./ 11 Изобретение относится к обработ-ке металлов давлением, в частности к способам изготовления профилей в валках профилегибочных станов. Известен способ изготовления неравнополочных гнутых профилей проката путем многопереходной подгибки элементов профиля в валках, включающий подгибку неравных полок ,на неодинаковые углы и поворот в одном из чистовых переходов стенки профиля с отформованной меньшей полкой относительно оси профилирования в сторону, противоположную подгибке большей полки Ij . Однако известный способ характеризует-ся недостаточно высоким качеством изготовл 1емых профилей из-за винтообразного скручивания, возника щего вследствие недостаточного учета особенностей процесса профилирования г-рофилей с неравными полками. Цель изобретения - улучшений качес ва профилей за счет уменьшения их винтообразного скручивания. Цель достигается тем, что согласно способу изготовления неравнополоч ных гнутых профилей путем многопер ходной подгибки элементов профиля в валках, при котором производят под гибку неравных полок на нео динаковые углы и поворот в одном из чистовых переходов стенки профиля с отформованной меньшей полкой относительно оси профилирования в сторону, противоположную подгибке большей полки, в черновых переходах одновременно с подгибкой полок изгибают большую полку выпуклостью внутрь -профиля-до угла, равного углу поворота стенки в чистовых переходах, в предчистовых переходах после отформовки заданного угла между стенкой и меньшей полкой выпрямляют большую полку без изменения положения кромки профиля и места изгиба, прилегающего к боль шей полке. В предчистовых переходах одновременно с выпрямлением большей полки производят ее подгибку. i На фиг. 1 показан готовый неравнополочный швеллер, поперечное сечение; на фиг, 2 - схема формовки нера нополочного швеллера, реализующая предлагае№1й способ. Угол 2 изгиба большей полки 1 в последнем черновом переходе должен определяться на основании опытных данапг, и эмпирических завнеимостей. 6 Он численно рапен углу 2 наклона калибров в последнем предчистовом и во всех чистовых переходах. ВнутR .изгиба большей ренний радиус перехополки в последнем черновом де определяется гсо формуле - 0,5 S, где й ширина большей полки; S - толщина металла. Предлагаемый режим профилирования неравнополочного швеллера 32х50х20х X 4 мм приведен в таблице. Для изготовления готового профиляпонадобилось десять технологических переходов. В черновых переходах и ГГТ производилась одновременная подгибка неравных полок 1 и 2 на неодинаковые углы об и /3 и изгиб большей полки 1 выпуклостью внутрь профиля, в последнем черновом переходе ГГТ был отформован заданный угол - 90 между стенкой 3 и меньшей полкой 2 во всех последующих переходах он оставался неизменным/, при зтом угол изгиба Oj большей полки 1 равнялся 12°, а угол df/j мезвду горизонтальной плоскостью и прямой 4, проходящей в поперечном сечении через место изгиба 5, прилегающее к большей полке 1,и ее кромку, равнялся 66 . В предчистовом переходе У выравнивалась.большая полка ,,при этом угол между горизонтальной плоскостью и прямой, проходящей в поперечном сечении через место изгиба, прилегающее к большей полке 1, и ее кромку, сохранял 66 . В чистосвое прежнее зых переходах и У1 додгибапи большую полку 1 до заданной конфигурации профиля. При одновременном выпрямлении большей полки 1 в предчистовых переходах и выдерживании на постоянном уровне ее кромки (или места изгиба 5, прилегающего к большей полке i/ создаются условия для выравнивания аксиальных деформаций, что приводит к улучшению качества профилей. При одновременном выпрямлении большей полки 1 и ее подгибке в предчистовых клетях помимо улучшения качества профилей дополнительно сокращается количество технологических переходов. Винтообразное скручивание готового профиля составило О ЗО-0 50 Tia 1 метр длины, что находится в пределах требований ГОСТ 8281-80 Сталь холодногнутая, Шв.еллерЫ) неравнополочные. Сортамент (допускаемое винтообразное скручивание 1® на 1 метр длины); продольный прогиб составил 0,6-0,9 мм на 1 мет длины, что также находится в пределах требований того же ГОСТа. Согласно данным опытной проверки на опытно-промышленном стане 1- 4x50 - 300 предлагаемый способ изготовления позволяет в сравнении с прототипом улучшить качество гот вых профилей путем уменьшения винтообразного скручивания и продольно прогиба в процессе профилирования (например, -винтообразное скручивани неравнополочного швеллера 32х50х20х х4 мм при изготовлении согласно пре лагаемому способу составило на 1 метр длины,при из товлении по прототипу - l20 -1 50 на 1 метр дпины; продольный прогиб при изготовлении того же швеллера 6Л согласно предлагаемому способу составил 0,6-0,9 мм на 1 метр длины, при изготовлении по прототипу -, 1,9 мм на 1 метр длины ; расширить сортамент сложных неравнополочных гнутых профилей (за счет профилей, производство которых не было освоено ранее из-за технологических затруднений) ; сократить простои стана путем уменьшения времени на регулировку и настройку на 15-25% (вследствие уменьшения количества технологических переходов) ; сократить количество технологических переходов на 15-20% (например, для изготовления неравнополочного швеллера 32x50x20x4 мм согласно предлагаемому способу потребовалось десять технологических переходов, а по способу-прототипу - двенадцать. Экономический эффект получается путем улучшения качества профилей, сокращения количества технологических переходов и простоев стана путем уменьшения времени на регулировку и HacTpou fy.
