ных составляющих окружных скоростей валков, .
Цель изобретения - повышение надежности, уменьшение давления металла на валки, повышение, равномерности нагрузки электродвигателей и механооборудования и улучшение качества проката металла.
Указанная цель достигается тем, что в устройство для управления прокатными электродвигателями при сдвиговой прокатке металла, преимущественно при поперечно-винтовой прокатке, осуществляемой тремя электродвигателями постоянного тока, кажды из которых приводит во вращение отдельный валок непосредственно или через редуктор, содержащее источники индивидуального питания и системы автоматическрго регулирования частоты вращения электродвигателей, в него дополнительно введены распределитель сигналов задания среднего значения частоты вращения электродвигателя каждого валка, задатчик колебаний частоты вращения, состоящий из механически сочлененных серводвигателя и сельсина, возбуждаемого постоянным током, а также задатчики синусоидальных колебаний частоты вращения, электродвигателей, причем выход задатчика среднего значения частоты вращения электродвигателей соединен со входом распределителя сигналов задания среднего значения частоты вращения задатчика колебания частоты вращения и с якорной обмоткой серводвигателя, а выходы сельсина соединены со входами задатчиков синусоидальных колебаний частоты вращения электродвигателей, выходы кторых соединены с одним из входов систем автоматического регулирования частоты вращения соответствующих элетродвигателей, с другими входами которых соединены выходы распределителя сигналов задания -среднего значения частоты вращения электродвигателей и датчиков скорости соответствующих электродвигателей,
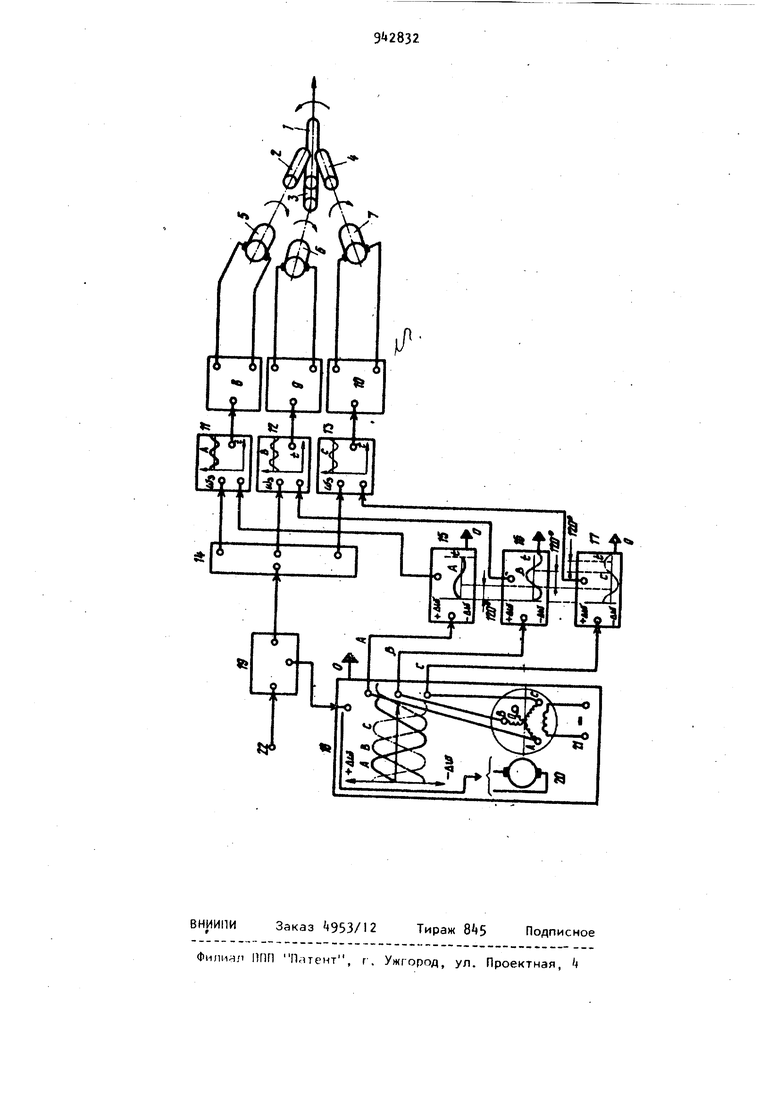
На чертеже представлено предлагаемое устройство.
Заготовка 1 посредством валков 2-Ц обжимается и совершается вращательное и поступательное движение,
Валки 2-Л приводятся в движение прокатными электродвигателями , имеющими индивидуальные регулируемые
источники 8-10 питания и системы 11-13 автоматического регулирования частоты вращения, один из входов каждой системы соединен с соответствующим выходом распределителя 14 сигналов задания среднего значения частоты вращения (д, электродвигателей 5-7.
Другие входы каждой системы 11-13 соед1 нены с выходами задатчиков 15-1 синусоидальных колебаний часто вращения электродвигателей соответственно, входы задатчиков 15-1 соединены с соответствующими выходами трехфазного задатчика 18 колебаний, причем выходные однофазные синусоидальные напряжения последнего, поступающие на входы задатчиков 15-17, смещены между собой по фазе на 120,
Вход задатчика 18 соединен с одним из выходов задатчика 19 среднего значения частоты вращения электродвигателей 5-7. Задатчик 18 состоит из механически сочлененных серводвигателя 20 постоянного тока и сельсина 21, имеющего трехфазную выходную обмотку, с выведенным нулем и возбуждаемого постоянным током (серводвигатель, например типа СЛ621, а сельсин типа СС195-135).
