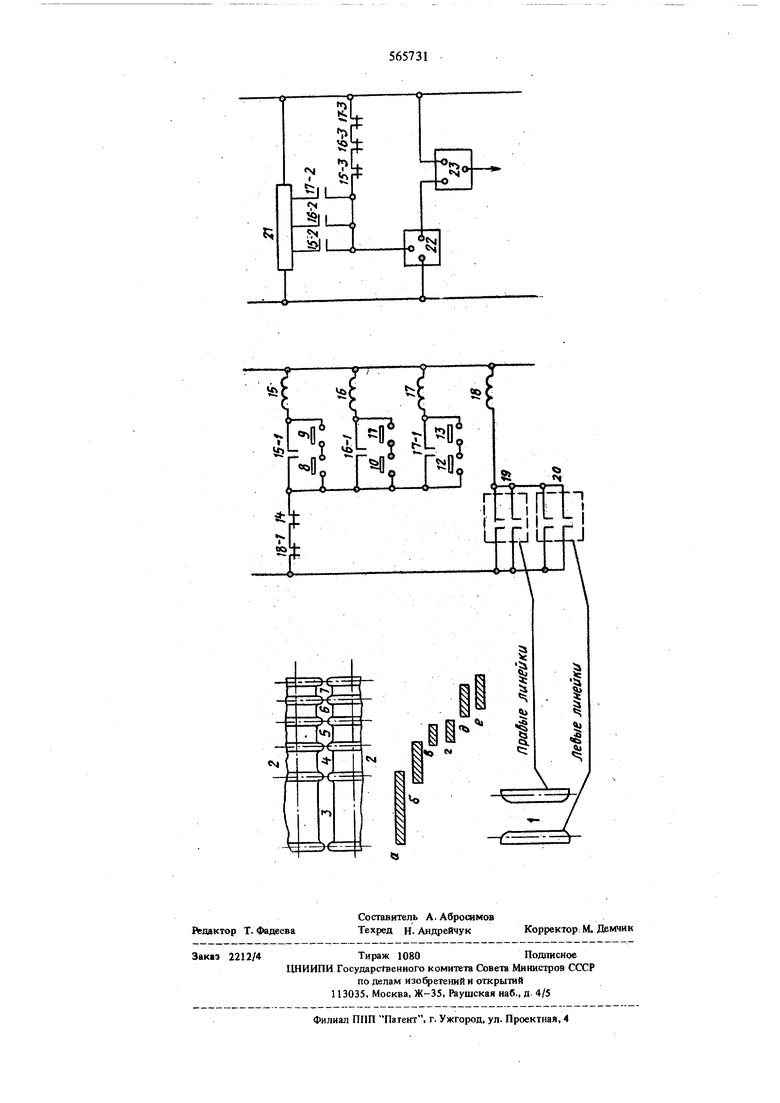
УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ЗАДАНИЯ СКОРОСТИ ЗАХВАТА МЕТАЛЛА В ВА.ЖИ ПРОКАТНОГО СТАНА через переключающее устройство подключены к входам задатчика инквсивности 2, Однако есмотря ка наличие в системе контура регулирования устойжвости технологического процесса прокатки, этот контур вступает в действие также лишь при появлении признаков пробуксовки, т.е. когда появляются связанные с пробуксовкой повышенные значения механических напряжений в элементах конструкции валопровода клети и собственно в прокатном электродвигателе. Целью изобретения является снижение динамических нагрузок и обеспечение устойчивости технологического режима прокатки. Это достигается тем, что в устройство введены задающие потенциометры, реле задания скорости захвата, реле статического тока и реле времени, причем контакты датчиков положения линеек манипулятора для каждой группы калибров валков включены последовательно между собой и с реле задания скорости захвата данной группы калибров, один нормально-открытый контакт этого реле подключен параллеяыю контактам датчиков положения линеек, другой нормально-открытьш контакт этого реле включен в рассечку между соответствующим выходом задающего потенциометра и входом узла задаиия скорости вращения прокатного элек тродвигателя, выход этого узла подключен к входу системы регулирования прокатного электродвигателя, а нормально-закрытые контакты реле задания скорости захвата всех групп калибров валков включены последовательно между собой и в рассечку между одним из крайних зажимов задающего потенциометра и входом узла задания скорости вращения прокатного электродвигателя, причем цепи катушек реле задания скорости захвата включены параллельно между собой и последовательно с нормально-закрытими контактами реле статического тока прокатного электродвигателя и реле времени, катущка которого включена последовательно с параллельно включенными между собой контактами реле направления движения линеек вперед и назад. На чертеже приведена принципиальная схема предложенного устройства. Устройство содержит линейки 1 манипулятора (левые и правые), валки 2 прокатного стана, калибры 3-7 валков, контакты 8,9 и 10 датчиков положений, например, путевых вьпслючателей левых линеек, и соответствующие диаграммы а,б, и в замыканий этих контактов (диаграммы показаны у соответствующих калибров валков), контакты 11, 12 и 13 датчиков положений, например, путевых выключателей правых линеек, и соответствующие диаграммы г,д и е замыканий этих контактов (диаграммы показаны у соответствующих калибров валков), контакт 14 реле статического тока про каткого электродвигателя (прокатный электродвигатель и катушка этого реле не показаны), реле 15,16 и 17 задания скоростей захваи и их контакты 15-1, 15-2, 15-3; 16-1, 16-2, 16-3; 7-1. 