Фиг.2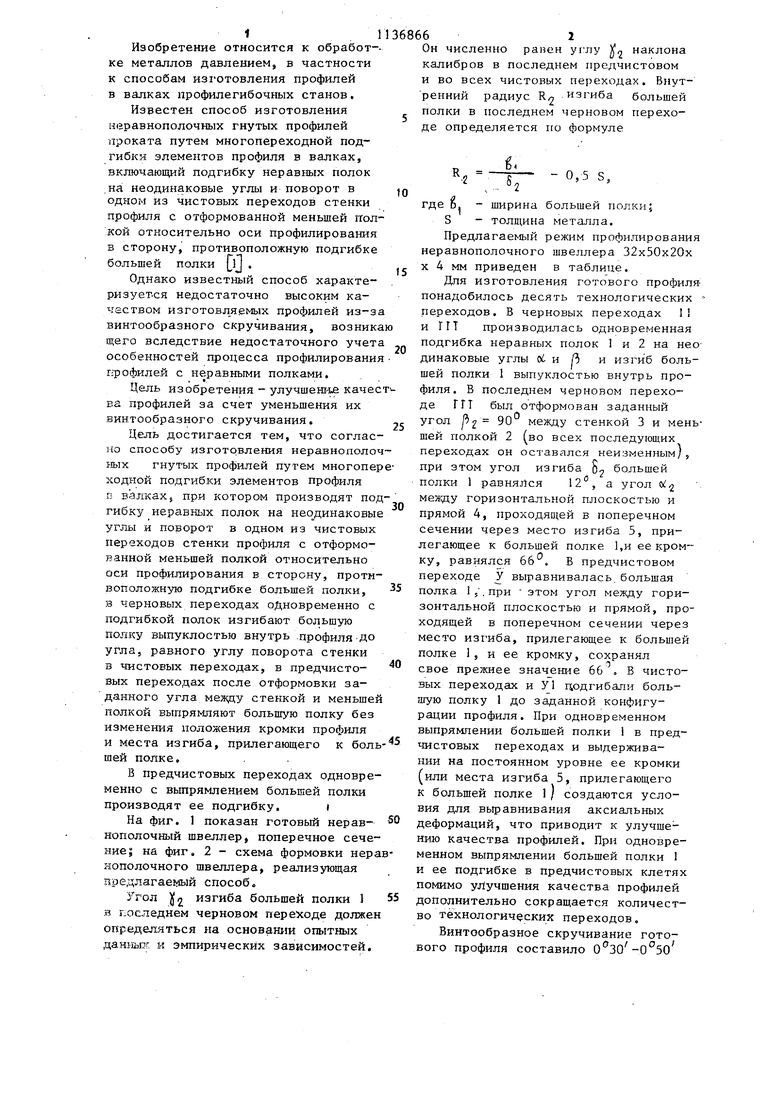

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1994 |
|
RU2071849C1 |
| Способ изготовления несимметричных гнутых листовых профилей проката,преимущественно корытообразного типа с неравными боковыми элементами (его варианты) | 1983 |
|
SU1172626A1 |
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU1019727A1 |
| Способ изготовления неравнополочных гнутых профилей | 1981 |
|
SU1007782A1 |
| СПОСОБ ФОРМОВКИ НЕСИММЕТРИЧНОГО ПРОФИЛЯ ШВЕЛЛЕРНОГО ТИПА | 1992 |
|
RU2043801C1 |
| Валок рабочей клетки профилегибочного стана | 1982 |
|
SU1077680A1 |
| Способ изготовления неравнополочных гнутых профилей | 1980 |
|
SU942306A1 |
| СПОСОБ ФОРМОВКИ НЕРАВНОПОЛОЧНОГО ШВЕЛЛЕРНОГО ПРОФИЛЯ | 2006 |
|
RU2302309C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU994080A1 |

1. СПОСОБ ИЗГОТОВЛЕНИЯ НЁ.РАВНОПОЛОЧНЫХ ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА путем многопереходной подгибки элементов профиля в валках, при котором производят подгибку неравных полок на неодинаковые углы и поворот в одном из чистовых переходов стенки профиля с отформованной меньшей полкой относительно оси профилирования в сторону, противоположную подгибке большей полки, отличающийся тем, что, с целью улучшения качества профилей за счет уменьшения их винтообразного скручивания и продольного прогиба, в черновых переходах одновременно с подгибкой полок изгибают большую полку выпуклостью внутрь профиля до угла, равного углу поворота стенки в чистовых переходах, в предчистовых переходах после отформовки заданного угда меяду стенкой и меньшей полкой выпрямляют большую полку без изменения положе- ния кромки профиля и места изгиба, прилегающего к большей полке. 2. Способ по п., отличающийся тем, что в предчистовых переходах одновременно с выпрямлением большей полки производят ее оо о подгибку. 00 о СП
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Чекмарев А.П..Калужский В.Б | |||
| Гнутые профили проката | |||
| М., Металлургия, 1974, с.73-74 (прототип)ч | |||
