Предшествующий уровень техники
Изобретение относится к усовершенствованию устройств для использования в качестве шлифовальных насадок, используемых для шлифовки твердых металлических вставок или рабочих наконечников сверл (ударных или вращательных), резцов бурильных машин для проходки туннелей (ТБМ) и вертикально-бурильных машин (ВБМ) и более конкретно, но не исключительно, для шлифовки режущих зубьев из карбида вольфрама или коронок сверл или резцов, и средства разъемного соединения шлифовальных насадок со шлифовальным станком.
В операциях сверления режущие зубья (коронки) на сверлах или резцах при непрерывном использовании притупляются (изнашиваются). Регулярное обслуживание сверл или резцов посредством перешлифовки (заточки) коронок для придания им по существу первоначального профиля продлевает срок службы сверла/резца, ускоряет сверление и снижает стоимость сверления. Перешлифовку следует производить, когда износ коронок составляет оптимально от трети до максимум половины диаметра коронки.
Известны различные ручные и полуавтоматические шлифовальные станки для шлифовки зубьев коронок/резцов (см. , например, патенты США N 5193312, 5070654). В станках обычного типа шлифовальная насадка, имеющая необходимый профиль, вращается с большой скоростью для выполнения шлифовки карбидной коронки и торца зубца/резца, окруженных корпусом коронки, для придания коронке по существу ее первоначального профиля для эффективного сверления.
Шлифовальная насадка обычно состоит из цилиндрического корпуса, имеющего верхнюю и нижнюю поверхности. Нижняя, или рабочая поверхность содержит алмазно-металлическую матрицу, имеющую центрально расположенную криволинейную выемку с необходимым профилем шлифовки коронки. Конический обод вокруг корпуса удаляет сталь с торца зубцов вокруг корпуса коронки. Из верхней поверхности выступает вертикальный полый хвостовик.
Вода и/или воздух подаются через полый хвостовик и центрально расположенный канал в цилиндрический корпус шлифовальной насадки. Прорезь или расположенный заподлицо канал в шлифовальной поверхности помогает рассеивать воду/воздух над подлежащей шлифовке поверхностью коронки. Существует тенденция к возникновению наплыва на коронке в области выпускного отверстия для воды/воздуха, поскольку в этой точке нет шлифовальной поверхности в контакте с коронкой.
Шлифовальные насадки обычно производят сначала посредством механической обработки заготовки с вертикальным пустотелым хвостовиком, выходящим из ее верхнего торца. Затем заготовка проходит прессование в форме, содержащей нагретую алмазно-металлическую смесь. Как вариант алмазно-металлическая матрица может пройти формовку в шлифовальной секции и затем насажена на заготовку либо посредством горячей посадки и/или с помощью связующих или припоя.
Шлифовальные насадки до недавнего времени обычно крепились к шлифовальному станку посредством вставления хвостовика в патрон для разъемного крепления инструментов. Для вставления, крепления и удаления шлифовальной насадки в патроне и из него были необходимы специальные инструменты, такие как патронные гаечные ключи, гайки и цанги.
Для устранения потребности в патронных гаечных ключах и т.п. недавно было предложено использовать хомут с пояском. Диаметрально проходящая выемка на свободном конце полого приводного вала шлифовального станка согласуется с буртиком или эксцентриковым устройством на прилегающем верхнем торце шлифовальной насадки. Хвостовик шлифовальной насадки вставляется в полый приводной вал и может удерживаться на месте с помощью одного или нескольких О-образных колец, находящихся в канавке во внутренней стенке приводного вала или на хвостовике шлифовальной насадки. В качестве примера познакомьтесь с патентом Швеции N B 460584 и с одновременно поданной заявкой на патент США S.N. 08/305176, оба включены сюда в качестве ссылки.
Другой подход к устранению потребности в патронных гаечных ключах и т.п. иллюстрируется в WO 93/25346. В этом документе показано использование подпружиненной втулки для крепления шлифовальной насадки. Кольцевая канавка на валу шлифовальной насадки и шарики, расположенные в отверстиях в стенке втулки, удерживают шлифовальную насадку на месте.
Независимо от того, удерживается ли шлифовальная насадка в патроне или используется хомут с буртиком, шлифовальная насадка жестко соединяется со шлифовальным станком, и возникающие в процессе операций шлифования вибрации напрямую передаются шлифовальному станку. Чрезмерная вибрация может привести к:
a) высоким уровням шума в процессе шлифования;
b) утомляющим ударным нагрузкам на кисти рук и руки оператора, когда используются ручные шлифовальные устройства;
c) неудовлетворительному качеству шлифования, меньшей точности профиля коронки и появлению следов от шлифования;
d) ускоренному износу компонентов патрона и шлифовального станка.
В совместно поданной заявке на патент США S.N. 08/305176, чтобы обеспечить снижение вибраций, предусмотрен демпфирующий элемент, вставленный в канал полого приводного вала, примыкающего к хвостовику шлифовальной насадки.
Краткое описание изобретения
Целью настоящего изобретения является создание шлифовальной насадки, которую можно быстро и легко вставить и удалить из шлифовальной установки, снижение затрат на производство шлифовальной насадки, устранение потребности в наличии расположенного заподлицо канала на поверхности шлифовального торца шлифовальных насадок, создание держателя, который помогает минимизировать вибрации, а также обеспечение улучшения качества шлифования, повышения точности и улучшения чистоты обработки без следов шлифования.
Согласно настоящему изобретению предложена шлифовальная насадка, выполненная с возможностью присоединения и разъединения к приводному элементу шлифовального станка для шлифования коронок сверл и резцов, состоящая из нижней шлифовальной секции, отформованной из материала для шлифования коронки сверл или резцов, и верхней секции корпуса, коаксиального относительно нижней шлифовальной секции с образованием центрально расположенной криволинейной выемки со стороны нижней поверхности нижней шлифовальной секции, при этом верхняя секция корпуса выполнена с центральной полостью, расположенной со стороны верхней поверхности шлифовальной насадки, приводной секции и опорной секции, расположенных в указанной полости, приводная секция имеет форму и размеры, которые обеспечивают соединения с возможностью вращения приводного элемента внутри приводной секции, а опорная секция имеет средства, обеспечивающие взаимодействие со средством фиксации, расположенным на приводном элементе для фиксации с возможностью разъединения шлифовальной насадки к приводному элементу шлифовального станка.
Другой вариант настоящего изобретения включает держатель, выполненный с возможностью присоединения и разъединения шлифовальной насадки к приводному от двигателя шлифовальному станку для шлифования коронок сверл, причем станок имеет выходной приводной вал, при этом он содержит приводной элемент, выполненный с возможностью приведения во вращение, один конец которого предназначен для крепления к выходному приводному валу шлифовального станка, а противоположный свободный конец предназначен для его вывода наружу из шлифовального станка, при этом приводной элемент имеет канал, проходящий по его длине, а свободный конец приводного элемента предназначен для установки в центральную полость, расположенную со стороны верхней поверхности шлифовальной насадки, для присоединения с возможностью приведения во вращение шлифовальной насадки к свободному концу приводного элемента, и средство фиксации для быстрого соединения приводного элемента и полости для фиксации с возможностью разъединения шлифовальной насадки на приводном элементе. Приводной элемент состоит из верхней приводной секции, предназначенной для соединения с возможностью приведения во вращение с центральной полостью, расположенной со стороны верхней поверхности шлифовальной насадки, и нижней опорной секции, предназначенной для введения в нижнюю опорную секцию центральной полости, при этом на нижней опорной секции приводного элемента предусмотрено средство фиксации для быстрого соединения между приводным элементом и полостью для фиксации с возможностью разъединения шлифовальной насадки на приводном элементе.
Остальные особенности изобретения будет описаны или станут понятны в ходе следующего ниже подробного описания.
