ю
а
00 К5
оо
Изобретение относится к контрольным и регулирующим устройствам прокатных станов и может быть использовано для автоматизированного управления механизмами установки валков обжимных клетей винтовой прокатки (ОКВП).
Цель изобретения - расширение области применения, улучшение качества управления механизмами ОКБП, повьшение надежности системы управления.
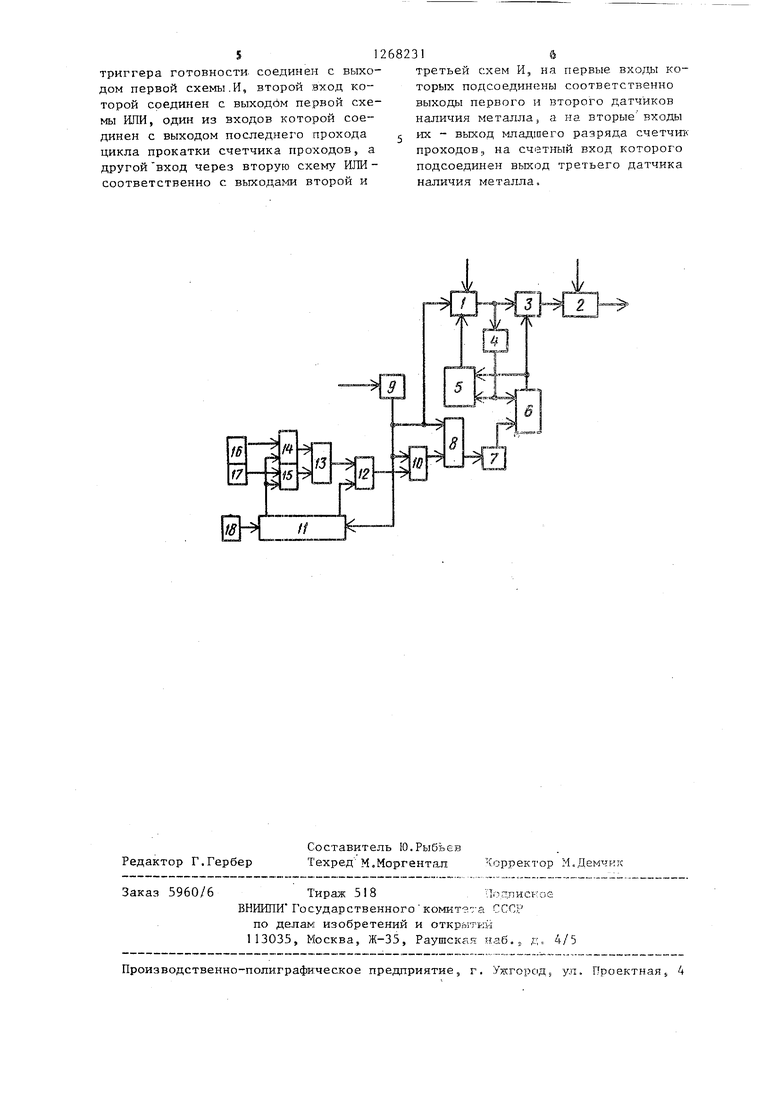
На чертеже приведена структурная схема системы управления механизмами установки валков обжимной клети винтовой прокатки.
Система управления механизмами установки валков обжимной клети винтовой прокатки содержит устройство 1 формирования задания, блок 2 позиционного регулирования, ключ 3, формирователь 4, схему 5 совпадения.
Вьпсод устройства -1 формирования задания соединен с первьпч входом ключа 3 и с входом формирователя 4, выход которого соединен с первым входом схемы 5 совпадения. Выход последней соединен с входом устройства 1 формирования задания. ключа 3 соединен с входом блока 2 позиционного регулирования. Единичный вход триггера 6 соединен с вторым входом ключа 3 и с вторым входом схемы 5 совпадения.
