39 мн текущего и предьщущего ЦВКПОБ прокатки и формируют первый пропуск по разности попожений нажимного устройства стана в текущем и предыдущем пропусках, дополнительно в каждом пропуске при наличии сигнала Метапл в вапках интегрируют величину скорости глав ного привода и результат интегрирования, пропорциональный длине прокатанной части раската в текущем пропуске, запоминают и в,момент исчезновения сигнала Металл в валках увеличивают на посто янную величину, численно равную минимальной разности длин раскатов после по следнего и первого пропусков, сравнива ют с запомненной ранее величиной, про- йорционапьной длине раската в предыду-. щем пропуске и при превыщении последней величиной значения первой формируют сигнал Первый пропуск. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство, содержащее датчик наличия металла в валках стана, датчик положения нажимного устройства, стана и вычислительное устройство 2. Однако известное устройство также, как и способ применяют только при прокатке блюмов. Цель изобретения - повышение надежности автоматической регистрации цикла прокатки слябов и блюмов на реверсив ном обжимном стане. Поставленная цель достигается тем, что система, содержащая датчик наличия металла в валках ста«а, датчик положения нажимного устройства стана и вычислительное устройство, дополнительно содержит датчик длины прокатанной части раската, два формирователя импульса переднего и один формирователь импульса заднего фронта релейного сигнала, два управляемых ключа, два счетчика им пульсов, генератор импульсов и триггер, причем выход датчика длины прокатанной части подключен к первому входу вычислительного устройства, выход датчика по ложения нажимного устройства пьдключен ко второму входу вычислительного устро
ства, выход датчика наличия металла подключен ко входу датчика длины прокатанной части и ко входу формирователя импульса заднего фронта релейного сигнала, а выход этого формирователя подкгаочен к третьему входу вычислительного устройства, выход последнего подключен к счет ному входу триггера, первый выход триг
сумматоры 24 и 25, компараторы 26 и 27, схемы 28-30 совпадения, формирователь 31 импульсов заднего фронта.
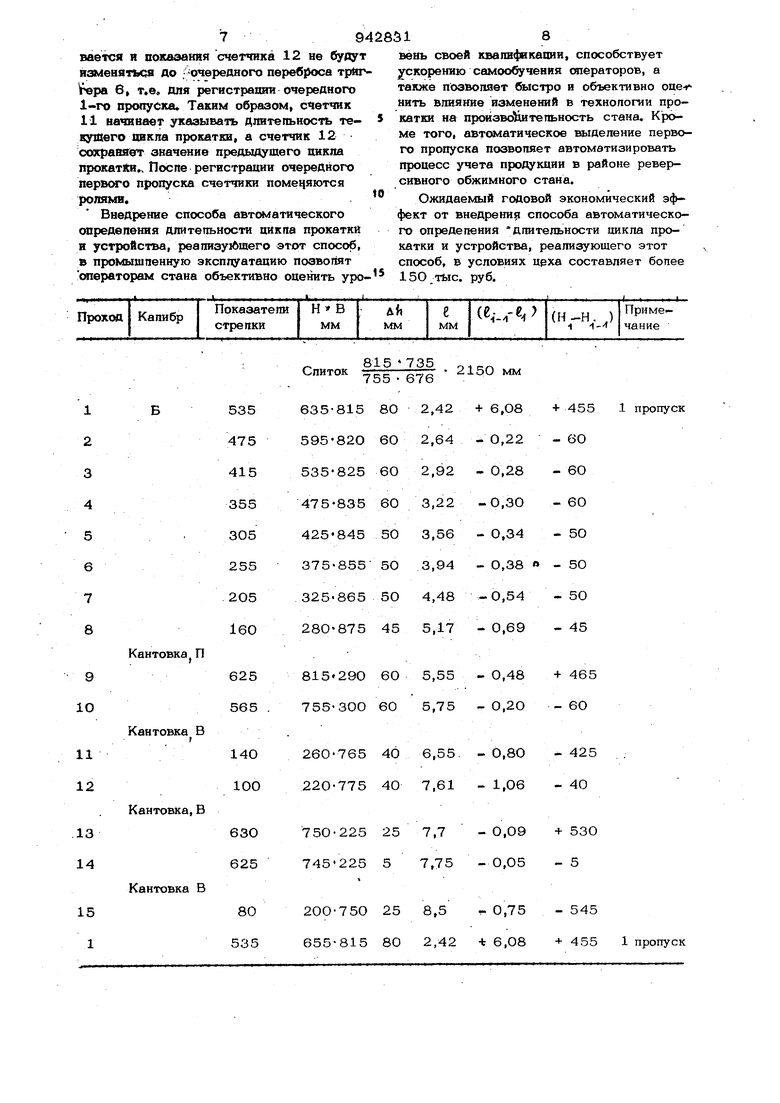
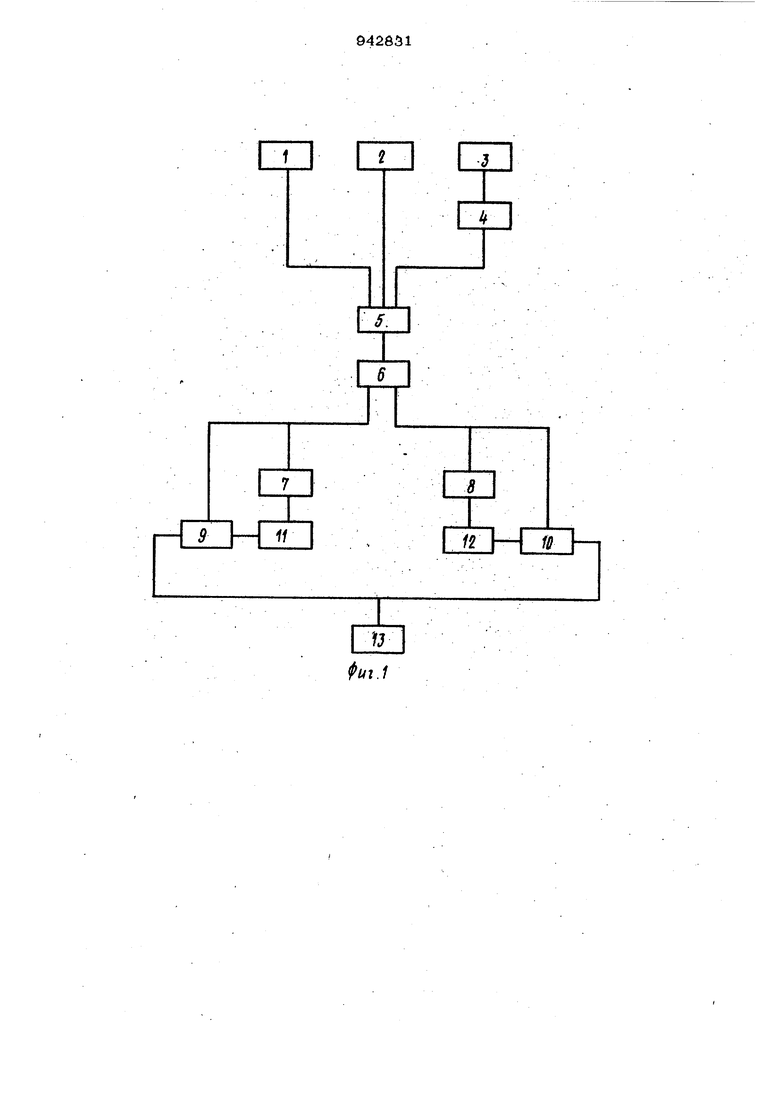
Вычислительное устройство формирует сигнал Первый пропуск по сигналам с датчиков 1-3 положения нажимного устройства, длины прокатанной части, наличия металла в валках. 1 гера подключен к управляющему входу первого управляемого ключа и ко входу первого формирователя импульса переднего фронта релейного сигнала, выход которого подключен к щине сброса первого счетчика, второй выход триггера подключен к управляющему входу второго управляемого ключа и ко входу второго формирователя импульса переднего фронта релейного сигнала выход этого формирователя подключен к шине второго счетчика, выход генератора импульсов подключен ко входам первого и второго управляемых Ключей, а выходы этих ключей подключены ко входам соответственно первого и второго счетчиков. В таблице приведены результаты измерений, полученные при прокатке 8-тоннь Х слитков кипящей стали в слябы (200 750) мм. Как видно из таблицы известный cnocpQ выделения первого пропуска по положению нажимного устройства зарегистрирует 9-й и 11-й пропуски как первые. Использование длины раската защищает от