Изобретение относится к области горячей прокатки труб с изменением раствора валков на концах труб, а точнее к устройствам управления раствором валков в процессе прокатки концов труб, и наиболее эффективно может быть использовано для управления электромеханическими нажимными механизмами в клетях трубопрокатных станов, прокатывающих заготовки для последующего редуцирова-ния
Известно устройство 1 для управления нажимными механизмами в .клетях трубопрокатных станов, обеспечивающее утонение концов труб перед их редуцированием с целью уменьшения отходов металла, образующихся в виде отрезаемых утолщенных кондов готовых труб. Для утонения концов на задаваемой длине труб эти устройства содержат датчики положения труб, включающие нажимной ме.ханизм в определенные моменты времени.
Та,кие устройства не обеспечивают высокой точности, так как не учитывают изменений скорости прокатки и запаздывания исполнительного механизма.
Наиболее близким к описываемому устройству по технической сущности и достигаемому результату является устройство- 2 для автоматического управления прокаткой труб с утоненными концами, содержащее датчики положения проката, соединенные через релейный запоминающий элемент, выход которого со2
единен с управляющим входом ключа, вход которого подключен к генератору импульсов, а выход - к суммирующему и вычитающему счетчикам, последний из которых поразрядно соединен через многоразрядный вентильный блок с суммирующим счетчиком и через коммутатор - с элементом совпадения, ,к входу которого подключен вы.ход запо.минающего элемента. Устройство содержит также формирователи команд переноса и сброса в нуль суммирующего счетчика. С помощью указанных эле.ментов известное устройство автоматически учитывает изменения скорости труб и запаздывание нал имного механизма.
Иедостатком известного устройства является то, что оно обеспечивает лишь постоянное упреждение, величина которого задается коммутатором, для компенсации переменного запаздывания механизма. При различных режимах утонения концов труб запаздывание нажимного механизма, в частности время его р.азгона до требуемой скорости, может быть различным и относительно больщим. Это приводит к снижению его точности и, следовательно, к неполному сокращению отходов металла при последующем редуцировании труб.
Целью изобретения является дополнительное уменьщение отходов металла при последующем редуцировании труб путем более точного задания момента включения нал имного мехаилзма для утонения аиредынх концов труб с учсгом iieipeMeuHoro времени разгона нажимного механизма до требуемой скорости.
Поставленная цель достигается созданием устройства для автоматического управления прокаткой труб с утоненными концами, воздействующего на нажимной механизм прокатной клети и содержащего датчики положения концов труб, соединенные через запоминающий элемент, выход которого соединен с управляющим входом ключа, подсоединенного своим входом к генератору импульсов, а своим выходом - к суммирующему и вычитающему счетчикам импульсов, соедипенпым между собой через многоразрядный вентильный блок, и элемент совпадения, подсоединенный к выходам запоминающего элемента и вычитающего счетчика, а также формирователи команд переноса и сброса в нуль суммирующего счетчика. При этом устройство снабжено дополнительно вторым элементом совпадения и включенным на один из его входов задатчиком Скорости привода нажимного механизма, причем второй элемент совпадения включен своими вторым входом и выходом соответственно между вычитающим счетчиком и первым элементом совпадения.
Такое конструктивное выполнение устройства управления обеспечит дополнительное сокращение отходов металла При последующем редуцировании труб за счет .повышения точности в обеспечении момепта включения нажимного механизма при утонении передних концов труб путем автоматического учета переменного времени разгона нажимного механизма по требуемых скоростей. Наличие второго элемента совпадения, на .входы .которого включены задатчик скорости привода нажимного механизма и вычитающий счетчик, позволяет на выходе второго элемента совпадения получать сигнал упр.авления с упреждением, равным времени разгона нажимного мехапизма прокатывающей клети до требуемой установившейся скорости, относительно момента захода .переднего конца трубы в эту клеть. В результате при любом режиме утонения переднего конца трубы разгон нажимного механизма до соответствующих скоростей будет завершаться строго к .моменту захода переднего конца трубы в обжимающую клеть. Это обеспечит утонение колца трубы в строгом соответствии с заданием и обеспечит максимальное сокращение концевых отходов металла при редуцировании.