Серводвигатель 20 соединен с одним из выходов задатчика 19 среднего значения MacTofU вращения электродвигателей.
Благодаря этому частота вращения серводвигателя 20, а, следовательно, амплитуда и частота трехфазного выходного напряжения сельсина 21 пропорциональны среднему значению частоты вращения электродвигателей 5-7, причем, при фиксированной частоте вращения серводвигателя 20, амплитуда выходного напряжения сельсина 21 определяется величиной его тока возбуждения (как в синхронном генераторе)..
Таким образом, с выхода задатчика 18, т,е, с фаз А, В и С и нулевого провода О сельсина 21, ко входам задатчиков 15-17 поступают сдвинутые по фазе на 120 синусоидальные напряжения.
Среднее значение частоты вращения электродвигателей 5-7 задается командоконтроллером 22, выход которого соединен со входом задатчика 19
Устройство работает следующим образом. ках 2- средние значения частот вращения электродвигателей равны между собой Однако частота вращения каждого из электродвигателей 5-7 содержит принудительно создаваемую переменную (синусоидальную) составляющую с амплитудой + Д«), причем фазы указанных переменных составляющих часто вращения сдвинуты между собой на 120 Период каждого однофазного колеба ния выбран равным времени одного обо рота прокатываемой заготовки 1. Соот ношение периодов колебаний и времени одного оборота .заготовки может вариантно изменяться посредством воздействия на частоту вращения серводвигателя 20. Таким образом, за время одного оборота заготовки происходит поочере ное, со сдвигом фаз в , превышение частоты вращения одного валка относительно другого. В результате при прокатке заготов-25 ния и ки происходит, кроме обычных оОжатий, дополнительное смещение слоев металла за счет деформации сдвига, .связанной с чередующимся взаимным изменением соотношения частот вращения валков, однако в наличие от известной сдвиговой прокатки, происходит равномерный износ оборудования Амплитуда + &uJ однофазных колебаний частот вращения валков выбирается такой, чтобы относительное изменение частоты вращения, . отношение размаха колебаний, равного удвоенному значению амплитуды колебаний к среднему значению частоты вращения при изменении скорости прокатки оставалось неизмененным, и например равным или пропорциональным относительному обжатию заготовки в данном пропуске. Указанное соотношение взаимного отклонения частот вращения валков и обжатия применяют при известной плос кой двухвалковой сдвиговой прокатке. В предлагаемом устройстве указанное постоянство относительного изменения частот вращения валков обе печивается за счет того, что одновременно с изменением среднего значе ния частоты вращения, задаваемым командоконтроллером 22, выходы задатчика 19 подключены как на вход распределителя сигналов задания, так и ко входу серводвигателя 20, При этом регулировка амплитуды колебаний осуществляется изменением тока возбуждения сельсина 21. Таким образом, предложенное изобретение позволяет уменьшить давление металла на валки, повысить равномерность нагрузки электродвигателей механообррудования и улучшить качество проката. Формула изобретения Устройство для управления прокатными электродвигателями при сдвиговой прокатке металла, преимущественно при поперечно-винтовой прокатке, содержащее три электродвигателя постоянного тока, источники индивидуального питания и системы автоматического регулирования частоты вращения электродвигателей, отличающееся тем, что, с целью уменьшения давления металла на валки, повышения равномерности нагрузки электродвигателей и механооборудоваулучшения качества проката. В него дополнительно введены распределитель сигналов задания среднего значения частоты вращения электродвигателя каждого валка, задатчик колебаний частоты вращения, состоящий из механически сочлененных серводвигателя и сельсина, возбуждаемого постоянным током, а также задатчики синусоидальных колебаний частоты вращения электродвигателей, причем выход задатчика среднего значения частоты вращения электродвигателей соединен со входом распределителя сигналов задания среднего значения частоты вращения задатчика колебания частоты вращения и с якорной обмоткой серводвигателя, а выходы сельсина соединены со входами задатчиков синусоидальных колебаний частоты вращения электродвигателей, выходы которых соединены с одним из входов систем автоматического регулирования частоты вращения соответствующих электродвигателей, с другими входами которых соединены выходы распределителя сигналов задания среднего значения частоты вращения электродвигателей и датчиков скорости соответствующих электродвигателей. Источники информации, принятые во внимание при экспертизе 1. Патент Японии по заявке № 5 -П0952, кл. В 21 В 1/30, опублик. 30.08.79.
ФлСТб|ГУо
fc А
| название | год | авторы | номер документа |
|---|---|---|---|
| Электропривод постоянного тока с двухзонным регулированием скорости валков клети прокатного стана | 1986 |
|
SU1411911A1 |
| Устройство для автоматического задания скорости захвата металла в валки прокатного стана | 1976 |
|
SU565731A1 |
| Способ управления частотой вращения наклонных валков кольцепрокатного стана | 1990 |
|
SU1734904A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2067905C1 |
| ЭЛЕКТРОПРИВОД ПРОКАТНОГО СТАНА | 2013 |
|
RU2523032C1 |
| Способ для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки и устройство для его осуществления | 1990 |
|
SU1734905A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫРАВНИВАНИЯ МОМЕНТОВ НА РАБОЧИХ ВАЛКАХ ПРОКАТНОЙ КЛЕТИ С ИНДИВИДУАЛЬНЫМ ЭЛЕКТРОПРИВОДОМ | 2007 |
|
RU2362641C2 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
| Способ уменьшения неравномерности хода шпинделей прокатного стана и устройство для его осуществления | 1980 |
|
SU908448A1 |
| Устройство для регулирования жесткости прокатной клети | 1977 |
|
SU749479A1 |