указанной ошибки, так как только в первом пропуске и () 400, а ) 5 (здесь С -, р - дпина раската после /f-того и (i-l)-ro пропусков соответственно). На фиг. 1 представлена структурная схема системы, реализующей предложенный способ; на фиг. 2 - внутренняя структура вычислительного устройства. Система содержит датчик 1 положения нажимного устройства, датчик 2 длины прокатанной части раската, датчик 3 наличия металла в валках стана, формирователь 4 импугшса заднего фронта релейного сигнала, вычислительное устройство 5. триггер 6, формирователи 7 и 8 импульса переднего фронта релейного сигнала, управляемые ключи 9 и 10, счетчики 11 и 12, генератор 13 импульсов. Счетчики 11 и 12 поочередно выполняют функции указателей длительности текущего и предыдущего циклов прокатки. Вычислительное устройство 5 содержит узлы 14 к 15 констант, узлы 16-19 запоминания,управляемые ключи 20-23, Рассмотрим работу вычислитепьного устройства в момент когда в очередном первом пропуске металл выброшен из вапков... На выходе датчика 3 наличия металла и валках стана исчезает выходной сигнал и формиро1ватель 4 импульса заднего фронта посылает импульс в вычислитель ное устройство 5. По этому сигналу открываются управтйемые ключи 21, 23 и информация-узлов-16 и 18 запоминания о положении нажимного устройства и длине раската в первом пропуске поступает на Соответствующие входы компара:тора 26 и сумматора 25. На второй вход ком паратора 26 поступает информация с сум матора 24, в котором сигнал узла 17 ;запоминания, пропорциональный положению нажимного устройства в предыдущем пропуске (в примере в узле 17 хранится информация о положении нажимного устройства в последнем пропуске, при прокатке предыдущего раската) увеличивается на постоянную величину, поступающую из узла 14 констант. Таким образом, на входы компаратора 26 поступают сигналы ЛАиН, где Н-Н- - положение нажимного уст - ройства, соответственно в текущем и пре дыдущем пропусках, А - технологическая постоянная, зависящая от сортамента прокатываемого ме талла. При превышении сигнала И над А, т.е. при выполнении неравенства Н -Ы 5-А, на выходе компаратора 26 появляется сигнал, который через схе му 28 совпадения (на второй- вход которой поступает сигнал с формирователя 4 заднего фронта) выдается на вход схемы 30 совпадения. Сумматором 25 сигнал о длине раската в первом пропуске увеличивается на постоянную величину В, поступающую из узла 15 констант. Выходной сигнал сумматора поступает на вход компаратора 27 на второй вход которого с узла 16 запоминания поступает сигнал о дпине раската в предыдущем пропуске (в примере о длине раската в последнем пропуске, при прокатке предыдущего раската). ТаКИМ образом на входах компаратора сигналы. Чм где /i, В. г длина раската поспе i-го и (-1-1)-го пропусков, В - постоянная величина, численно рав ная минимальной разности дпин раскатов после последнего.и первого пропусков. При превышении сигнала t нвД tjf +В, т.е. при выполнении неравенства -t. 3 на выходе компаратора 27 по является, сигнал, который через схему 29 совпадения (на втором входе схемы 29 совпадения сигнал с выхода формирователя 4 заднего фронта) выдается на второй вход схемы 30 совпадения. При совпадении сигналов на входах схемы ЗО совпадения с ее выхода (т.