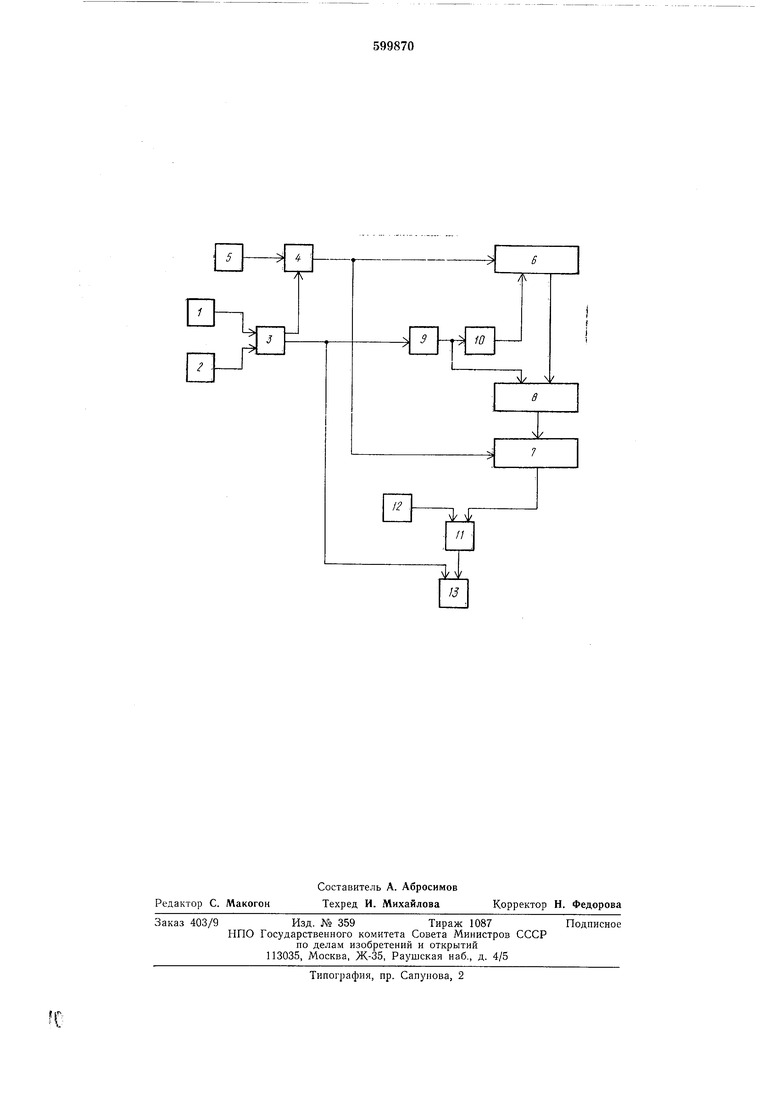
На чертеже изображена упрощенная блоксхема устройства.
Датчики 1 и 2 усгановлены на определенном расстоянии друг от друга вдоль оси прокатки и служат для контроля положений концов труб. В качестве датчиков 1 и 2 могут использоваться, например, месдозы, одна из которых (месдоза 2) устанавливается в клети, где изменяют раствор в алков при прокатке концов труб, а другая (месдоза 1) -в одной из предшествующих клетей. Датчики 1 и 2 управляют включенным на их выходы релейным заноминающим элементом, например триггером 3. Выход тригге|ра 3 соединен с управляющим входом ключа 4. Последний включен в цепь поступления импульсов постоянной частоты от генератора 5 импульсов к суммирующему 6 и вычитающему 7 счетчикам, соединенным между собой поразря.дно с помощью м-ногоразрядного вентильного блока 8. Входы блока 8,
управляющие .переносом информации из счетчика 6 в счетчик 7, подключены к выходу формирователя 9 команд переноса, вход которого подключен к выходу триггера 3. К выходу формирователя 9 подключен также формирователь 10 команд сброса в нуль счетчика 6. К счетчику 7 по.дключен второй элемент 11 совпадения, к входу которого подключен также задатчик 12, сигнал на выходе которого пропорционален задаваемой установившейся
скорости привода нажимного механизма. Выход второго элемента И совпадения подсоединен к ВХО.ДУ первого элемента 13 совладепия, к входу которого .подсоединен также выход триггера 3.
Устройство работает следующим образом.
При заходе переднего конца в клеть, где установлен датчик 1, сигналом этого датчика триггер 3 нереводится в состояние, .которое обеспечивает открывапие ключа 4 и, следовательно, поступление импульсов постояппой частоты от геператора 5 в .счетчики 6 и 7. В счетчике 6 происходит суммирование числа поступающих импульсов от нуля, в счетчике 7 одновремеггно происходит вычитание импульсов из числа, предварительно перенесенного в счетчик 7 из счетчика 6 и равного числу импульсов, поступивших в счетчик 6 за время прохождения концом предыдущей трубы расстояния между датчиками 1 и 2. При заходе
переднего конца трубы в клеть, где установлен датчик 2, по сигналу этого датчика триггер 3 переводится в состояние, которое обеспечивает закрывание ключа 4 и, следовательно, нрекра.щает поступление импульсов от генератора 5 в счетчикп 6 и 7. После этого (также по сигналу триггера 3) последовательно срабатывают формирователи 9 и 10, в .результате сначала в счетчик 7 из счетчика 6 через многоразрядный вентильный блок 8 переносится число поступивших к этому времени в счетчик 6 импульсов, а затем счетчик 6 сбрасывается в .нуль. В период времени между упомянутыми сигналами датчиков 1 и 2, т. е. при перемешении переднего конца трубы
от датчика 1 к датчику 2, число в счетчике 7 равномерно уменьшается, поскольку частота поступающих импульсов постоянна. В тот момент, когда это число (или соответствующий ему аналоговый сигнал, если используется
преобразователь типа «код - аналог) будет равно числу (или соответствующему ему аналоговому сигналу), выдаваемому задатчиком 12, на выходе элемента 11 совпадения возникнет сигнал совпадения, используемый для
включения привода нажимного механизма на
валка. Этот сигнал может поступать к приводу нажимного мехашшма только в период прохождения передним концом трубы участка между датчиками 1 и 2. В остальную часть цикла прокатки для повышения помехозащищенности сигнал на включение привода не проходит через элемент 13 совпадедия. Это достигается подключением к одному из входов элемента 13 выхода триггера 3, находящегося в определенном состоянии в период прохождения передним концом трубы участка между датчиками 1 и 2.