Краткое описание чертежей
Для того чтобы изобретение стало более понятным, теперь более подробно будет описан посредством примера предпочтительный вариант со ссылкой на прилагаемые чертежи, в которых:
фиг. 1 представляет собой вид сбоку с частичным разрезом секции шлифовального станка, имеющего отдельный пневматический двигатель, ротор которого удлинен с образованием приводного элемента для крепления шлифовальной насадки по настоящему изобретению;
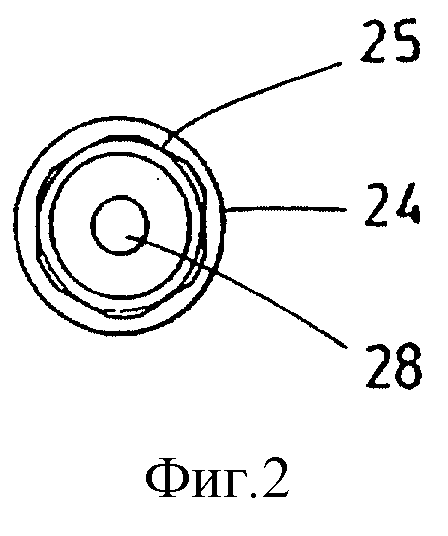
фиг. 2 представляет собой горизонтальную проекцию вида снизу приводного элемента фиг. 1;
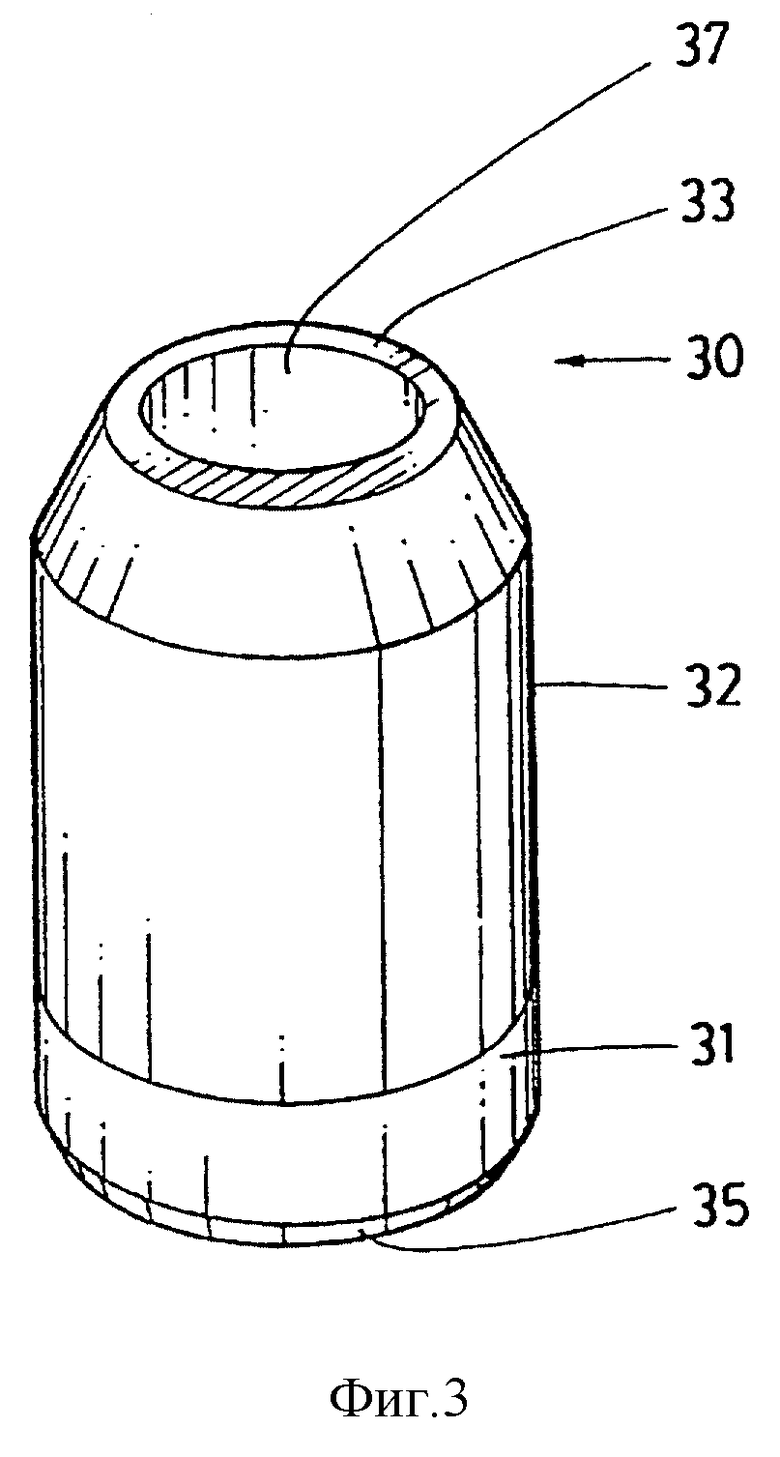
фиг. 3 представляет собой увеличенный вид в аксонометрической проекции шлифовальной насадки по настоящему изобретению, приводимой во вращение посредством приводного элемента фиг. 1;
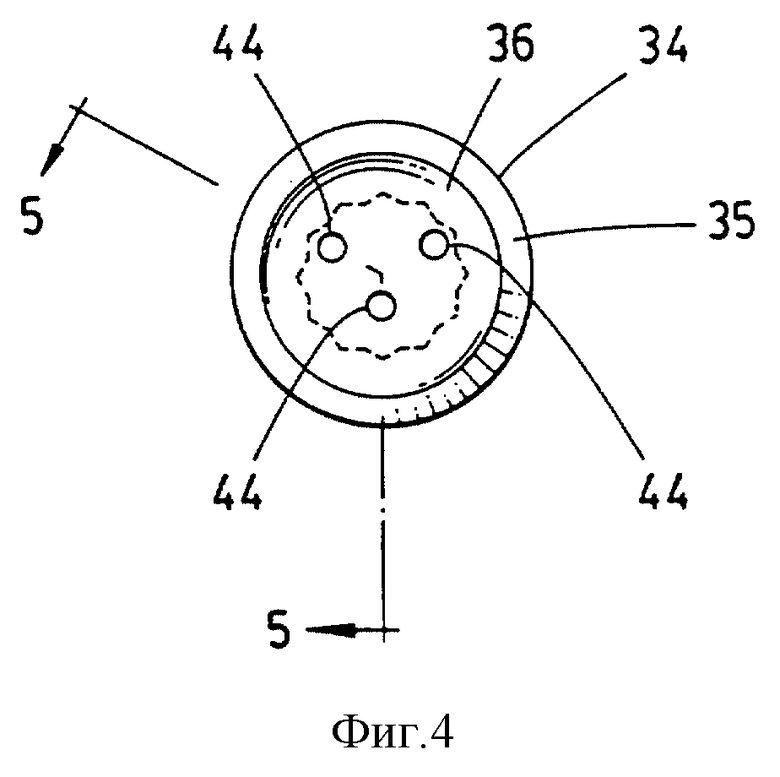
фиг. 4 представляет собой вид снизу шлифовальной насадки фиг. 3;
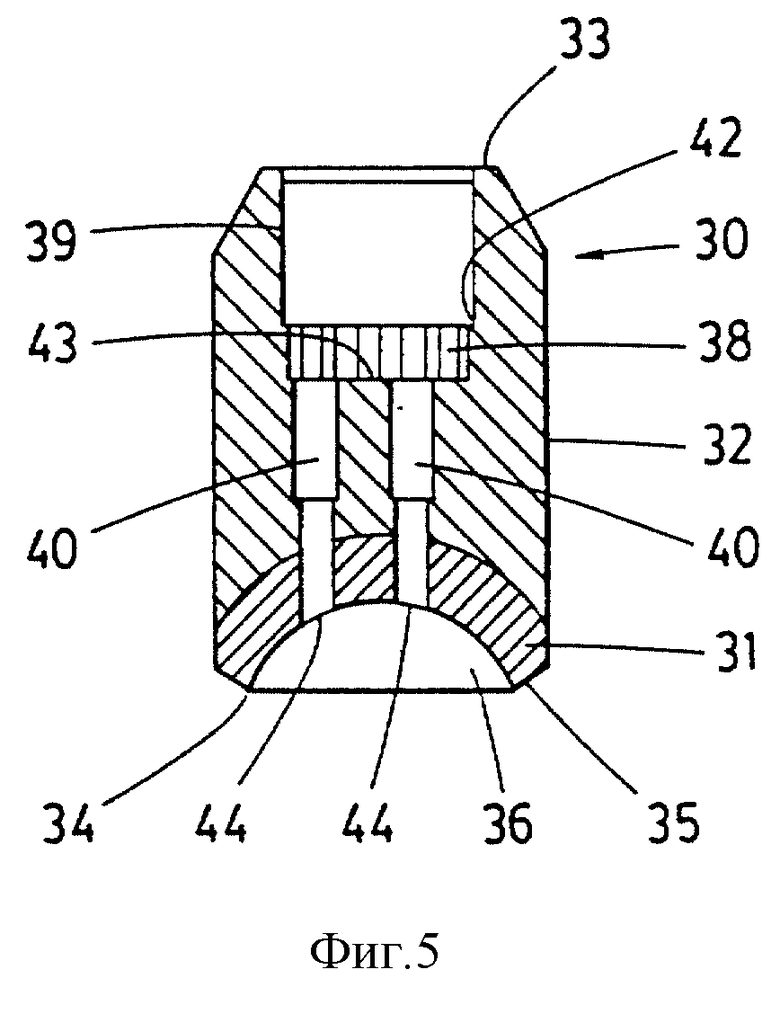