е. с выхода вычислительного устройства 5) выдается сигнал Первый пропуск . Появление Ьигнала на выходе схемы ЗО совпадения означает, что соблюдаются оба неравенства.,AM t,,. где Ь - минимальная разность в длинах раскатов после первого и последнего пропусков. При исчезновении сигнала с формирователя 4 по его заднему фронту формируется сигнал формирователем 31, импульсом которого открываются управляемьш ключи 2О и 22 и информация узлов 16 и 18 запоминания переносится, соответственно в узлы 17 и 19 запоминания, В момент выброса раската в других пропусках неравенства Н. А, й В одновременно не выполняются и сигнал Первый пропуск не вырабатывается. Если оба неравенства выполняются, то на счетный вход триггера 6 подается очередной импульс, под действием которого изменяется состояние выходных шин триггера. Предположим, что до поступления очередного импульса на вход триггеров по его правой выходной щине будет высокий потенциал, а на левой - низкий. При этом ключ 10 будет открыт и счет- чик 12 отсчитывает количество импушь-Yсов от генератора 13. Ключ 9 при этом будет закрыт и показания счетчика 11 не изменяются. В момент переброса потенциалов, на выходных шинах триггера 6 (при соблюдении принятых выше предположений) на выходе формирователя 7 импульса переднего фронта появляется импульс, который будучи подключен к шине сброса,счетчика 11, приводит к пе - реводу этого счетчика в исходное состояние. Одноврюменно высокий потенциал с левой шины триггера 6 открывает ключ 9 и счетчик 11 начинает отсчитывать время, так как оказывается подключенным через открытый кпюч 9 к г-енератору 13. В это же время ключ Ю закры794веется и показания счетчика 12 не будут изменяться до очередного nepe6i oca трйгt«pa в, т.е, для регистрации очередного 1-го пропуска. Таким образом, счетчик 11 начинает указывать длительность текушего цикла прокатки, а счетчик 12 сохравя1бгт значение предыдущего цикла прокатйи.. Поспе регистрации очередного пропуска счетчики помецяются рол$шн. Внедрение способа автоматического определения длительности цикла прокатки и устройства, реализующего этот способ, в промышленную эксплуатацию позвоЯят операторам стана объективно оценить уро18вень своей юзапификапин, способствует ускорению самообучения операторов, а также позволяет быстро и объективно oner.ить влияние изменений в технопогии прокатки на произво& тепьность стана. Кроме того, автоматическое выделение первого пропуска позволяет автоматизировать процесс учета продукции в районе реверсивного обжимного стана. Ожидаемый годовой экономический эффект от внедрение способа автоматического опредепения длительности цикла прокатки и устройства, реализующего этот способ, в условиях црха составляет более 15О тыс. руб.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления прокаткой труб с утоненными концами | 1976 |
|
SU599870A1 |
| Формирователь циклов многопроходной прокатки | 1987 |
|
SU1437122A2 |
| Устройство для определения этапов прокатки | 1988 |
|
SU1533796A2 |
| Система автоматической регламентации режима работы нажимного устройства прокатного стана | 1978 |
|
SU719727A1 |
| Система управления нажимным механизмом прокатного стана | 1980 |
|
SU908443A2 |
| Устройство автоматического управления реверсивным станом горячей прокатки | 1982 |
|
SU1084093A1 |
| Система автоматической стабилизации градиента температур при прокатке узких полос на реверсивном стане | 1980 |
|
SU969346A1 |