При этом нулевой вход триггера 6 соединен с выходом одновибратора 7, на вход которого подсоединен ныход триггера 8 готовности. Выход схемы 9 запуска подсоединен на единичный вход триггера 8 готовности, на разрешаюпщй вход устройства 1 формирования задания, на один из входов первой схемы И 10, на запускающий вход счетчика 11 проходов. Нулевой вход триггера 8 готовности соединен с выходом первой схемы И 10, второй вход которой соединен с выходом первой схемы ИЛИ 12, один из входов которой соединен с выходом последнего прохода цикла счетчика 11 проходов. Другой вход схемы 12 ИЛИ соединен, через вторую схему 13 И.ПИ с выходами соответственно второй и третьей схем И 14, И 15, на первые входы которых подсоединены выходы соответственно первого и второго датчиков 6 и 17 наличия металла а на вторые входы - выход младшего разряда счетчика 11 прохода, на счетный вход которого заведен выход третьего датчика 18 наличия металла.
В качестве, первого и второго датчиков 16 и 17 наличия металла могут быть использованы, например, фотоэлектрические датчики типа ФРСУ-11, а в качестве третьего датчика 18 наличия металла может быть использован, например, датчик контроля статического тока главного привода клети или устройство, определяющее прохождение оси прокатки задним концом заготовки при прокатке вперед и назад. Такое устройство с достаточной степенью 5 достоверности может определять момент захвата и выброса заготовки в прокатной клети при управлении механизмами установки валков.
Система управления механизмами ус0 тановки валков ОКВП работает следующим образом.
Перед прокаткой новой партии заготовок в устройство 1 формирования задания вводится задание на перемеще5 ние механизмов установки валков для очередного прохода.
С выхода устройства 1 формирова- . ния задания через клю.ч 3 информации о перемещении валков передается в 0 блок 2 позиционного регулирования. В блоке 2 позиционного регулирования формируется сигнал управления, который вьщается в схему управления электроприводом механизмами установки валков.
Момент окончания передачи этой информации фиксируется сигналом на выходе формирователя 4, который поступает на вход 5 совпадения, а 0 задним фронтом этого сигнала триггер, 6 устанавливается в единичное состояние. Ключ 3 и схема 5 совпадения управляется триггером 6. Сигналом логической единицы триггер 6 закрывает 5 ключ 3 и открывает схему 5 совпадения. Сигнал поступает в устройство 1 . формирования задания в качестве сигнала, инициирующего оперативное восстановление работоспособности устройства
На выходе одновибратора 7 формируется сигнап, п€федним фронтом которого триггер 6 сбрасывается в нулевое состояние. Одновибратор 7 запускяется при переключении триггера 8 готовности из единичного состояния в нулевое. В едщшчное состояние триггер 8 готовности устанавливается сигналом с выхода схемы 9 запуска 3 при пуске программы. Этим сигналом включается устройство 1 формирования задания и подается разрешение на первую схему И 10, а в счетчик 11 проходов записывается первый проход. Триггер 8 готовности сбрасьшается в нулевое состояние в начале прокатки (когда заготовки еще нет) и каждый раз, когда заготовка отводится из зоны валков, а также после послед него прохода цикла прокатки. Момент отсутствия заготовки в кле ти или отвод ее из зоны валков фиксируется сигналом на втором входе первой схемы И 10. Сигнал окончания последнего прохода цикла прокатки поступает через первую схему ИЛИ I2, а сигналы отсутствия заготовки в кле ти или отвод ее из зоны валков форми руются второй схемой ИЛИ 13, второй и третьей схемами И 14 и 15, первым и вторьм датчиками 16 и 17. Момент отвода заготовки из зоны валков при прокатке вперед фиксирует ся датчиком 16, а при прокатке назад датчиком 17. Направление прокатки определяется состоянием младшего разряда счетчика 11 проходов. Если младший разряд имеет уровень логической единицы, то направление прокатки вперед, а в противном случае - назад. Переключение счетчика 11 проходов на очередной проход производится третьим датчиком 18, которьй контролирует захват металла прокатными вал ками. В момент отвода заготовки из зоны валков, а также в начале и в конце цикла прокатки триггер 8 готовнос ти переключается с единичного состоя ния в нулевое и на выходе одновибратора 7 появляется сигнал, по переднему фронту которого триггер 6 устанавливается в нулевое состояние. При этом на выходе триггера 6 появляется нулевой потенциал, открывающий ключ 3 и запирающий прохождение сигнала через схему 5 совпадения. При завершении