При прокатке следующих труб рассмотренные операции повторяются.
Как следует из приведенного описания работы устройств а, при любых одинаковых ско1ростях следующих друг за другом труб уменьшение до нуля числа в вычитающем счетчике 7 будет происходить в момент захода переднего конца трубы в Обжимающую клеть, где установлен датчик 2. По отнощению к этому моменту времени сигнал на .выходе элемента И совпадения возникнет с упреждением, пропорциональным задаваемой установившейся скорости привода нажим«ого механизма, так как число в счетчике 7 убывает с постоянной частотой и сравнивается в элементе И совпадения с сигналом задагчика 12, пропорциональным упомянутой скорости. Поскольку приводы нажимных механизмов р аботают с максимально допустимым ускорением, для конкретного механизма с постоянным ускорением, разгона привода до задаваемой установившейся скорости будет также пропорционально этой скорости. Следовательно, при соответствующем согласовании или пропорциональном преобразовании уровней сигналов задатчика 12 и счетчика 7 срабатывание элемента И по отношению к моменту захода конца трубы в клеть с датчиком 2 будет происход,ить с упреждением, равным времени разгона привода до задаваемой установившейся скорости. Это условие будет соблюдаться для любой задаваемой скорости.
Выполнение устройства для автоматического управления прокаткой труб с утоненными
концами описанным выше образом при чюбом режиме утонения передних концов труб обеспечивает разгон нажимного механизма до задаваемых соответствующих скоростей к моменту захода переднего конца трубы в обжимающую клеть. Это обеспечит утонение передних концов труб в строгом соответствии с заданием и максимальное сокращение концевых отходов металла при редуцировании труб.
Формула изобретения
Устройство для .автоматического управления прокаткой труб с утоненными концами, воздействующее на нажимной механизм прокатной клети и содержащее датчики положения концов труб, соединенные через запоминающий элемент, выход которого соединен с управляющим входом ключа, подсоединенного своим входом к генератору импульсов, а своим выходом - к суммирующему и вычитающему счетчикам импульсов, соединенным между собой через многоразрядный вентильный блок, и элемент совпадения, подсоединенный к выходам запоминающего элемента и вычитающего счетчика, а также формирователи команд переноса и сброса в нуль суммирующего счетчика, отличающееся тем, что, с целью дополнительного уменьшения отходов металла при последующем редуцировании труб путем более точного задания момента включения нажимного механизма при утонении передних концов труб, оно дополнительно снабжено вторым элементом совпадения и включенным на один из его входов задатчи ком скорости привода нажимного механизма, причем второй элемент совпадения включен своими вторым входом и выходом соответственно между вычитающим счетчиком и первым элементом совпадения.
Источники информации, принятые во внимание при экспертизе
1.Устройство для управления нажимными механизмами в клетях трубопрокатных станов. - «Сталь, 1974, № 8, с. 728-730.
2.Авторское свидетельство СССР № 442863, кл. В 21В 37/00, 02.08.72.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления прокаткой труб с утоненными концами | 1972 |
|
SU442863A1 |
| Устройство для автоматическогоупРАВлЕНия пРОКАТКОй ТРуб СуТОНЕННыМи КОНцАМи | 1978 |
|
SU816596A1 |
| Устройство для автоматического управления прокаткой труб с утоненными концами | 1978 |
|
SU778844A1 |
| Устройство управления гидравлическим нажимным механизмом в клети трубопрокатного стана | 1981 |
|
SU997877A1 |
| Устройство управления нажимным механизмом в клети прокатного стана | 1977 |
|
SU679269A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1980 |
|
SU865458A1 |
| Устройство для определения этапов прокатки | 1982 |
|
SU1057133A2 |
| Устройство для определения этапов прокатки | 1988 |
|
SU1533796A2 |
| Устройство для управления главным электроприводом клети непрерывного прокатного стана | 1982 |
|
SU1026870A1 |
| Устройство для управления главнымпРиВОдОМ КлЕТи НЕпРЕРыВНОгО пРОКАТНОгОСТАНА | 1979 |
|
SU806185A2 |