(54) УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ ГОРЛОВИН МЕШКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для протягивания горловин мешков | 1988 |
|
SU1502420A1 |
| Устройство для зашивания наполненных мешков | 1982 |
|
SU1049589A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ТРУБЫ | 1969 |
|
SU234179A1 |
| Устройство для запечатывания мешков из полимерных материалов | 1989 |
|
SU1708699A1 |
| Приспособление к швейным машинам для подачи сшиваемых изделий | 1940 |
|
SU68268A1 |
| Устройство для определения фрикционных свойств нитей | 1989 |
|
SU1730584A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ШТУЧНЫХ ИЗДЕЛИЙ | 1966 |
|
SU187619A1 |
| УСТРОЙСТВО ДЛЯ НАВЕШИВАНИЯ МЕШКОВ ДЛЯ ЗАСЫПКИ СЫПУЧИХ ПРОДУКТОВ С ПОШТУЧНЫМ ЗАХВАТОМ МЕШКОВ | 1992 |
|
RU2054364C1 |
| Устройство для открывания клапанных мешков и надевания их на патрубки расфасовочных машин | 1985 |
|
SU1323469A1 |
| Устройство для перемещения мягкой ткани при осуществлении операции пристрачивания и устройство для прострачивания по кромке на двух противоположных участках детали из куска мягкой ткани | 1986 |
|
SU1646490A3 |

Изобретение относится к расфасовочноупаковочной технике, а предназначено для протягивания сформированных вручную горловин наполненных мешков при их транспортировании к месту зашивки.
Известно устройство для протягивания горловин мешков, которое содержит конвейер и пару приводных сдвоенных бесконечных лент 1.
Недостатком известного устройства является то, что захват горловины мешка осуществляется строго в одном месте поточной расфасовочно-упаковочной линии. В этом случае рабочий, если он уже закончил формирование горловины, должен идти за мешком и направить горловину в протягивающее устройство, после чего вернуться к следующему движущемуся мешку. Указанный недостаток снижает производительность труда рабочего.
Целью изобретения является обеспечение возможности захвата горловины в любом месте конвейера.
Поставленная цель достигается тем, что в устройстве для протягивания горловин мешков, содержащем конвейер и пару приводных сдвоенных бесконечных лент, рабочие участки лент объединены в подвижный блок при помощи приводной каретки.
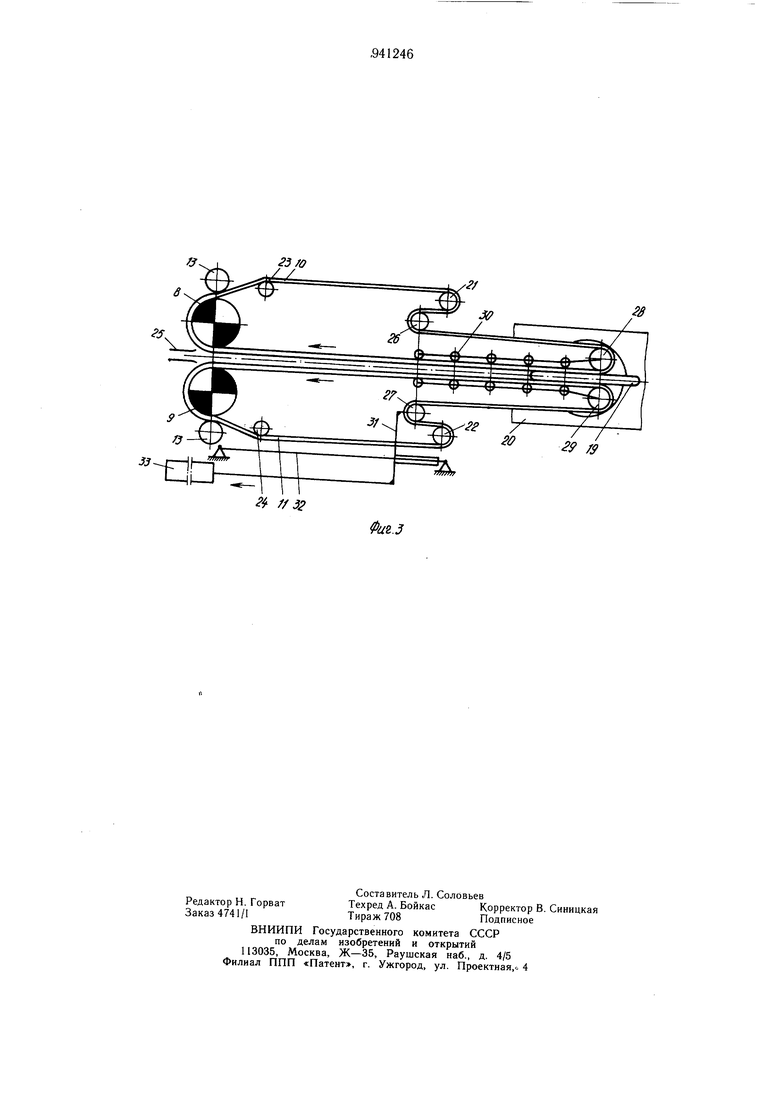
На фиг. 1 изображена кинематическая J схема привода устройства для протягивания горловин мешков; на фиг. 2 и 3 - приводные сдвоенные бесконечные ленты в двух положениях подвижной каретки, вид сверху.