выдачи задания в блок 2 позиционного регулирования формирователь 4 формирует импульЬ, по которому триггер 6 устанавливается в единичное состояние, и уставка задалия не проходит в блок 2 позиционного регулирования. Использование новых элементов для определения направления прокатки, мо 314 мента начала и конца цикла прокатки, а также момента отвода заготовки из зоны валков после каждого прохода позволяет повысить надежность системы управления механизмами установки валков, исключить аварийные ситуации и непредусмотренное обжатие раската и, как следствие этого, снизить долю бракованной продукции и повысить производительность. Для ритмичной и производительной работы ОКВП начало перемещения валков должно производиться в момент выхода заготовки из валков или несколько упреждать его, а закончено перемещение до возврата заготовки в валки. Формула изобретения Система управления механизмами установки валков обжимной клети винтовой прокатки, содержащая устройство формирования задания, блок позиционного регулирования, ключ, формирователь, схему совпадения, триггер, причем выход устройства формирования соединен с первым входом ключа и с входом формирователя, выход которого соединен с первым входом схемы совпадения, выход которой соединен с входом устройства формирования задания, . а выход ключа соединен с входом блока позиционного регулирования, единичный вход триггера соединен с выходом формирователя, а выход триггера соединен с вторым входом ключа и с вторым входом схемы совпадения, о тличающаяся тем, что, с целью расширения области применения, улучшения качества управления механизмами обжимной клети винтовой прокатки, повышения надежности системы управления, в нее дополнительно введены одновибратор, триггер готовности, схема запуска, первая схема И, счетчик проходов, первая и вторая схемы HJMj вторая и третья схемы И, первый, второй и третий датчики наличия металла, причем нулевой вход триггера соединен с выходом одновибатора, на вход которого подсоединен выход триггера готовности, а выход схемы запуска подключен к единичному входу триггера готовности, к разрешающему входу устройства формирования задания, к одному из входов первой схемы И, к запускающему входу счетчика проходов, а нулевой вход
триггера готовности, соединен с выходом первой схемы.И, второй вход которой соединен с выходбм первой схемы ИЛИ, один из входов которой соединен с выходом последнего прохода цикла прокатки счетчика проходов, а другой вход через вторую схему ИЛИ соответственно с выходагФ второй и
268231и
третьей схем И, на первые входы которых подсоединены соответственно выходы п€;рвого и второго датчиков наличия металлаJ а на вторые входы 5 их - выход младшего разряда счетчиь проходов,, на счетный вход которого подсоединен выход третьего датчика наличия металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения этапов прокатки | 1988 |
|
SU1533796A2 |
| Устройство для определения этапов прокатки | 1986 |
|
SU1340850A2 |
| Устройство для определения этапов прокатки | 1982 |
|
SU1057133A2 |
| Формирователь циклов многопроходной прокатки | 1987 |
|
SU1437122A2 |
| Устройство для управления уровнем приемного стола при многопроходной винтовой прокатке | 1986 |
|
SU1342551A1 |
| Формирователь циклов многопроходной прокатки | 1985 |
|
SU1294403A1 |
| Система программного управления механизмами установки валков обжимной клети винтовой прокатки | 1991 |
|
SU1794516A1 |
| Система программного управления механизмами установки валков обжимной клети винтовой прокатки | 1987 |
|
SU1537340A1 |
| Устройство для коррекции показаний датчика положения нажимных устройств прокатной клети | 1986 |
|
SU1338914A1 |
| Устройство для определения момента выхода торца раската из очага деформации обжимной клети | 1986 |
|
SU1342550A1 |
Изобретение относится к контрольным и регулирующим устройствам прокатных станов и может иснользоваться для автоматизированного управления механизмами установки валков обжимных клетей винтовой прокатки (ОКВП). Цель изобретения - расширение области применения, улучшение качества управления механизмами ОКВП. Механизмы ОКВП на очередной проход перестраиваются системой упрвления после отвода заготовки из валков. с s Выдачу очередного задания и отработка перемещения валков производится ел только после отвода заготовки из зоны прокатки. I ил.
| Система управления нажимным механизмом прокатного стана | 1980 |
|
SU908443A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Система управления нажимным механизмом прокатного стана | 1982 |
|
SU1052299A1 |