| Устройство для автоматического торможения проката до заданной скорости | 1986 |
|
SU1371729A1 |
| Система управления механизмами установки валков обжимной клети винтовой прокатки | 1985 |
|
SU1268231A1 |
| Устройство для автоматического контроля буксования валков обжимного прокатного стана | 1977 |
|
SU733752A1 |

140260-765406,55. 100220-775407,61 КантовКа, В 63075О-225257,7 625745 22557,75 Кантовка В 80200-75О258,5 535655-815802,42 -0,80-425 , - 1,06- 40 - О,09+ 53О - О,05- 5 - 0,75- 545 -t 6,08+ 455 1 пропуск Формула изобретения 1.Сйособ автоматического опреде пения длительности цикла прокатки на реверсивном обжимном стане, .заключающий ся в том, что определяют временные ин тервалы между первыми пропусками теку шего и предыдущего циклов прокатки и формируют первый пропуск по разности положений нажимного устройства стана в текущем и предыдущем пропусках, отличающийся тем, что, с целью повышения надежности автоматической регистрации цикла прокатки, дополнитель но в каждом пропуске при наличии сигнала Металл в валках интегрируют величину скорости главного привода и результат интегрирования, пропорциональный длине прокатанной части раската в текущем пропуске, запоминают и в момент исчезновения сигнала Металл в валках увеличивают на постоянную величину, равную минимальной разности длин раскатов после последнего и первого пропусков, сравнивают с запомненной ранее величиной, пропорциональной дли- не раската в предыдущем пропуске, и при превыщании последней величиной значения первой формируют сигнал Первый пропуск. 2.Система для реализации способа п п. 1, содержащая датчик наличия металла в валках стана, датчик положения нажимного устройства стана и вычислитель ное устройство, отличающаяся тем, что она дополнительно содержит датчик длины прокатанной части раската, два формирователя импупьса переднего и один формирователь импульса заднего фронта релейного сигнала, два управляемых ключа, два счетчика импульсов, генератор импульсов и триггер, причем выход датчика длины прокатанной части соединен с первым входом вычислвтепьного устройства, выход датчика положения нажимного устройства соединен со вторым входом вычислительного устройства, выход датчика наличия металла соединен со входом датчика длины прокатанной части и со входом, формирователя импупьса заднего фронта релейного сигнала, а выход этого формирователя соединен с третьим входом вычислительного устройства, выход вычислительного устройства соединен со счетным входом триггера, первый выход триггера соединен с управляющим входом первого управпяемого ключа и со входом первого формировате- ля импульса переднего фронта релейного сигнала, выход этого формирователя соединен с щиной сброса первого счетчика, второй выход триггера соединен с управляющим входом второго управляемого ключа и со входом второго формирователя импульса переднего фронта релейного сигнала, выход этого формирователя соединен с шиной второго счетчика, выход генератора импульсов соединен со входами первого и второго управляемых , а выходы этих ключей соединенысо входами соответственно первого и второго счетчиков. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 545402, кл. В 21 В 37/00, 1974. 2.Тимофеев Б. Б. и Попельнуха В. И, Автоматизация технологических процессов в прокатном производстве. М., Металлургия, 1979, с. 42.
и
i-Q-HjLJ
LM
I
LJJHIIIH