17-2, 17-3 в зависимости от положения линеек у калибров валков, реле 18 времени и его контакт Л 8-1, контакты 19 и 20 реле направления движе1шя каждой линейки (левой или правой) соответственно вперед шш назад, задающий потенциометр 21, опреде:шющий скорости захвата в зависимости от положения линеек у калибров валков, узел 22 задания скорости вращения прокатного электродвигателя, содержащий контактный или сельсинный педальньш командоконтроллер и другие известные элементы (не показаны) и систему 23 регулирования прокатного электродвигателя. Устройство содержит левьй и правые тшнейки 1 манипулятора и прокатные валки 2, имеющие;калибры 3-7. С линейками 1 соединены датчики их положений (не показаны), контакты 8-13 которых включены последовательно с контактами 14 реле статического тока и с катушками реле 15,16 и 17 задания скоростей захвата. Последовательно с ко гтактом 14 реле статического тока прокатного электродвигателя включен контакт 18-1 реле 18 времени, катушка которого включена последовательно с контактами 19 и 20 реле направлешш движения каждой линейки (левой и правой) соответственно вперед и назад. Группа контактов реле 15, 16 и 17 задания, величины скоростей вращения прокатного электродвигателя находится в цепи подключенного к цепи управле1шя задающего потенциометра 21, выход которого связан с узлом 22 задания скорости вращения прокатного электродвигателя, выход которого подключен к системе регулирования 23 прокатного электродвигателя. Устройство работает следующим образом. Линейки 1 манипулятора при своем движении вдоль бочек валков 2 могут останавливаться с металлом у ка;шбров 3-7. Допустим, что при прокатке металла в калибрах 3 и 4 задана iскорость захвата п, при прокатке в калибре 5 - скорость захвата п, а при прокатке в калибрах б и 7 скорость захвата :Пз (следует отметить, что для одного из конкретных станов, имеющего пять калибров, именно таким образом распределены скорости захвата). Тогда при остановке линеек, например, у калибра 3 или 4 и замыкании контактов 8 и 9 даттаков положеш1й линеек (см. диаграмму замыканий); включается реле 15, нормально-открытый контакт 15-1 которого удерживает это реле во включекюм положе1ши, а контакт 15-2 подключает к выходу задающего поте1щиометра 21 вход узла 22 задания скорости вращения прокатного электродвигателя, выход узла 22 воздействует на систему 23 регулирова1шя прокатного электродвигателя. При этом прокатный электродвигатель и валки 2 разгонятся до скорости захвата PI . После захвата заготовки и срабатьшания реле 14 статического тока реле 15;отключается, нормально-открытый контакт 15-2 реле 15 отключает зел 22 загтания скорости вращения прокатного электродвигатели от задающего потешдиометра 21,|
анормально-закрытый контакт 15-2 реле 15 под-1 ключает узел 22 задания скорости вращения на полное напряжение цени управле1шя, в результате чего скорость прокатки (после захвата) будет определяться, например, положением педалей командоконтроллера, {входящего в узел 22 задания скорости.