фиг. 5 представляет собой поперечное сечение по 5-5 шлифовальной насадки фиг. 4;
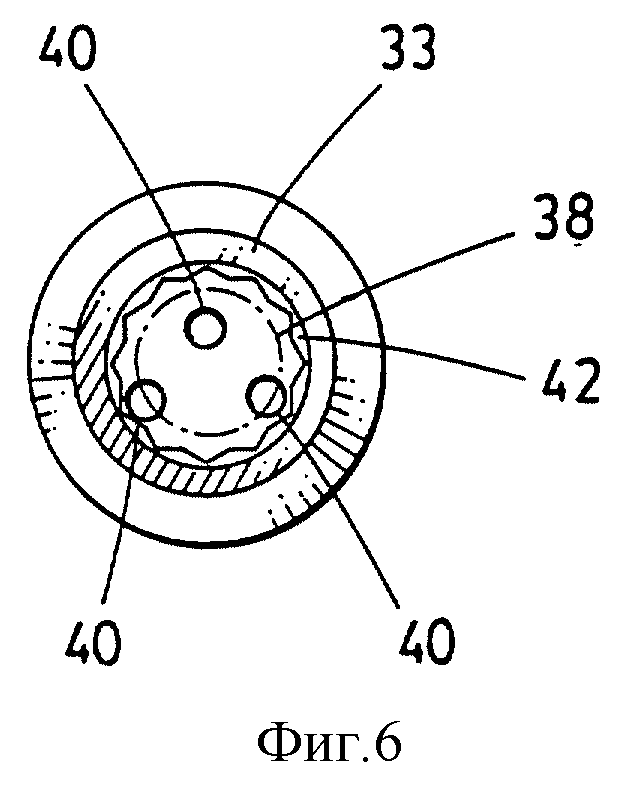
фиг. 6 представляет собой вид сверху шлифовальной насадки фиг. 3;
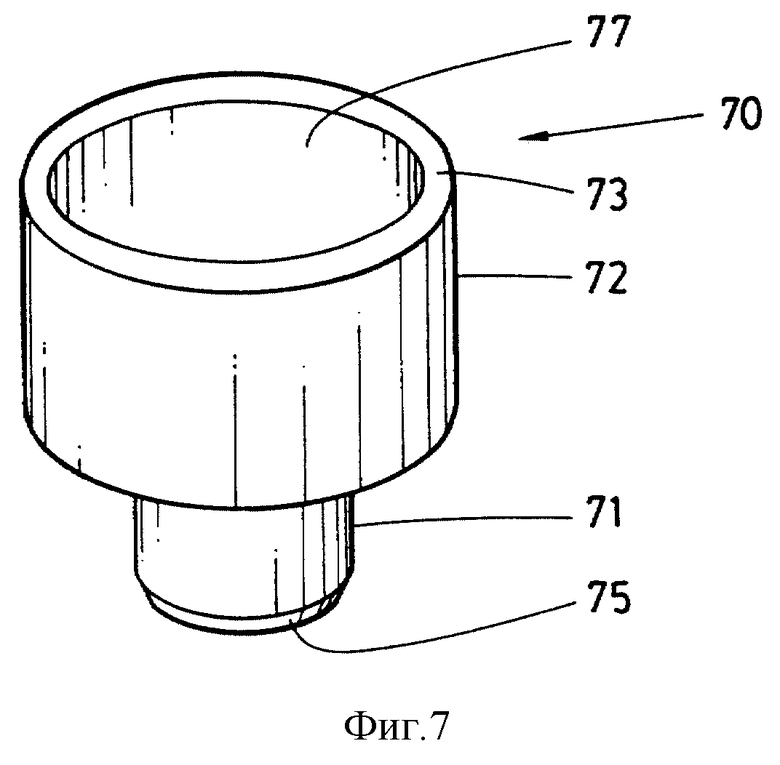
фиг. 7 представляет собой увеличенный вид в аксонометрической проекции другого варианта шлифовальной насадки по изобретению для шлифования коронки с мелкими зубьями;
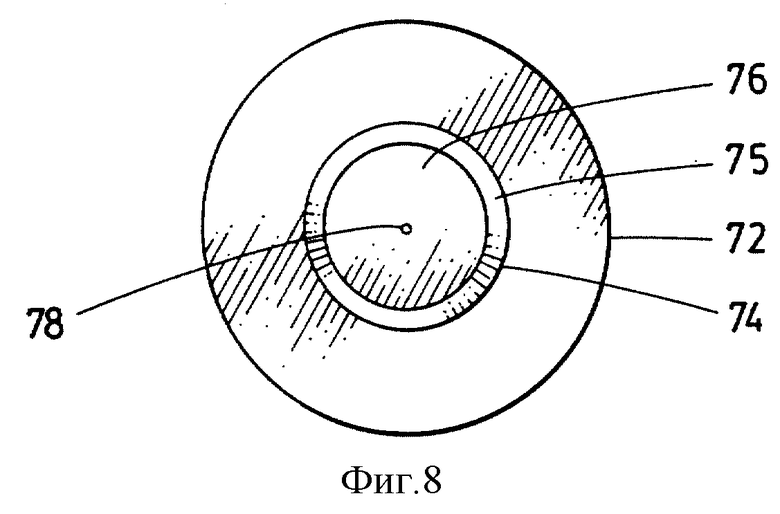
фиг. 8 представляет собой вид снизу шлифовальной насадки фиг. 7;
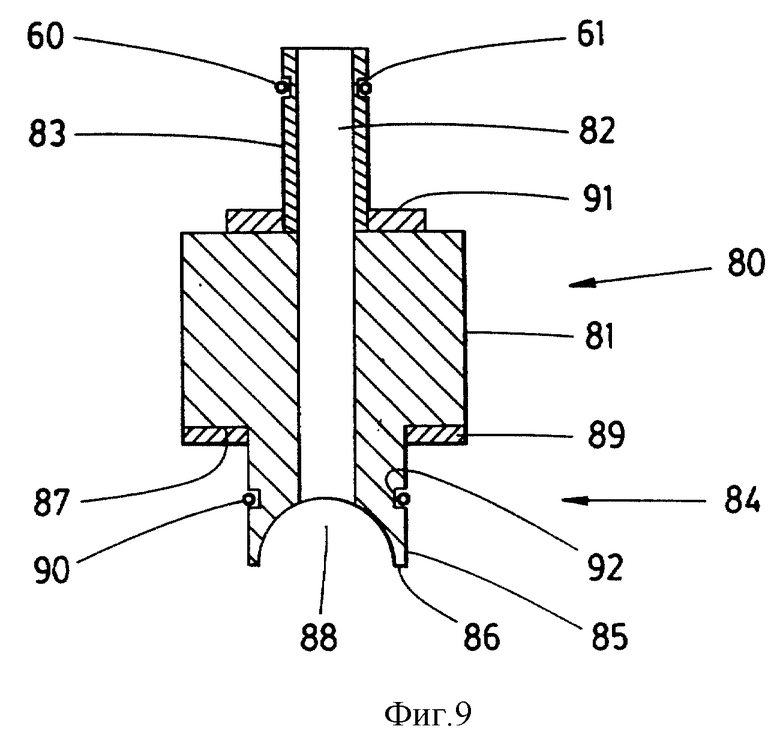
фиг. 9 представляет собой увеличенный продольный разрез на виде сбоку другого варианта держателя по настоящему изобретению;
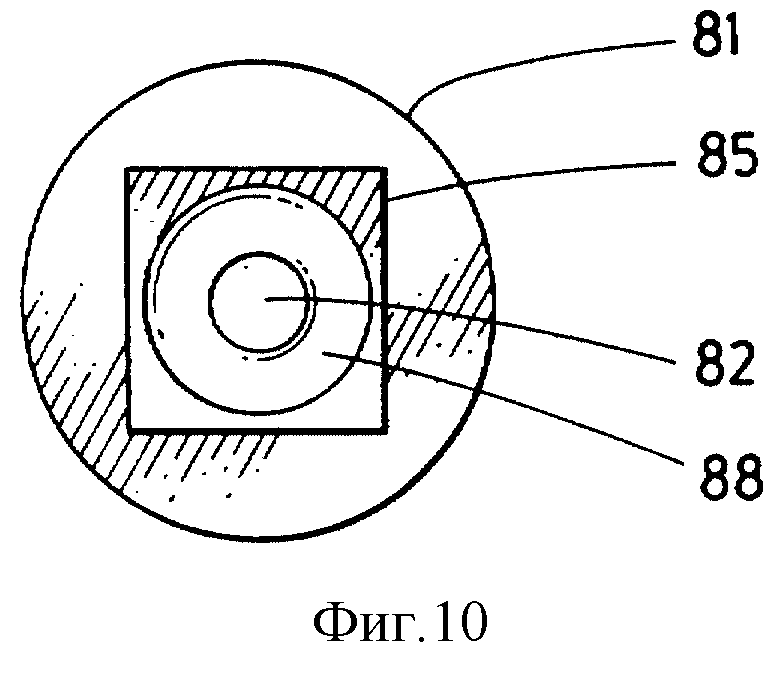
фиг. 10 представляет собой вид снизу держателя фиг. 9;
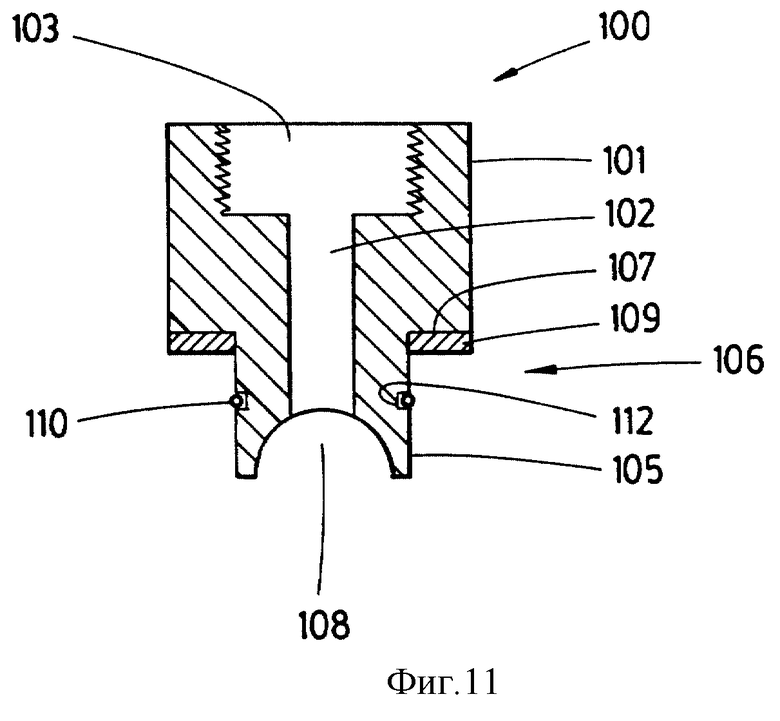
фиг. 11 представляет собой увеличенный продольный разрез на виде сбоку другого варианта держателя по настоящему изобретению;
