостойкости, нижняя часть составного ступенчатого корпуса выполнена с глухим центральным отверстием и двумя группами сквозных отверстий, одна из которых соединяет центральное отверстие верхней части составного ступенчатого корпуса с полостью между режущими коронками, а другая - глухое центральное отверстие в нижней части составного ступенчатого корпуса и полость внутренней коронки с окружающей средой.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 400487, кл. В 28 D 1/14, 1972.
2.Авторское свидетельство СССР
№ 582972, кл. В 28 D 1/14, 1977 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазное кольцевое сверло | 1975 |
|
SU582972A1 |
| Алмазное сверло для изготовления кольцевых деталей | 1981 |
|
SU1018853A1 |
| Алмазное кольцевое сверло | 1980 |
|
SU941190A1 |
| Алмазное сверло | 1981 |
|
SU996217A1 |
| Алмазное полое сверло для изготовления кольцевых деталей | 1976 |
|
SU585070A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ БЛОКА КАМНЯ НА ШПИНДЕЛЬНОМ СТАНКЕ | 1992 |
|
RU2054993C1 |
| Породоразрушающий инструмент | 1986 |
|
SU1495427A1 |
| Способ изготовления алмазной буровой коронки | 1982 |
|
SU1110888A1 |
| Алмазное сверло для изготовления кольцевых деталей | 1984 |
|
SU1168420A2 |
| Режущий инструмент | 1979 |
|
SU870008A1 |