Отметим, что реле 18 времени, | отключаемое нормально огкрытыми контактами 19 или 20 реле направления движения линеек вперед или назад, необходимо для фиксации полной остановки линеек у заданного калибра валков. При отсутствии этого реле и его нормально-закрытого (с выдержкой време1Ш на замыкание) контакта в цепи реле 15, 16 и 17 происходило бы ложное срабатьшание этих реле при движении линеек вдоль соответствующих калибров при определенном расстоянии между линейками.
Устройство работает аналогачно и при прокатке металла в калибре 5, при этом включаются контакты 10 и 11 датчиков положения линеек, срабатьшает реле 16, и скорость захвата равна величине nj, Точно так же при прокатке металла в калибрах 6 и 7 включаются контакты 12 и 13 датчиков положения линеек, срабатьшает реле 17, и скорость захвата равна величине РЗ.
Во всех рассмотренных случаях после захвата металла и срабатьшания контакта 14 захвата реле 15, 16 или 17 задания скоростей захвата HI, Пг али пз и задающий потенциометр 21 отключаются, после чего скорость прокатки(вьш1е скорости захвата) определяется положением комавдоконтроллера прокатного двигателя, воздействующего на его узел 22 зада1шя скорости и систему регулирования 23.
Формула изобретения
Устройство для автоматического задания ско- 40 рости захвата металла в валки прокатного стана.
содержащее датчики, узел задания скорост вращения и систему автоматического регулирования прокатного злектродвигателя, отличающееся тем, что,, с целью снижения динамических нагрузок в механооборудовании стана и обеспечения устойчивости технологического режима прокатки, в него введены задающие потенциометры, реле задания скорости захвата, реле статического тока и | реле времени, причем контакты датчиков положения линеек манипулятора для каждой группы калибров валков включены прследовательно между собой и с реле задания скорости захвата данной группы калибров, один нормально-открытый контакт этого реле подаслючен параллельно контактам датчиков положения линеек, другой нормально- открытый контакт этого реле включен между соответствующим выходом задающего потенциометра и входом узла задания скорости вращения прокатного электродвигателя, выход этого узла подключе к входу системы регулирова шя прокатного электродвигателя, а нормально-закрытые контакты реле, задания скорости захвата всех групп калибров валков в1О1ючены последовательно мегвду собой и между ощшм из крайних зажимов | задающего потенциометра и входом . узла задания скорости вращения прокатного электродвигателя -причем цепи катушек реле задания скоросгя захвата {включены параллельно меукцу собой и последовательно с нормально-закрытыми коитакта га реле стагаческого тока прокатного электродвигателя и реле време1ш, катущка которого включена последовательно с параллельно включешсыки контактам реле1направле1шядвижешш лннеек вперед и азад.
Источники информащш, принятые во BHn.f.riaiffic при экспертизе:
1. Авторское свидетельство N366902, М.Кл. В 21 В 37/00, 1971.
.2. I Авторское свидетельство N 467439, МКл.Н 02 05/00,1971
Ч
(
«01
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лыжеобразования слитка на реверсивном стане горячей прокатки с индивидуальным приводом валков | 1978 |
|
SU766688A2 |
| Устройство для измерения скорости входа металла в клеть при прокатке | 1972 |
|
SU438460A1 |
| Устройство автоматического управления режимом улавливания раската линейками манипулятора обжимного реверсивного прокатного стана | 1975 |
|
SU546401A1 |
| Способ автоматического фиксирования положения линейками манипулятора | 1974 |
|
SU498052A1 |
| Устройство для управления манипуляторными линейками реверсивного прокатного стана | 1984 |
|
SU1217512A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ЗАМЕДЛЕНИЯ ЛИНЕЕК МАНИПУЛЯТОРА РЕВЕРСИВНОГО ОБЖИМНОГО ПРОКАТНОГОСТАНА | 1970 |
|
SU282261A1 |
| Манипулятор-кантователь обжимного прокатного стана | 1982 |
|
SU1044368A1 |
| Способ охлаждения валков блюминга и устройство для его осуществления | 1988 |
|
SU1607987A1 |
| Способ управления линейками манипулятора реверсивного обжимного прокатного стана | 1972 |
|
SU456652A1 |
| Нереверсивный вентильный электропривод постоянного тока | 1984 |
|
SU1182620A1 |