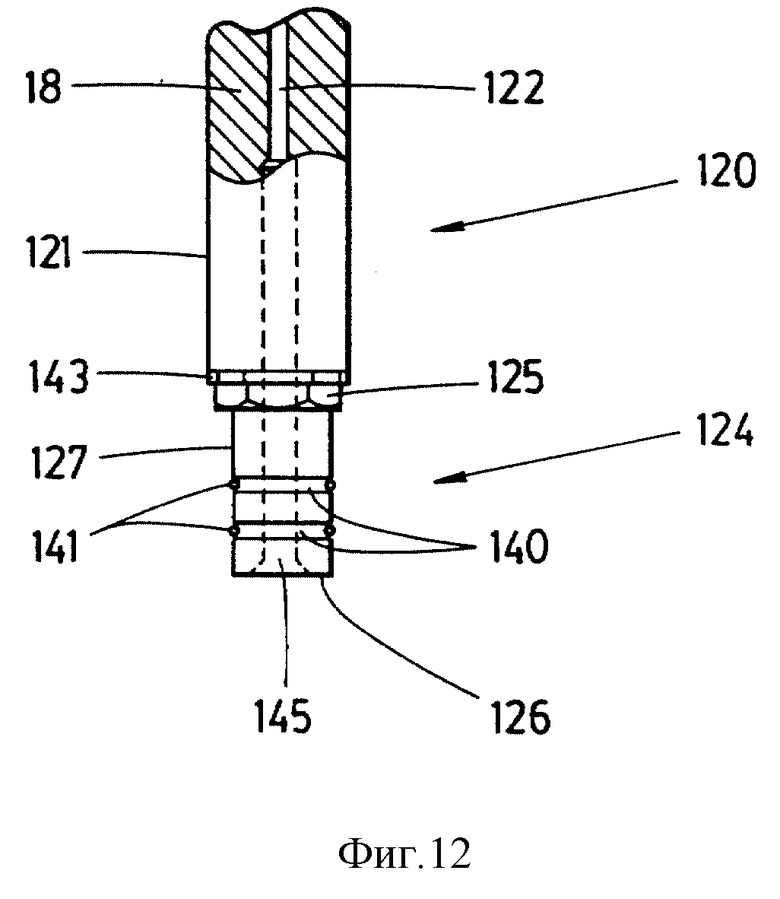
фиг. 12 представляет собой увеличенный вид сбоку с частичным разрезом конца выходного приводного вала шлифовального станка, имеющего пневматический двигатель с валиком, выходящим из другого варианта приводного элемента для крепления шлифовальной насадки по настоящему изобретению;
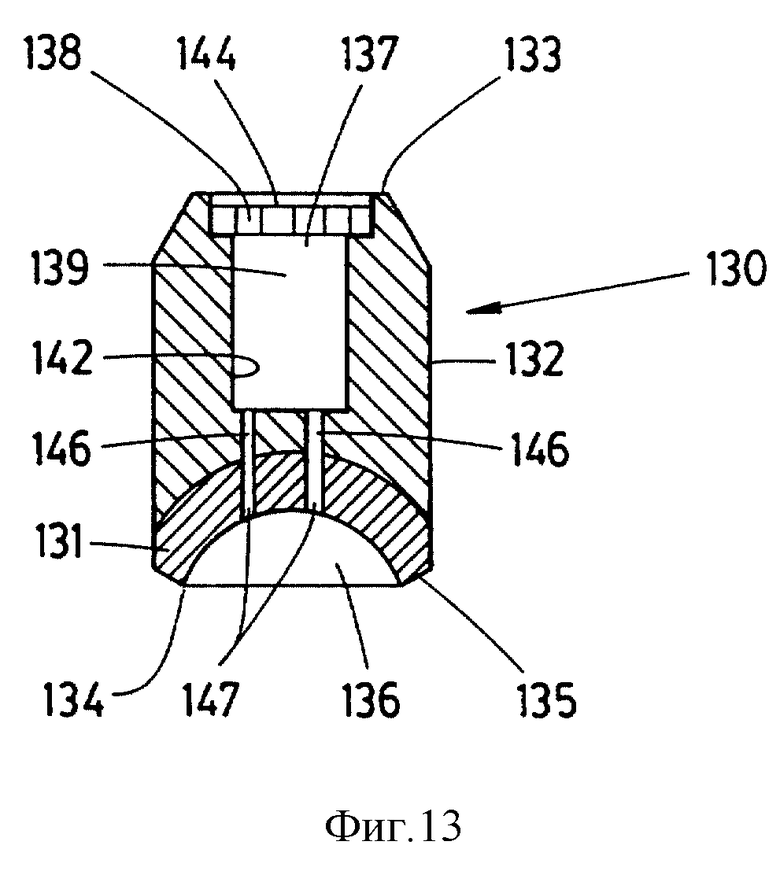
фиг. 13 представляет собой поперечный разрез шлифовальной насадки по настоящему изобретению, приводимой во вращение приводным элементом фиг. 12;
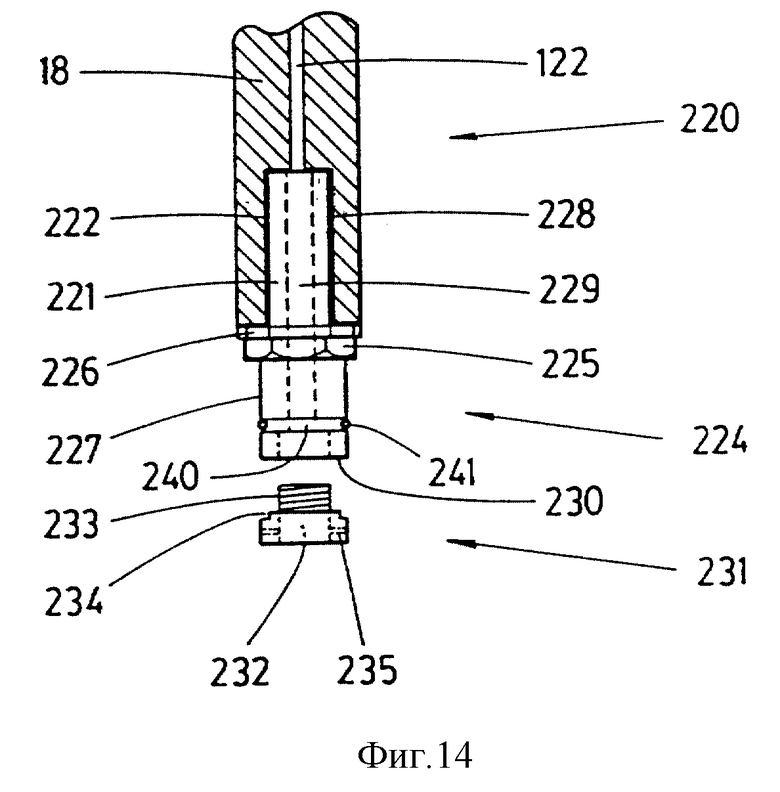
фиг. 14 представляет собой увеличенный вид сбоку с частичным разрезом другого варианта приводного элемента для крепления шлифовальной насадки фиг. 13 и 15;
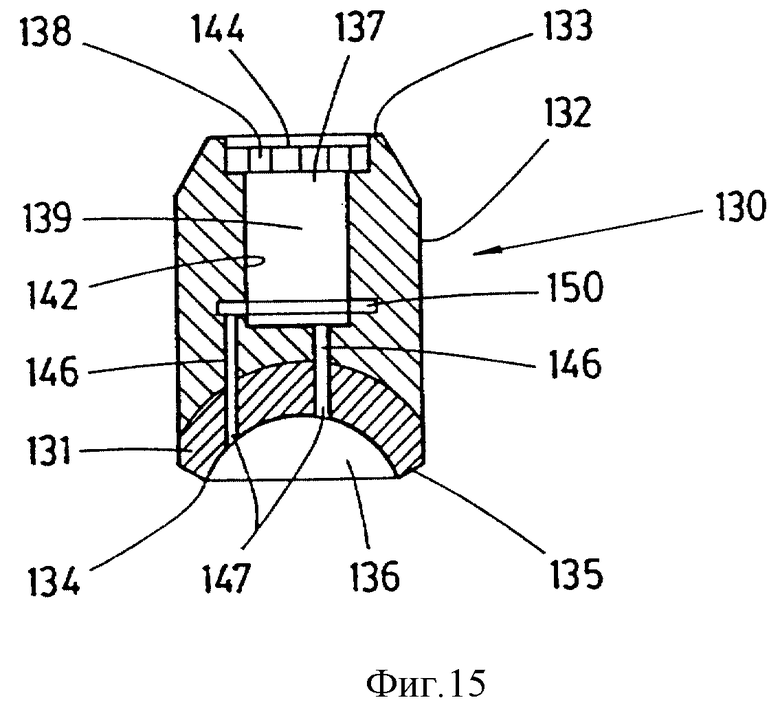
фиг. 15 представляет собой поперечный разрез шлифовальной насадки фиг. 13 с другим расположением выходных отверстий для воды, подходящим для шлифовальных насадок большого диаметра.