Устройство включает привод, состоящий ° из двигателя 1, муфты 2, редуктора 3, конической зубчатой передачи 4, клиноременной передачи 5, зубчатыхколес 6 и 7, имеющих одинаковое число зубьев и ведущих шкивов 8 и 9. Ведущие шкивы приводят в движение ,5 приводные сдвоенные бесконечные ленты 10 и 11 до скорости движения ленты конвейера 12. Для увеличения тяговой способности ведущих щкивов предусмотрены прижимные ролики 13, подпружиненные пружинами 14. Клиноременная передача позволяет
20 изменять скорость движения ведущих валов 15 и 16 за счет многоступенчатых шкивов 17 и 18 с целью доведения скорости движения лент 10 и 11 до скорости движения ленты конвейера 12.
Механизм для протягивания горловин 19 мешков 20 включает в себя, кроме приводных шкивов 8 и 9, бесконечные ленты 10 и 11, также шкивы 21 и 22, не меняюш,ие своего положения, отклоняющие ролики 23 и 24, неподвижную направляюшую 25 и подвижную часть, состоящую из шкивов 26 и 27, шкивов 28 и 29, роликов 30.
Детали подвижной части соединены подвижной приводной кареткой 31, которая может перемещаться по направляющим 32 под действием пневмоцилиндра 33. Приводная каретка 31 объединяет рабочие участки лент 10 и 11 в блок.
Устройство работает следующим образом.
По окончании формирования горловины 19 мешка 20 рабочий включает пневмоцилиндр 33, который перемешает подвижную каретку 31 по направляющим 32, при этом горловина мешка охватывается лентами 10 и 11. Участки лент между шкивом 28 и приводным шкивом 8, а также между шкивом 29 и приводным шкивом 9 двигаются по направлению к швейной машине со скоростью ленты конвейера 12, как в случае неподвижной каретки 31, так и при ее движении под действием пневмоцилиндра навстречу мешку.
Поели захвата горловины мешка лентами 10 и 11 рабочий отключает пневмоцилиндр и начинает формировать горловину следуюшего мешка. Под действием сил трения между горловиной мешка 19 и лентами 10 и 11 каретка 31 начинает перемеШ1аться вместе с мешком по направлению к швейной машине. Каретка может быть возврашР .азад из любого положения, не
влияя на дальнейшее прохождение мешка, зажатого между лентами, что позволяет осуществлять движение мешков с любым шагом. Окончательное направление горловины мешка под лапки швейной машины производится неподвижными направляющими 25.
Кроме операции протягивания, устройство осуществляет сжатие горловины мещка, ее выравнивание, а также ориентирование (удержание) в плоскости прошивки.
В связи с тем, что описанное устройство позволяет захватывать горловину мешка в любом месте на длине хода каретки, рабочий освобождается после того, как только он закончил формирование горловины и каретка подошла к мешку.
Таким образом, устройство позволяет увеличить производительность труда рабочего, занятого на операции по формированию горловин мешков.
Формула изобретения
Устройство для протягивания горловин мешков, содержащее конвейер и пару приводных сдвоенных бесконечных лент, отличающееся тем, что, с целью обеспечения возможности захвата горловины в любом месте конвейера, рабочие участки лент объединены в подвижный блок при помоши привод ной каретки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 469634, кл. В 65 В 43/36, 1973.
/7.
/ L
18
X
X
2 ff 32