Подробное описание предпочтительных вариантов
Со ссылками на фиг. 1-6 показан шлифовальный станок 10, который включает корпус или кожух 12 двигателя, в котором приемлемым образом установлен генерирующий вращение двигатель, причем иллюстрируемый двигатель представляет собой пневмоприводной двигатель 14, приспособленный для подачи в него сжатого воздуха из подходящего источника (не показан). Двигатель может быть гидравлическим, электрическим и т.п. без отступления от сущности настоящего изобретения. Размеры корпуса 12 такие, чтобы шлифовальным станком можно было легко манипулировать вручную. Для решения последней проблемы корпус снабжен рукоятками 16, диаметрально противоположно выступающими из корпуса. Двигатель 14 приводит во вращение выходной приводной вал 18. К выходному приводному валу 18 приемлемым образом присоединен держатель 20 посредством использования любого общеизвестного средства. В иллюстрируемом на фиг. 1 варианте держатель 20 составляет одно целое с валом 18, который образует вращаемый удлиненный приводной элемент 21. В валу 18 и приводном элементе 21 предусмотрен проходящий по всей длине коаксиальный канал 22, по которому охлаждающая среда направляется к закрепленной там шлифовальной насадке 30, причем шлифовальная насадка показана на фиг. 3-6 и подробно описана ниже. Концевая часть 24 удлиненного приводного элемента 21, выходящая из его свободного конца 26, предназначена для стыковки с соответствующей ей по размерам полостью 37 в верхнем торце 33 шлифовальной насадки 30. Как видно из фиг. 1 и 2, наружная стенка 25 удлиненного приводного элемента 21 на концевой части 24 предназначена для соединения с возможностью вращения с полостью 38, расположенной центрально в донной части полости 37. В предпочтительном варианте наружная стенка 25 приводного элемента 21 механически обработана с получением шестигранного поперечного сечения, и полость 38, как показано на фиг. 4 и 6, совпадает по размерам с круглым поперечным сечением в двенадцати точках. Такая конструкция позволяет легко вставлять свободный конец 26 приводного элемента 21 в полость 38 без необходимости в специальной центровке приводного элемента и шлифовальной насадки. Шлифовальную насадку можно просто насадить на приводной элемент 21 и поворачивать до тех пор, пока конец 26 приводного элемента 21 не войдет в полость 38. Если конец 26 приводного элемента 21 установлен в полости 38, то при использовании он будет вращать шлифовальную насадку без проскальзывания. Поэтому, глубина полости 38 и высота механически обработанной наружной стенки 25 должны быть достаточными для привода во вращение шлифовальной насадки без чрезмерного износа. Установлено, что достаточным будет расстояние от 4,5 до 4,8 мм. На концевой части 24 приводного элемента 21 предусмотрено средство фиксации для фиксации с возможностью разъединения шлифовальной насадки 30 так, чтобы шлифовальная насадка 30 не соскочила в процессе использования, но при этом могла быть легко снята или заменена после использования. В предпочтительном варианте средство фиксации включает одну или несколько канавок 27 в наружной стенке концевой части 24 приводного элемента 21. В канавки 27 вставляются О-образные или разжимные кольца 29. Когда концевая часть 24 приводного элемента 21 вставлена в шлифовальную насадку 30, О-образные или разжимные кольца 29 упираются в боковую стенку 39 полости 37, удерживая на месте шлифовальную насадку.
Для более надежной фиксации могут быть сделаны канавки в боковой стенке 39 и расположены так, чтобы О-образные или разжимные кольца 29 входили в зацепление с канавками, когда концевая часть 24 приводного элемента 21 полностью входит в полость 37. Как должно быть ясно, желательно, чтобы канавки в боковой стенке 39 полости 37 были несколько длиннее, чем канавки 27, за счет чего О-образные кольца 29 будут оставаться зафиксированными на валу при отсоединении шлифовальной насадки. Если используется лишь одно О-образное кольцо 29, то может возникнуть тенденция к проворачиванию шлифовальной насадки вокруг точки контакта между О-образным кольцом и боковой стенкой полости 37. Поэтому, в предпочтительном варианте используют по меньшей мере два О-образных кольца 29 для исключения возможности проворачивания и минимизации вибрации.
Для дополнительного содействия в устранении вибрации при использовании шлифовальной насадки либо в полость 37 шлифовальной насадки 30 или в концевую часть 28 приводного элемента 21 может быть вставлен демпфирующий элемент. В предпочтительном варианте демпфирующий элемент содержит резиновую или найлоновую прокладку 41 вокруг части наружной стенки 25 концевой части 24 приводного элемента 21. Эта прокладка 41 примыкает к выступу 42 полости 38 в шлифовальной насадке 30. Демпфирующий элемент может быть изготовлен из резины или другого подходящего эластомерного материала. В донную часть полости 38 также может быть установлен второй демпфирующий элемент, так чтобы свободный конец приводного вала поджимал второй демпфирующий элемент. При установленной таким образом насадке генерируемые в процессе шлифования в шлифовальной насадке 30 колебания по существу поглощаются демпфирующими элементами и не передаются тем самым на рукоятки 16, уменьшая усталость оператора станка и обеспечивая другие преимущества, описанные здесь выше. Кроме того, вторая прокладка способствует предотвращению разбрызгивания охлаждающей среды вокруг держателя и шлифовальной насадки.
Отверстие 28 канала 22 имеет больший диаметр, чем у канала, с тем чтобы охлаждающее средство могло поступать в канал 40 шлифовальной насадки. Кроме того, конец 26 приводного элемента 21 может иметь криволинейный профиль для облегчения выпуска охлаждающей среды в канал 40.
На фиг. 1 и 2 показана концевая часть 24 приводного вала, обработанного механически с получением шестигранного поперечного сечения, однако, можно использовать любую подходящую форму поперечного сечения для приведения во вращение шлифовальной насадки. По другому варианту на концевой части 24 может быть нарезана резьба для ввинчивания в полость 37.
Теперь из более конкретного рассмотрения фиг. 3-6 видно, что шлифовальная насадка 30 содержит нижнюю шлифовальную секцию 31 и верхнюю секцию корпуса 32. В предпочтительном варианте шлифовальная секция 31 и секция корпуса 32 соединены в одно целое с образованием по существу цилиндрической шлифовальной насадки, имеющей верхнюю и нижнюю поверхности 33 и 34 соответственно. Шлифовальная секция 31 отформована из материала, способного шлифовать зубья коронки из карбида вольфрама. В предпочтительном варианте шлифовальная секция отформована из металлической и алмазной матрицы. Периферийная кромка 35 на нижней поверхности 34 имеет коническую фаску для облегчения в процессе шлифования удаления стали с торца зубца, окруженного основой коронки. В нижней поверхности 34, имеющей необходимый профиль для подлежащей шлифовке коронки, образована расположенная центрально криволинейная выемка 36. В секции корпуса 32 имеется центрально расположенная полость 37, образованная в верхней поверхности 33 шлифовальной насадки. Эта полость 37 имеет форму и размеры, позволяющие присоединить с возможностью разъединения шлифовальную насадку к приводному элементу 21 держателя и вращать ее в процессе операции шлифования. В донной части полости 37 предусмотрена полость 38, в которую должен вставляться конец 26 приводного элемента 21. Как отмечалось выше, полость 38 имеет поперечное сечение, приспособленное в сочетании с поперечным сечением конца 26 приводного элемента 21 для вращения шлифовальной насадки в процессе использования. Один или несколько каналов 40 соединяют дно 43 полости 37 с выемкой 36 в шлифовальной секции для обеспечения подачи в процессе шлифования охлаждающей среды, предпочтительно воды, необязательно смешанной с технологической смазкой, или водо-воздушного тумана к поверхности коронки через выпускные отверстия 44. Охлаждающая среда предотвращает чрезмерный нагрев, возникающий в процессе шлифования, и смывает с поверхности коронки материал, удаляемый в процессе шлифования. В предшествующих устройствах, в которых используется только единственное центрально расположенное выпускное отверстие для воды, часто в сочетании с пазом в шлифующей поверхности, существует тенденция к образованию наплыва на коронке в области выпускного отверстия для воды, поскольку в этой точке отсутствует контакт шлифующей поверхности с коронкой. В предпочтительном варианте, проиллюстрированном на фиг. 3-6, показаны три выходных отверстия 44, каждое из которых находится вне центра выемки 36 для предотвращения образования наплыва, и тем не менее обеспечивающие эффективное распыление охлаждающей среды. Выходные отверстия предусмотрительно расположены так, чтобы исключить динамический дисбаланс при наличии большей массы на одной стороне шлифовального станка по отношению к другой. Кроме того, для того чтобы максимально увеличить срок службы шлифовальной насадки, выходные отверстия предпочтительно находятся вне области шлифовальной поверхности, которая подвержена большему износу. Каналы 40 предпочтительно параллельны продольной оси шлифовальной насадки, так чтобы по мере износа шлифовальной поверхности выходные отверстия 44 оставались на тех же самых местах. Если каналы являются наклонными, то выходные отверстия будут сдвигаться ближе к центру шлифовальной поверхности по мере ее износа. Для предотвращения образования наплывов может быть предусмотрено несколько или множество выходных отверстий, расположенных вне центра.
Для того чтобы зафиксировать с возможностью разъединения приводной элемент 21 в полости 37, предусмотрено средство фиксации. В предпочтительном варианте, как лучше всего проиллюстрировано на фиг. 1, средство фиксации состоит из одной или нескольких кольцевых канавок 27, образованных во внешней стенке 25 концевой части 24 приводного элемента 21, в которые плотно вставлены О-образные или разжимные кольца 29. Конструкция насадки 30 предусматривает возможность ее монтажа на приводной элемент 21 посредством введения концевой части 24 приводного элемента 21 в полость 37. Длина концевой части 24 и глубина полости 37 такие, чтобы, когда насадка 30 полностью установлена на держателе, О-образное кольцо 29, установленное в канавке 27, было зафиксировано боковой стенкой 39 полости 37, как описано выше. Использование О-образного кольца 29 для надежного крепления насадки 30 на держателе позволяет легко монтировать и снимать шлифовальную насадку 30 с держателя 20.
Шлифовальную насадку по настоящему изобретению можно изготавливать, как правило, посредством того же самого процесса, который обычно используют для изготовления шлифовальных насадок: сначала путем получения заготовки посредством механической обработки, отливки, ковки, порошковой металлургии и т. д. Полученная заготовка с полостью 37 в верхнем торце и полостью 38 затем запрессовывается в матрице, содержащей нагретую алмазно-металлическую смесь. Нижняя поверхность заготовки нагревается и соединяется с алмазно-металлической матрицей. Известно несколько средств нагрева и соединения алмазно-металлической матрицы с заготовкой. По другому варианту алмазно-металлическая матрица может быть отформована в шлифовальной секции, а затем соединена с заготовкой посредством горяче-прессовой посадки и/или с использованием связующих веществ и/или пайки. По другому варианту заготовка может быть изготовлена из двух секций, соединенных посредством сварки трением, нагрева и запрессовки, индукционной сварки и т.п. Это может быть особенно подходящим, когда полость в шлифовальной насадке имеет переменный профиль. По другому варианту способ производства заключается в изготовлении заготовки и нанесении на шлифовальную поверхность одного или нескольких алмазных слоев посредством электропокрытия и т.п.
На фиг. 7 и 8 показана шлифовальная насадка 70 по настоящему изобретению для шлифования мелких зубцов коронки, имеющая верхнюю секцию корпуса 72 и нижнюю шлифовальную секцию 71 меньшего размера. При более мелких зубцах они могут находиться в коронках более тесно и, поэтому, помимо уменьшения диаметра выемки 76 в шлифовальной секции 71, диаметр шлифовальной секции 71, чтобы соответствовать профилю коронки, подлежащей шлифовке, также должен быть уменьшен, чтобы годиться для близких по размерам коронок. Однако желательно сохранять постоянный размер секции корпуса 72 по двум причинам: (1) диаметр секции корпуса должен быть достаточно большим, чтобы вместить приводной элемент держателя, и (2) полость 77 в верхнем торце 73 шлифовальной насадки должна быть как можно больше, чтобы обеспечить хороший захват приводного элемента на шлифовальной насадке. Нижняя поверхность 74 шлифовальной секции 71 имеет коническую кромку 75 для облегчения удаления стали вокруг основания корпуса коронки.
На фиг. 9 и 10 показан другой вариант формы держателя для использования со шлифовальным станком, в котором соединены в одно целое диаметрально расположенная выемка на свободном конце полого приводного вала с уступом или с эксцентриком на примыкающей верхней поверхности шлифовальной насадки, как описано в предшествующем патенте Швеции N B 460584 или в одновременно поданной заявке на патент S.N. 08/305176. При использовании держателя 80, как показано на фиг. 9 и 10, шлифовальные насадки по настоящему изобретению можно применять без необходимости замены ротора на шлифовальном станке. Держатель 80 включает способный вращаться приводной элемент 81, имеющий коаксиальный канал 82, проходящий вдоль его длины. Один конец 86 приводного элемента предназначен для введения в полость 37 на верхнем торце шлифовальной насадки по настоящему изобретению. В иллюстрируемом варианте стенка 85 приводного элемента 21 механически обработана с получением квадратного поперечного сечения для установки в квадратной полости на шлифовальной насадке. Однако, как было отмечено в отношении фиг. 1, чтобы обеспечить необходимое вращение без проскальзывания шлифовальной насадки, допускаются другие поперечные сечения: шестигранное, овальное, круглое с лысками на противоположных сторонах или с резьбой. Вокруг приводного элемента на механически обработанном конце 84 и примыкая к уступу 87 находится демпфирующий элемент, содержащий упругую прокладку 89. Отверстие 88 канала 82 расширено, чтобы дать возможность охлаждающей среде достичь канала 40 в шлифовальной насадке. Пустотелый вертикально идущий хвостовик 83 расположен центрально на верхнем торце приводного элемента 81. В основании хвостовика предусмотрен эксцентрик или буртик 91, имеющий размеры, необходимые для соединения с диаметрально расположенной выемкой на свободном конце полого приводного вала шлифовального станка. Полый хвостовик вставляется в полый приводной вал шлифовального станка и может удерживаться на месте посредством одного или нескольких О-образных колец 60, помещенных каждое в одной или нескольких канавках 61 на хвостовике шлифовального станка. Когда хвостовик 83 входит в полый приводной вал шлифовального станка, кольцо с О-образным сечением попадает в канавку или прорезь во внутренней стенке приводного вала, и эксцентрик или буртик 91 фиксируется в диаметрально расположенной выемке на свободном конце полого приводного вала шлифовального станка. Приводной элемент 81 оборудован средством для фиксации шлифовальной насадки. В обработанной механически стенке 85 концевой части 94 предусмотрена расположенная по периметру канавка 92. В канавку 92 вставляется О-образное кольцо 90 или разжимной хомут, или пружинное средство. Когда приводной элемент 81 вставляется в полость 37 шлифовальной насадки, О-образное кольцо 90 соприкасается с боковой стенкой 39 полости 37. По другому варианту, когда хвостовик держателя 80 должен вставляться в патрон на конце приводного вала, О-образное кольцо 60 и уступ 91 могут отсутствовать.
На фиг. 11 иллюстрируется другой вариант формы держателя для использования со шлифовальным станком, который объединяет приводной вал с резьбой на конце, к которому обычно присоединяется патрон для крепления шлифовальной насадки. Как показано на фиг. 11, при использовании держателя 100 шлифовальные насадки по настоящему изобретению могут применяться без необходимости замены ротора на шлифовальном станке. Держатель включает способный вращаться приводной элемент 101, имеющий коаксиальный канал 102, проходящий вдоль всей его длины. Один конец 106 приводного элемента предназначен для фиксации в полости 37 на верхней поверхности шлифовальной насадки по настоящему изобретению. В иллюстрируемом варианте стенка 105 приводного элемента 101 механически обработана с получением квадратного поперечного сечения для фиксации в квадратной полости в шлифовальной насадке. На механически обработанном конце вокруг приводного элемента и примыкая к буртику 107 находится демпфирующий элемент, состоящий из упругой прокладки 109. Отверстие 108 канала 102 расширено, чтобы дать возможность охлаждающей среде достичь канала 40 в шлифовальной насадке. На верхнем торце приводного элемента 101 и коаксиально по отношению к каналу 102 находится расположенное центрально отверстие 103 с резьбой. Держатель может завинчиваться в резьбовой конец полого приводного вала шлифовального станка. Приводной элемент 101 оборудован средством для фиксации шлифовальной насадки, как на фиг. 9. В механически обработанной стенке 105 предусмотрена проходящая по периферии канавка 112. В канавку 112 вставляется О-образное кольцо 110 или разжимной хомут, или пружинное средство. Когда концевая часть 106 вставляется в полость 37 шлифовальной насадки, О-образное кольцо 110 соприкасается с боковой стенкой 39 полости 37.
На фиг. 12 и 13 показана другая конструкция держателя и шлифовальной насадки по настоящему изобретению. Держатель 120 присоединен приемлемым образом к выходному приводному валу посредством любого обычно используемого средства. В показанном на фиг. 12 варианте держатель 120 представляет собой одно целое с валом 18, в состав которого входит удлиненный приводной элемент 121. В валу 18 и приводном элементе 121 предусмотрен проходящий на всю длину коаксиальный канал, через который охлаждающая среда может направляться к фиксируемой там шлифовальной насадке 130, причем шлифовальная насадка показана на фиг. 13 и описана ниже. Концевая часть 124 удлиненного приводного элемента 121, выступающая из его свободного конца 126, предназначена для фиксации в соответствующей ей по размерам центрально расположенной полости 137 в верхней части 133 шлифовальной насадки 130. Как видно из фиг. 12, концевая часть 124 удлиненного приводного элемента 121 имеет верхнюю приводную секцию 125 и нижнюю фиксирующую секцию 127. Верхняя приводная секция 125 предназначена для фиксации с возможностью вращения в верхней части 138 полости 137. В предпочтительном варианте верхней приводной секции 125 приводного элемента 121 посредством механической обработки получено шестигранное поперечное сечение, а верхняя часть 138 полости 137 в шлифовальной насадке 130 имеет соответствующее ему по размерам в двенадцати точках круглое поперечное сечение. Эта конструкция позволяет легко вставлять верхнюю приводную секцию 125 приводного элемента 121 в верхнюю часть 138 полости 137 без необходимости в специальном центрировании приводного элемента и шлифовальной насадки. Шлифовальную насадку просто можно вставить в приводной элемент 121 и поворачивать до тех пор, пока верхняя секция 125 войдет в верхнюю часть 138 полости 137. При такой установке верхняя секция 125 будет при использовании вращать шлифовальную насадку без проскальзывания. Поэтому, глубина верхней части 138 полости 137 и высота механически обработанной наружной стенки верхней секции 125 должны быть достаточными для привода во вращение шлифовальной насадки без чрезмерного износа. Установлено, что приемлемым является расстояние от 4,5 до 4,8 мм.
Для обеспечения лучшей фиксации шлифовальной насадки и минимизации вибрации, вызываемой осевой боковой нагрузкой на шлифовальную насадку, нижняя фиксирующая секция 127 приводного элемента 121 приспособлена для установки с плотным прилеганием в нижней части 139 полости 137 в шлифовальной насадке 130. В предпочтительном варианте и нижняя фиксирующая секция 127, и нижняя часть 139 полости 137 имеют круглое поперечное сечение, несколько меньшее по диаметру, чем приводная секция 125. На нижней фиксирующей секции приводного элемента 121 предусмотрено средство фиксации для фиксации с возможностью разъединения шлифовальной насадки 130 так, чтобы шлифовальная насадка 130 не соскочила в процессе использования, но, однако, могла быть легко удалена или заменена после использования. В предпочтительном варианте средство фиксации включает одну или несколько канавок 140 в наружной стенке нижней фиксирующей секции 127 приводного элемента 121. В канавки 140 вставляются О-образные или разжимные кольца 141. Когда нижняя фиксирующая секция 127 приводного элемента 121 вставляется в шлифовальную насадку 130, О-образные или разжимные кольца 141 прижимаются к боковой стенке 142 нижней части 139 полости 137 для удержания на месте шлифовальной насадки. Для общей надежности могут быть предусмотрены канавки в боковой стенке 142 и расположены так, чтобы О-образные или разжимные кольца 141 входили в канавки, когда нижняя фиксирующая секция 127 приводного элемента 121 полностью вставлена в полость 137. Как должно быть понятно, желательно, чтобы канавки в боковой стенке 142 полости 137 были несколько больше, чем канавки 140 на нижней опорной секции 127 приводного элемента 121, благодаря чему О-образное кольцо 141 остается сидящим в фиксирующей секции при снятии шлифовальной насадки. Если используется только одно О-образное кольцо, то может возникнуть тенденция к проворачиванию шлифовальной насадки относительно точки контакта между О-образным кольцом 141 и боковой стенкой 142 полости 137. Поэтому, в предпочтительном варианте используется по меньшей мере два О-образных кольца 140 для исключения возможности проворачивания и минимизации вибрации.
Для дополнительного содействия в устранении вибрации при использовании шлифовальной насадки либо в полость 137 в шлифовальной насадке 130, либо в концевую часть 124 приводного элемента 121 может быть вставлен демпфирующий элемент. В предпочтительном варианте демпфирующий элемент содержит резиновую или найлоновую прокладку 143 вокруг верхней части верхней приводной секции 125 концевой части 124 приводного элемента 121. Эта прокладка 143 примыкает к выступу 144 верхней части 138 полости 137 в шлифовальной насадке 130. Демпфирующий элемент может быть изготовлен из резины или другого подходящего эластомерного материала. В донную часть 139 полости 137 также может быть установлен второй демпфирующий элемент, так чтобы свободный конец 126 приводного элемента 121 поджимал второй демпфирующий элемент. При установленной таким образом насадке генерируемые в процессе шлифования в шлифовальной насадке 130 вибрации по существу поглощаются демпфирующими элементами и тем самым не передаются на рукоятки 16, уменьшая таким образом усталость оператора станка и обеспечивая другие преимущества, описанные здесь выше. Кроме того, вторая прокладка способствует предотвращению разбрызгивания охлаждающей среды вокруг держателя и шлифовальной насадки.
Отверстие 145 канала 122 имеет больший диаметр, чем у канала, так чтобы охлаждающее средство могло поступать в канал 146 шлифовальной насадки. Кроме того, свободный конец 126 приводного элемента 121 может иметь криволинейный профиль для облегчения выпуска охлаждающей среды в канал 146.
На фиг. 12 показана приводная секция 125 концевой части 124 приводного элемента 121, полученная посредством механической обработки шестигранного поперечного сечения, однако, можно использовать любую другую подходящую форму для приведения во вращение шлифовальной насадки. По другому варианту на приводной секции 125 может быть нарезана резьба для ввинчивания в полость 137.
Теперь из более конкретного рассмотрения фиг. 13 видно, что шлифовальная насадка 130 содержит нижнюю шлифовальную секцию 131 и верхнюю секцию корпуса 132. В предпочтительном варианте шлифовальная секция 131 и секция корпуса 132 соединены в одно целое с образованием по существу цилиндрической шлифовальной насадки, имеющей верхнюю и нижнюю поверхности 133 и 134 соответственно. Шлифовальная секция 131 изготовлена из материала, способного шлифовать зубья коронки из карбида вольфрама. В предпочтительном варианте шлифовальная секция отформована из металлической и алмазной матрицы. Периферийная кромка 135 на нижней поверхности 134 имеет коническую фаску для облегчения удаления в процессе шлифования стали с торца зубца вокруг основания коронки. В нижней поверхности 134, имеющей необходимый профиль для подлежащей шлифованию коронки, образована расположенная центрально криволинейная выемка 136. В секции корпуса 132 имеется центрально расположенная полость 137, образованная в верхней поверхности 133 шлифовальной насадки. Эта полость 137 имеет форму и размеры, позволяющие присоединить с возможностью разъединения шлифовальную насадку к приводному элементу 121 держателя и вращать ее в процессе операции шлифования. Как отмечалось выше, полость 137 имеет поперечное сечение, предназначенное в сочетании с поперечным сечением концевой части 124 приводного элемента 121 для вращения шлифовальной насадки в процессе использования. Один или несколько каналов 144 соединяют полость 137 с выемкой 136 в шлифовальной секции для обеспечения подачи в процессе шлифования охлаждающей среды, предпочтительно воды, необязательно смешанной с технологической смазкой, или водо-воздушного тумана к поверхности коронки через выпускные отверстия 146. Охлаждающая среда предотвращает чрезмерный нагрев, возникающий в процессе шлифования, и смывает с поверхности коронки материал, удаляемый в процессе шлифовки. В предшествующих устройствах, в которых используется только единственное центрально расположенное выпускное отверстие для воды, часто в комбинации с пазом в шлифующей поверхности, существует тенденция к образованию наплыва на коронке в области выпускного отверстия для воды, поскольку в этой точке отсутствует контакт шлифующей поверхности с коронкой. В предпочтительном варианте, показанном на фиг. 13, показаны два выпускных отверстия 146, каждое из которых находится вне центра выемки 136 для предотвращения образования наплыва, и тем не менее обеспечивающие эффективное разбрызгивание охлаждающей среды. Выпускные отверстия предусмотрительно расположены так, чтобы исключить динамический дисбаланс при наличии большей массы на одной стороне шлифовального станка по отношению к другой. Кроме того, для того чтобы максимально увеличить срок службы шлифовальной насадки, выходные отверстия предпочтительно находятся вне области шлифовальной поверхности, которая подвержена большему износу. Как отмечалось ранее, каналы 144 предпочтительно параллельны продольной оси шлифовальной насадки, так чтобы по мере износа шлифовальной поверхности на выемке 136 выходные отверстия 146 сохраняли свое положение. Для предотвращения образования наплывов может быть предусмотрено несколько или много выходных отверстий, предпочтительно находящихся вне центра. При большем диаметре шлифовальных насадок может быть необходимо, чтобы выходные отверстия 146 находились в точке, расположенной на большем удалении, чем диаметр нижней части 139 полости 137. В таком случае, как показано на фиг. 15, может быть необходимо предусмотреть кольцевую выемку 150 в нижней части боковой стенки 142 полости 137, так чтобы охлаждающая среда могла подаваться к каналам 146. При таком расположении каналы 146 направлены вверх и вниз, а выходные отверстия 147 по мере износа шлифовальной поверхности будут оставаться на том же самом месте шлифовальной поверхности.
На фиг. 14 показан другой вариант держателя по настоящему изобретению для использования со шлифовальной насадкой фиг. 13. Выходной приводной вал имеет коаксиальный канал 222, проходящий от его свободного конца 226 и соединяющийся с каналом 122. Держатель 220 состоит из валика 221, имеющего размеры для посадки в канале 222, верхнюю приводную секцию 225 и нижнюю фиксирующую секцию 227. Переходная втулка 228 вставляется в канал 222. Затем валик 221 вталкивается в канал 222. Переходная втулка 228 изготавливается из вулканизированной резины, эластомерного материала или им подобных и способствует снижению вибраций и износа подшипников шлифовального станка. Теперь толщина и твердость втулки 228 будут определять, насколько могут быть сокращены вибрации. Как только валик 221 будет вставлен в переходную втулку 228, его нельзя будет вынуть, но он будет на прочной посадке. Однако, если приводная секция 225 будет изношена или если держатель 220 нужно будет удалить из выходного вала по другой причине, то переходная втулка может быть удалена. Верхняя приводная секция 225 предназначена для соединения с возможностью разъединения с верхней частью 138 полости 137 шлифовальной насадки 130. Как и на фиг. 12, верхняя приводная секция имеет предпочтительно шестигранное поперечное сечение. По всей длине держателя 220 проходит коаксиальный канал 229, через который охлаждающая среда может быть направлена на шлифовальную насадку. К свободному концу 230 нижней фиксирующей секции 227 присоединена с возможностью разъединения концевая часть 231, которая на свободном конце 230 имеет резьбу. Внутреннее шестигранное гнездо 232 позволяет плотно ввинтить концевую часть 231 в свободный конец нижней фиксирующей секции 227. Для фиксации с возможностью разъединения шлифовальной насадки 130 на нижней фиксирующей секции 227 предусмотрено средство фиксации, так чтобы шлифовальная насадка 130 не могла соскочить в процессе работы, но, однако, могла быть легко удалена или заменена после использования. В предпочтительном варианте средство фиксации включает одну или несколько канавок 240 в наружной стенке нижней фиксирующей секции 127. В канавки 240 вставляются О-образные или разжимные кольца 241. Когда нижняя фиксирующая секция 227 вставляется в шлифовальную насадку 130, О-образные или разжимные кольца 241 прижимаются к боковой стенке 142 нижней части 139 полости 137 для удержания на месте шлифовальной насадки. Непосредственно ниже резьбы 233 на концевой части 231 предусмотрен буртик 234, так чтобы при соединении с нижней секцией 237 образовывалась кольцевая канавка для удержания О-образного кольца, одинаковая с канавкой 240. В ручных станках такой конец приводного элемента, с большей вероятностью приводит к повреждениям. При изготовлении концевой части 231 с возможностью разъединения, это устранит необходимость замены всего выходного вала, если будет поврежден его конец. Шестигранное гнездо 232 в концевой части 231 соединено с каналом 229 для обеспечения подачи охлаждающего средства к шлифовальной насадке. По другому варианту, при большем диаметре шлифовальных насадок, как показано на фиг. 15, на концевой части 231 предусмотрены боковые выпускные отверстия 235, чтобы обеспечить подачу охлаждающей среды к выемке 150 в шлифовальной насадке. Выемка 150 позволяет подавать охлаждающую среду в каналы 146, которые при большем диаметре шлифовальных насадок могли находиться на большем удалении от центра, чем диаметр полости 137. Концевая часть 231 может быть изготовлена из металла или по другому варианту из пластмассы с достаточной твердостью, чтобы выдержать жесткие условия, возникающие при шлифовке, но при этом будут действовать в качестве поглощающего вибрации элемента и/или прокладки для предотвращения разбрызгивания охлаждающей среды вне пределов держателя.
Описанные выше устройства могут быть дополнены или модифицированы. Например, должно быть понятно, что вместо держателя 20, который выполнен как одно целое в виде продолжения выходного приводного вала 18, держатель более предпочтительно может содержать отдельный компонент, предназначенный для присоединения к концу выходного приводного вала 18 посредством соответствующих резьб, патрона и т.д. Помимо этого, на приводном элементе 21 могут быть установлены два или несколько О-образных колец для соединения с соответствующими выемками, сделанными в боковой стенке полости 37 в шлифовальной насадке, для более надежного и более прочного присоединения шлифовальной насадки к шлифовальному станку. Вместо использования О-образного или разжимного кольца средство фиксации может содержать одну или несколько стальных пружин с отбортовками, входящими в прорезь(зи) в стенке 25 приводного элемента 21 и предназначенными для сцепления с прорезью в боковой стенке 39 полости 37 в шлифовальной насадке. Вместо упругой прокладки 41 или демпфирующего элемента, или в добавление к ним, может быть использована спиральная пружина. Отверстие 22 в валу может также способствовать проходу охлаждающего воздуха к шлифовальной поверхности выемки 36 для отвода оттуда тепла. Держатель по настоящему изобретению может быть использован с ручным шлифовальным станком, показанным на фиг. 1, или с полуавтоматической шлифовальной установкой, где шлифовальная насадка выполнена на рычаге робота или подобного ему средства. В дополнение к предложению об использовании переходной втулки для снижения вибрации, как показано на фиг. 14, могут быть использованы конструкции держателей, показанные на других фигурах.
На основании имеющихся иллюстраций и описания предпочтительного варианта изобретения и некоторых его модификаций специалистам в данной области техники должно быть ясно, что изобретение предполагает дополнительную модификацию устройства и деталей.
Следует понимать, что приведенное выше описание относится к предпочтительному варианту лишь в качестве примера. Многие варианты изобретения должны быть очевидны тем, кто знаком с этой областью техники, и такие очевидные варианты входят в сферу притязаний изобретения, вытекает ли это из описания и формулы, или не описано особо.
Изобретение относится к области машиностроения и может быть использовано для шлифовки твердых металлических вставок или рабочих наконечников сверл ударных, резцов бурильных машин, конкретнее, для шлифовки режущих зубьев из карбида вольфрама, или коронок сверл, или резцов. Шлифовальная насадка состоит из нижней шлифовальной секции, отформованной из материала для шлифования коронки сверл или резцов, и верхней секции корпуса, коаксиальной относительно нижней шлифовальной секции с образованием центрально расположенной криволинейной выемки со стороны нижней поверхности нижней шлифовальной секции. Верхняя секция корпуса выполнена с центральной полостью, расположенной со стороны верхней поверхности шлифовальной насадки, приводной секции и опорной секции, расположенных в указанной плоскости. Приводная секция имеет форму и размеры, которые обеспечивают соединение с возможностью вращения приводного элемента внутри приводной секции. Опорная секция имеет средства, обеспечивающие взаимодействие со средством фиксации, расположенным на приводном элементе для фиксации с возможностью разъединения шлифовальной насадки к приводному элементу шлифовального станка. Держатель содержит приводной элемент, выполненный с возможностью приведения во вращение, один конец которого предназначен для крепления к выходному приводному валу шлифовального станка. Противоположный свободный конец предназначен для его вывода наружу из шлифовального станка. Приводной элемент имеет канал, проходящий по его длине. Свободный конец приводного элемента предназначен для установки в центральную полость, расположенную со стороны верхней поверхности шлифовальной насадки, для присоединения с возможностью приведения во вращение шлифовальной насадки к свободному концу приводного элемента. Средство фиксации для быстрого соединения приводного элемента и полости для фиксации с возможностью разъединения шлифовальной насадки на приводном элементе. Изобретение позволяет снизить затраты на производство шлифовальной насадки, которую можно быстро и легко вставить и удалить из шлифовальной установки, а также создать держатель, который помогает минимизировать вибрацию, и обеспечить улучшение качества шлифования, повышение точности и улучшение чистоты обработки без следов шлифования. 2 с. и 29 з.п. ф-лы, 15 ил.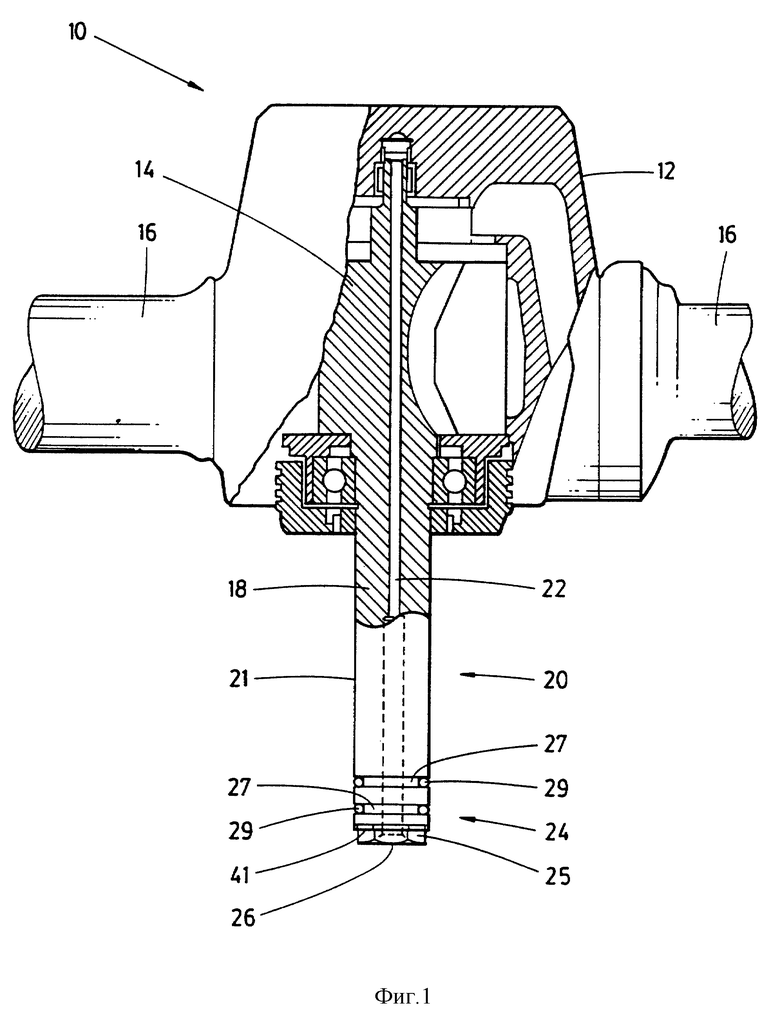
Приоритет по пунктам:
03.02.1995 - по пп. 1, 6, 7, 9-11 и 15-22;
16.10.1995 - остальные пункты.
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Устройство для конической заточки сверл по методу уошборна | 1971 |
|
SU596422A1 |
| ДВУХПОЗИЦИОННЫЙ ПОЛУАВТОМАТ для ЗАТОЧКИпо | 0 |
|
SU241252A1 |
| US 5070654, 10.12.1991 | |||
| US 5193312 А, 16.03.1993 | |||
| DE 3732710 А1, 14.04.1988 | |||
| УСТРОЙСТВО для ОХЛАЖДЕНИЯ ГИДРОАГРЕГАТА | 0 |
|
SU399973A1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Состав для жидкофазного литья | 1974 |
|
SU494400A1 |
| Способ получения карбаматных производных 2,4-диоксиметилтиазола | 1972 |
|
SU503522A3 |
